一种铝棒浇铸防爆生产线的制作方法
本发明涉及铝棒生产设备的,具体而言,涉及一种铝棒浇铸防爆生产线。
背景技术:
1、铝棒是铝产品的一种,成型模具简单,铝元素晶体结构稳定,便于运输以及后续加工而作为广泛流通的铝产品。铝棒的熔铸生产过程包括熔化、提纯、除杂、除气、除渣与铸造等工艺。目前铝棒生产通常采用将回收铝制品经高温熔化后,然后将铝液通入到铝棒模具中,利用冷却水液来使铝液硬化成铝棒的方式。
2、在进行铸造时,铝棒成型时通常为竖直放置在冷却水池上方,利用熔铸铝棒的自重下落到冷却水池中,通过外表已成型的铝棒面传递热量到冷却水液中,使铝棒中心尚未硬化的铝液逐渐硬化成型,从而使熔铸铝棒整体快速冷却。然而,由于采用熔铸铝棒与冷却水液直接接触的方式,当熔铸铝棒在模具中成型度较差、硬度不足时,熔铸铝棒会变形,甚至中间部分会因严重变形而断裂、铝棒中心的铝液直接与冷却水液接触而使水液大量蒸发、发生爆炸事故。
技术实现思路
1、基于此,为了解决上述的问题,本发明提供了一种铝棒浇铸防爆生产线,其具体技术方案如下:
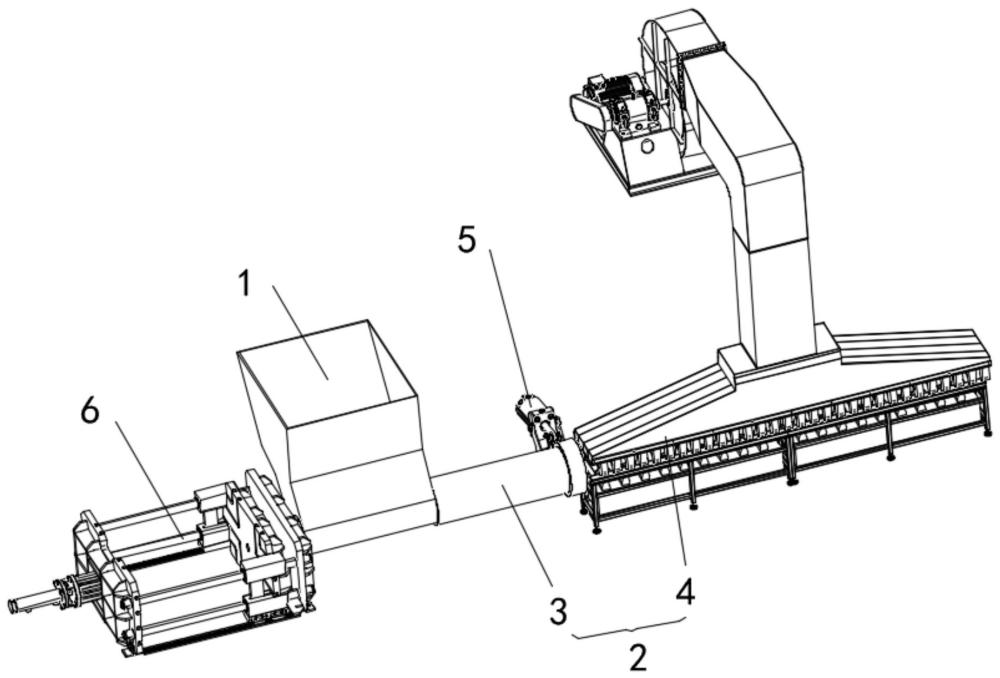
2、一种铝棒浇铸防爆生产线,包括:
3、熔铸槽,设有铝液出口;
4、冷却装置,包括第一冷却部件和第二冷却部件,所述第一冷却部件包括设置在所述铝液出口的成型筒、以及设置在成型筒外侧的第一冷却组件,所述第二冷却部件包括设置在所述成型筒末端的托送辊道、以及第二冷却组件;
5、隔料装置,包括设置在所述成型筒末端的隔料板、以及用于驱动隔料板进行隔料状态和通料状态切换的隔料驱动缸;隔料状态下,所述隔料板贴合在所述成型筒的末端;通料状态下,所述隔料板提升到所述成型筒的上方。
6、上述铝棒浇铸防爆生产线,通过隔料驱动缸驱动隔料板切换成隔料状态,将铝液通入到成型筒内,利用设置在成型筒外侧的第一冷却组件对铝液进行冷却,成型筒前端的铝液冷却成熔铸铝棒后,隔料驱动缸驱动隔料板切换成通料状态,熔铸铝棒受铝液推压而持续推离成型筒,实现熔铸铝棒的连续生产;同时,由于熔铸铝棒在成型筒硬化成型过程中不会与冷却水液直接接触,避免发生铝液与水液接触而发生安全事故。
7、进一步地,所述第一冷却组件包括设置在所述成型筒外的冷却筒、以及第一水冷单元,所述成型筒和所述冷却筒之间形成第一冷却空间,所述第一水冷单元用于泵取冷却水液到所述第一冷却空间。
8、进一步地,所述第一水冷单元包括第一水泵;所述冷却筒在远离所述熔铸槽的一端设有入水口、靠近所述熔铸槽的一端设有出水口,所述第一水泵泵取水液从入水口进入到所述第一冷却空间。
9、进一步地,还包括推料装置;所述推料装置包括设置在所述熔铸槽底部的成型圆杆、以及驱动所述成型圆杆的推料部件,所述成型圆杆适配所述成型筒的内筒腔。
10、进一步地,所述推料部件包括推料支架、固定设置在推料支架上的推料驱动组件、可相对于推料支架沿所述成型筒轴线方向移动的分料筒、以及用于驱动分料筒移动的分料驱动组件;所述分料筒的内筒腔与所述成型圆杆适配;所述熔铸槽底部的铝液出口设有与所述分料筒外筒面适配的弧形结构。
11、进一步地,所述第二冷却组件包括冷却风机和第一风冷单元,所述第一风冷单元设置在所述托送辊道上方的第一风箱、以及设置在第一风箱底部的若干第一风嘴件,所述冷却风机通过冷却管道与所述第一风箱连通、并通过所述第一风嘴件对托送辊道上的成型铝棒进行冷却。
12、进一步地,所述托送辊道包括托送支架、以及间隔设置在托送支架上的若干托送辊筒;所述第二冷却组件还包括第二风冷单元,所述第二风冷单元包括设置在所述托送支架的第二风箱、以及与第二风箱连通的若干第二风嘴件,所述第二风嘴件的第二出风口设置在两两托送辊筒之间。
13、进一步地,所述第二冷却组件还包括第二水冷单元,所述第二水冷单元包括设在设置在所述第一风箱上第一喷淋组。
14、进一步地,所述第二冷却组件还包括设置在所述托送支架上的回水槽。
15、进一步地,还包括集料装置,所述集料装置包括设置在所述成型筒末端的集料槽体、以及用于输送集料槽体的输送组件;所述输送组件包括水平移动组件和升降移动组件,所述水平移动组件用于驱动所述集料槽体进行水平移动,所述升降移动组件用于驱动所述集料槽体进行升降移动。
技术特征:
1.一种铝棒浇铸防爆生产线,其特征在于,包括:
2.根据权利要求1所述的一种铝棒浇铸防爆生产线,其特征在于,所述第一冷却组件包括设置在所述成型筒外的冷却筒、以及第一水冷单元,所述成型筒和所述冷却筒之间形成第一冷却空间,所述第一水冷单元用于泵取冷却水液到所述第一冷却空间。
3.根据权利要求2所述的一种铝棒浇铸防爆生产线,其特征在于,所述第一水冷单元包括第一水泵;
4.根据权利要求1所述的一种铝棒浇铸防爆生产线,其特征在于,还包括推料装置;
5.根据权利要求4所述的一种铝棒浇铸防爆生产线,其特征在于,所述推料部件包括推料支架、固定设置在推料支架上的推料驱动组件、可相对于推料支架沿所述成型筒轴线方向移动的分料筒、以及用于驱动分料筒移动的分料驱动组件;
6.根据权利要求1所述的一种铝棒浇铸防爆生产线,其特征在于,所述第二冷却组件包括冷却风机和第一风冷单元,所述第一风冷单元设置在所述托送辊道上方的第一风箱、以及设置在第一风箱底部的若干第一风嘴件,所述冷却风机通过冷却管道与所述第一风箱连通、并通过所述第一风嘴件对托送辊道上的成型铝棒进行冷却。
7.根据权利要求6所述的一种铝棒浇铸防爆生产线,其特征在于,所述托送辊道包括托送支架、以及间隔设置在托送支架上的若干托送辊筒;
8.根据权利要求7所述的一种铝棒浇铸防爆生产线,其特征在于,所述第二冷却组件还包括第二水冷单元,所述第二水冷单元包括设在设置在所述第一风箱上第一喷淋组。
9.根据权利要求8所述的一种铝棒浇铸防爆生产线,其特征在于,所述第二冷却组件还包括设置在所述托送支架上的回水槽。
10.根据权利要求1所述的一种铝棒浇铸防爆生产线,其特征在于,还包括集料装置,所述集料装置包括设置在所述成型筒末端的集料槽体、以及用于输送集料槽体的输送组件;
技术总结
本发明提供了一种铝棒浇铸防爆生产线,涉及铝棒生产设备的技术领域,包括:熔铸槽,设有铝液出口;冷却装置,包括第一冷却部件和第二冷却部件,第一冷却部件包括设置在铝液出口的成型筒、以及设置在成型筒外侧的第一冷却组件,第二冷却部件包括设置在成型筒末端的托送辊道、以及第二冷却组件;隔料装置,包括设置在成型筒末端的隔料板、以及隔料驱动缸。通过将铝液通入到成型筒内,利用设置在成型筒外侧的第一冷却组件对铝液进行冷却,熔铸铝棒受铝液推压而持续推离成型筒,实现熔铸铝棒的连续生产;同时,由于熔铸铝棒在成型筒硬化成型过程中不会与冷却水液直接接触,避免发生铝液与水液接触而发生安全事故。
技术研发人员:周厚宏,周子睿
受保护的技术使用者:广东意利克节能科技有限公司
技术研发日:
技术公布日:2025/2/17
- 还没有人留言评论。精彩留言会获得点赞!