制动盘砂箱成型模具的制作方法
本发明涉及砂型铸造,具体涉及制动盘砂箱成型模具。
背景技术:
1、制动盘又叫刹车盘,是盘式制动器上的摩擦偶件,车辆行进时跟随车轮一起转动;当车辆制动时,卡钳夹住制动盘摩擦制动,起到让车辆减速或停止的作用;制动盘的质量对行车安全起到至关重要的作用。
2、现有的制动盘型号规格各异,但制造过程均采用浇铸的方式,过程中将熔化的铁水倾倒至砂箱模具中,当铁水冷却时即可得到制动盘毛坯,而后经过精加工即可得到制动盘产品。
3、在制动盘铸造的过程中,冷却方式尤为关键,由于在砂箱中冷却时散热不佳,制动盘铸造件冷却速度慢,一方面影响生产效率,另一方面冷却速度慢时,较粗的晶粒也影响制动盘的力学性能;于是,现有的生产过程中,往往将浇注后的制动盘置于空气中进行冷却,从而大大的提高了冷却效率并提高生产效率,但在空气中冷却时,产品的质量也很难保证,一方面环境的温度难以有效的控制,在夏季以及冬季时,外界环境温度的变化也直接影响产品的质量,另一方面,当制动盘铸件冷却速度过快时,由于冷却不均产生应力,也容易导致产品出现裂痕或者变形,严重的影响产品的质量。
4、因此,一种在制动盘生产过程中,能够协调冷却速度以及冷却时间,从而在保证产品质量的同时,可有效的保证生产效率的制动盘砂箱成型模具,则是现有需要解决的技术问题。
技术实现思路
1、本发明的目的是提供制动盘砂箱成型模具,以解决现有的砂箱模具在空气直冷时,产品质量容易受外部环境影响,以及在砂箱中冷却时,冷却时间长,产品质量得不到保证的问题。
2、为实现上述目的,本发明采用如下技术方案:制动盘砂箱成型模具,包括砂箱、制动盘模具以及填充模具;
3、所述的砂箱包括有上砂箱以及下砂箱;
4、所述的制动盘模具包括有第一模具、第二模具以及第三模具,第一模具与上砂箱相配合并对上砂箱进行砂箱造型,第三模具与下砂箱相配合并对下砂箱进行砂箱造型,在造型后的上砂箱与下砂箱之间放置有第二模具;
5、所述的填充模具的材质为聚苯乙烯泡沫,填充模具分别与上砂箱以及下砂箱相配合,填充模具在空间上与第一模具以及第三模具分别不干涉;
6、填充模具在浇注时受热熔化并分别在上砂箱以及下砂箱中形成气体通道,在上砂箱和下砂箱的两侧均设置有空心板,在空心板的内侧设置有通气孔,通气孔与填充模具相配合,在填充模具熔化后,通气孔与形成的气体通道相连通;
7、通过向形成的气体通道中通入空气,对浇注后的制动盘进行间接冷却。
8、进一步地,所述的上砂箱与下砂箱中形成的气体通道相互连通。
9、进一步地,所述的上砂箱的前侧设置有第一空心板,在第一空心板的外侧设置有抽气口,在第一空心板的内侧设置有第一通气孔,抽气口以及第一通气孔分别与第一空心板内部的空腔相连通;在上砂箱的后侧设置有第二空心板,在第二空心板的外侧设置有第一进气孔,在第二空心板的内侧设置有第二通气孔,在第二空心板的下侧设置有第一通道,第一进气孔、第二通气孔以及第一通道分别与第二空心板内部的空腔相连通;在下砂箱的前侧设置有第三空心板,在第三空心板的外侧设置有第二进气孔,在第三空心板的内侧设置有第三通气孔,第二进气孔以及第三通气孔分别与第三空心板内部的空腔相连通;在下砂箱的后侧设置有第四空心板,在第四空心板的内侧第四通气孔,在第四空心板的上侧设置有第二通道,第四通气孔以及第二通道分别与第四空心板内部的空腔相连通;第一通道与第二通道相连通。
10、进一步地,所述的第一进气孔的数量小于第二进气孔的数量。
11、进一步地,所述的第一空心板、第二空心板、第三空心板以及第四空心板上均可拆卸的设置有清理板,清理板拆卸后的安装口与各空心板内部的空腔相连通。
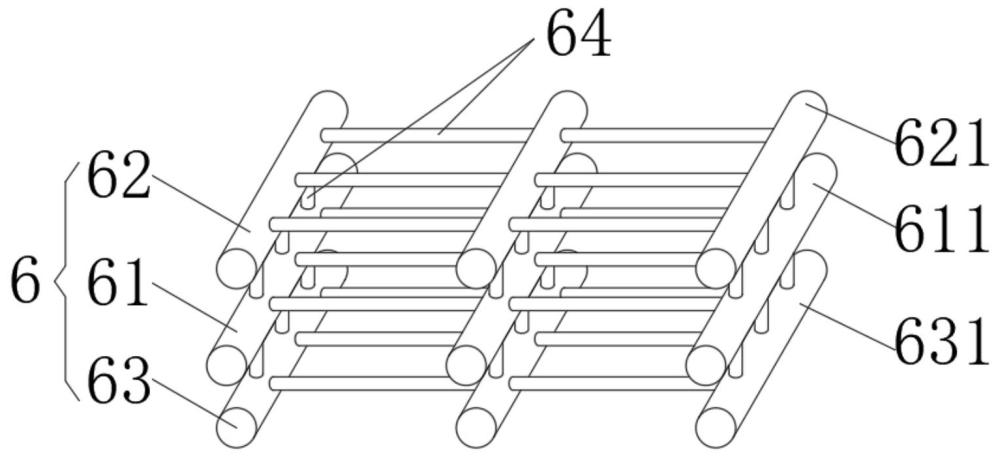
12、进一步地,所述的填充模具包括有第一填充层,在第一填充层中设置有第一连接柱,填充模具在放置时,第一连接柱的两端分别延伸至上砂箱或下砂箱前后两侧空心板内侧的通气孔中。
13、进一步地,所述的第一填充层的上下两侧分别设置第二填充层以及第三填充层,第二填充层以及第三填充层熔化后形成的气体通道与上砂箱或下砂箱两侧的空心板不连通。
14、进一步地,所述的上砂箱的下方以及下砂箱的上方设置有相互交错互补的限位件,限位件与上砂箱或下砂箱的箱体弹性可伸缩连接。
15、进一步地,所述的限位件包括有角件,角件与上砂箱或下砂箱的箱体滑动连接,在角件的内侧设置有连接部,在箱体上与连接部相对应的设置有滑槽,在滑槽中自上而下贯穿连接部安装有连接螺栓,在连接部的下方设置有弹簧,弹簧套设在连接螺栓上。
16、本发明的有益效果:
17、1、本发明采用聚苯乙烯泡沫材质的填充组件,过程中一方面成本较低,便于生产中应用,另一方面,该材质的填充组件在浇注时受热熔化并形成气体通道,过程中由于该填充组件位于砂型的内部,较少的与空气直接接触,可避免大量燃烧产生的污染物,有效降低对作业人员的身体危害并有助于车间环境的维持;
18、2、本发明通过填充组件熔化时产生的气体通道,在连通空气后,能够快速的带走砂型内部的热量,同时由于砂型的保温作用,使得铸件的降温过程得以有效的控制,避免过快或者过慢的冷却,有助于保证产品的质量;
19、3、本发明通过设置第一进气孔以及第二进气孔,并调整第一进气孔以及第二进气孔的分布,使得制动盘铸件在冷却的过程中,上下方冷却的速度保持相对均匀,从而对提高产品的质量起到了积极的作用。
技术特征:
1.制动盘砂箱成型模具,其特征在于:包括砂箱、制动盘模具(2)以及填充模具(6);
2.根据权利要求1所述的制动盘砂箱成型模具,其特征在于:所述的上砂箱(3)与下砂箱(4)中形成的气体通道相互连通。
3.根据权利要求2所述的制动盘砂箱成型模具,其特征在于:所述的上砂箱(3)的前侧设置有第一空心板(31),在第一空心板(31)的外侧设置有抽气口(331),在第一空心板(31)的内侧设置有第一通气孔(311),抽气口(331)以及第一通气孔(311)分别与第一空心板(31)内部的空腔相连通;在上砂箱(3)的后侧设置有第二空心板(32),在第二空心板(32)的外侧设置有第一进气孔(35),在第二空心板(32)的内侧设置有第二通气孔(321),在第二空心板(32)的下侧设置有第一通道(322),第一进气孔(35)、第二通气孔(321)以及第一通道(322)分别与第二空心板(32)内部的空腔相连通;在下砂箱(4)的前侧设置有第三空心板(41),在第三空心板(41)的外侧设置有第二进气孔(44),在第三空心板(41)的内侧设置有第三通气孔(411),第二进气孔(44)以及第三通气孔(411)分别与第三空心板(41)内部的空腔相连通;在下砂箱(4)的后侧设置有第四空心板(42),在第四空心板(42)的内侧第四通气孔(421),在第四空心板(42)的上侧设置有第二通道(422),第四通气孔(421)以及第二通道(422)分别与第四空心板(42)内部的空腔相连通;第一通道(322)与第二通道(422)相连通。
4.根据权利要求3所述的制动盘砂箱成型模具,其特征在于:所述的第一进气孔(35)的数量小于第二进气孔(44)的数量。
5.根据权利要求3所述的制动盘砂箱成型模具,其特征在于:所述的第一空心板(31)、第二空心板(32)、第三空心板(41)以及第四空心板(42)上均可拆卸的设置有清理板,清理板拆卸后的安装口与各空心板内部的空腔相连通。
6.根据权利要求3所述的制动盘砂箱成型模具,其特征在于:所述的填充模具(6)包括有第一填充层(61),在第一填充层(61)中设置有第一连接柱(611),填充模具(6)在放置时,第一连接柱(611)的两端分别延伸至上砂箱(3)或下砂箱(4)前后两侧空心板内侧的通气孔中。
7.根据权利要求6所述的制动盘砂箱成型模具,其特征在于:所述的第一填充层(61)的上下两侧分别设置第二填充层(62)以及第三填充层(63),第二填充层(62)以及第三填充层(63)熔化后形成的气体通道与上砂箱(3)或下砂箱(4)两侧的空心板不连通。
8.根据权利要求1所述的制动盘砂箱成型模具,其特征在于:所述的上砂箱(3)的下方以及下砂箱(4)的上方设置有相互交错互补的限位件(5),限位件(5)与上砂箱(3)或下砂箱(4)的箱体弹性可伸缩连接。
9.根据权利要求8所述的制动盘砂箱成型模具,其特征在于:所述的限位件(5)包括有角件(51),角件(51)与上砂箱(3)或下砂箱(4)的箱体滑动连接,在角件(51)的内侧设置有连接部(511),在箱体上与连接部(511)相对应的设置有滑槽(52),在滑槽(52)中自上而下贯穿连接部(511)安装有连接螺栓(53),在连接部(511)的下方设置有弹簧(54),弹簧(54)套设在连接螺栓(53)上。
技术总结
本发明涉及砂型铸造技术领域,具体涉及制动盘砂箱成型模具,包括砂箱、制动盘模具以及填充模具。通过制动盘模具和填充模具对砂箱进行造型,其中填充模具采用聚苯乙烯泡沫,在浇注的过程中,填充模具受热熔化并在砂箱内部形成气体通道,该气体通道与砂箱两侧的空心板相连通,而砂箱两侧的空心板与外部的大气相连通,于是在通入空气的条件下,能够实现对砂箱中浇注后的制动盘的间接冷却。本发明采用在砂箱中通入空气对制动盘进行冷却的方法,过程中一方面避免了浇注后制动盘放入空气中直冷时冷却速度快,影响产品质量;另一方面也避免了在砂箱中冷却时,冷却时间长以及影响产品质量的情况出现;对提高生产效率以及保证产品质量起到了积极的作用。
技术研发人员:周育江,孙科,邱卓涵,万海涛
受保护的技术使用者:河南钱潮智造有限公司
技术研发日:
技术公布日:2025/3/6
- 还没有人留言评论。精彩留言会获得点赞!