一种顶喷塑型超薄玻璃的制作方法与流程
本发明涉及折叠屏,尤其涉及一种顶喷塑型超薄玻璃的制作方法。
背景技术:
1、近年来国内华为、小米、oppo、vivo、国外三星、摩托罗拉手机终端逐步推出折叠屏手机,根据权威机构预计,2022年可折叠手机将超过7000万部。可折叠手机的盖板主要采用超薄玻璃(uitra thin glass,utg)作为主要材料,utg超薄玻璃应用将供不应求。
2、随着终端逐步推出折叠手机,前期utg超薄玻璃的推出从功能性上可达到代替透明聚酰亚胺(clearpolyimide,cpi)材质。但是由于utg超薄玻璃主要原材料为玻璃,本身具备一定的刚性,导致终端utg超薄玻璃回弹力大,抗冲击力低。
3、为此,亟需提供一种顶喷塑型超薄玻璃的制作方法以解决上述问题。
技术实现思路
1、本发明的目的在于提供一种顶喷塑型超薄玻璃的制作方法,降低超薄玻璃的回弹力,增大超薄玻璃的抗冲击力。
2、为实现上述目的,提供以下技术方案:
3、一种顶喷塑型超薄玻璃的制作方法,包括如下步骤:
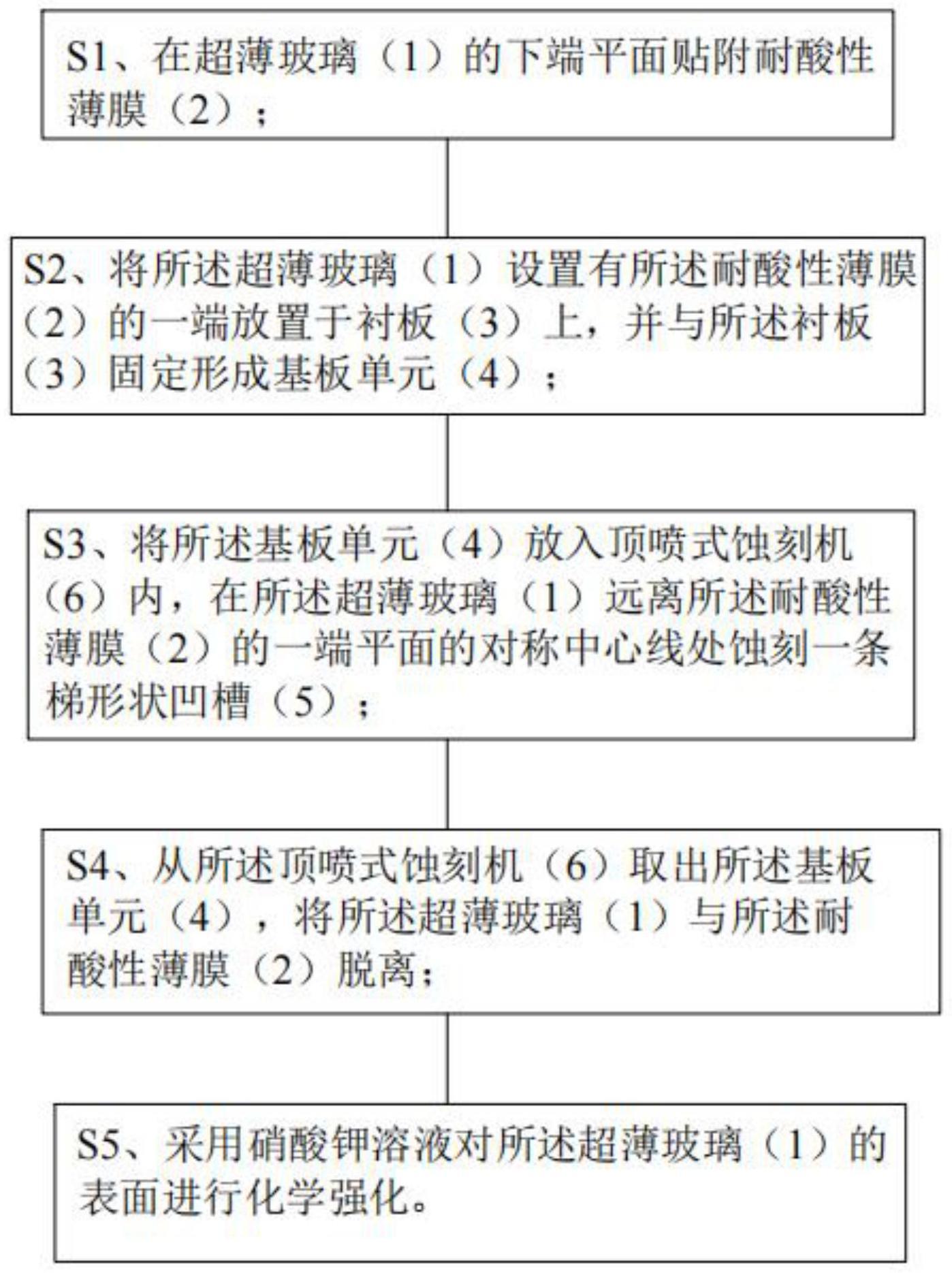
4、s1、在超薄玻璃的下端平面贴附耐酸性薄膜;
5、s2、将所述超薄玻璃设置有所述耐酸性薄膜的一端放置于衬板上,并与所述衬板固定形成基板单元;
6、s3、将所述基板单元放入顶喷式蚀刻机内,在所述超薄玻璃远离所述耐酸性薄膜的一端平面的对称中心线处蚀刻一条梯形状凹槽;
7、s4、从所述顶喷式蚀刻机取出所述基板单元,将所述超薄玻璃与所述耐酸性薄膜脱离;
8、s5、采用硝酸钾溶液对所述超薄玻璃的表面进行化学强化。
9、作为顶喷塑型超薄玻璃的制作方法的可选方案,所述超薄玻璃的端平面分为塑型区和位于所述塑型区两侧的第一端非塑型区和第二端非塑型区,在所述超薄玻璃的所述塑型区蚀刻出所述梯形状凹槽,所述梯形状凹槽包括平坦区塑型、第一坡度区塑型和第二坡度区塑型,所述第一坡度区塑型和所述第二坡度区塑型对称分布于所述平坦区塑型的相对两侧,且所述第一坡度区塑型和所述第二坡度区塑型均与所述平坦区塑型平滑过渡,所述第一坡度区塑型和所述第二坡度区塑型均与非塑型区平滑过渡。
10、作为顶喷塑型超薄玻璃的制作方法的可选方案,所述第一端非塑型区和所述第二端非塑型区的厚度相同均为20μm-150μm。
11、作为顶喷塑型超薄玻璃的制作方法的可选方案,所述平坦区塑型的深度为10μm-100μm。
12、作为顶喷塑型超薄玻璃的制作方法的可选方案,所述平坦区的宽度为5μm-20μm,所述第一坡度区塑型和所述第二坡度区塑型的宽度相同且均为1mm-5mm。
13、作为顶喷塑型超薄玻璃的制作方法的可选方案,所述步骤s3还包括以下步骤:在将所述基板单元放入所述顶喷式蚀刻机之前,先将多片所述基板单元载入篮具内,再将所述篮具放入所述顶喷式蚀刻机内。
14、作为顶喷塑型超薄玻璃的制作方法的可选方案,所述步骤s3还包括以下步骤:
15、s31、所述顶喷式蚀刻机对所述塑型区蚀刻第一设定时间;
16、s32、将所述基板单元从所述顶喷式蚀刻机取出,并旋转180度后重新放入所述顶喷式蚀刻机内,对所述塑型区蚀刻第二设定时间,形成所述第一坡度区塑型、所述第二坡度区塑型和所述平坦区塑型。
17、作为顶喷塑型超薄玻璃的制作方法的可选方案,所述步骤s5还包括以下步骤:
18、s51、将塑型后的所述超薄玻璃的所述第一端非塑型区浸入硝酸钾溶液中进行第一次强化并取出,
19、s52、将所述超薄玻璃的所述第二端非塑型区浸入硝酸钾溶液中进行第二次强化并取出,
20、s53、然后再将所述超薄玻璃整体浸入硝酸钾溶液中进行第三次强化并取出,得到cfg超薄玻璃。
21、作为顶喷塑型超薄玻璃的制作方法的可选方案,所述步骤s51还包括步骤s511:所述第一次强化深度为:所述第一端非塑型区的dol目标值减去所述塑型区的dol目标值;
22、所述步骤s52还包括步骤s521:所述第二次强化深度为:所述第二端非塑型区的dol目标值减去所述塑型区的dol目标值;
23、所述步骤s53还包括步骤s531:所述第三次强化深度为:塑型区的dol目标值。
24、作为顶喷塑型超薄玻璃的制作方法的可选方案,还包括以下步骤:
25、s6、在所述超薄玻璃的上端平面贴附有耐酸性薄膜,并循环进入所述步骤s2、所述步骤s3、所述步骤s4和所述步骤s5中,使所述超薄玻璃的上下两个端平面均蚀刻有所述梯形状凹槽。
26、与现有技术相比,本发明的有益效果:
27、本发明所提供的顶喷塑型超薄玻璃的制作方法,采用顶喷式蚀刻机对超薄玻璃进行喷射蚀刻,在超薄玻璃远离耐酸性薄膜的上端平面的中心线处蚀刻形成一条梯形状凹槽,使整个超薄玻璃形成中间薄两端厚的结构,在超薄玻璃终端弯折使用时,降低超薄玻璃的回弹力;采用硝酸钾溶液对超薄玻璃整体表面进行化学强化,在超薄玻璃整体表面形成压应力层,提高超薄玻璃的抗冲击力;顶喷式蚀刻机通过化学蚀刻的过程,在超薄玻璃上形成梯形状凹槽,在梯形状凹槽加工时,一方面精度高,不发生微裂纹,所以无需打磨或修复工艺;另一方面避免使用昂贵的光刻胶制作工艺或物理粗细制作工艺,加工成本低。
技术特征:
1.一种顶喷塑型超薄玻璃的制作方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的顶喷塑型超薄玻璃的制作方法,其特征在于,所述超薄玻璃(1)的端平面分为塑型区(11)和位于所述塑型区两侧的第一端非塑型区(12)和第二端非塑型区(13),在所述超薄玻璃(1)的所述塑型区(11)蚀刻出所述梯形状凹槽(5),所述梯形状凹槽(5)包括平坦区塑型(51)、第一坡度区塑型(52)和第二坡度区塑型(53),所述第一坡度区塑型(52)和所述第二坡度区塑型(53)对称分布于所述平坦区塑型(51)的相对两侧,且所述第一坡度区塑型(52)和所述第二坡度区塑型(53)均与所述平坦区塑型(51)平滑过渡,所述第一坡度区塑型(52)和所述第二坡度区塑型(53)均与非塑型区平滑过渡。
3.根据权利要求2所述的顶喷塑型超薄玻璃的制作方法,其特征在于,所述第一端非塑型区(12)和所述第二端非塑型区(13)的厚度相同均为20μm-150μm。
4.根据权利要求3所述的顶喷塑型超薄玻璃的制作方法,其特征在于,所述平坦区塑型(51)的深度为10μm-100μm。
5.根据权利要求4所述的顶喷塑型超薄玻璃的制作方法,其特征在于,所述平坦区的宽度为5μm-20μm,所述第一坡度区塑型(52)和所述第二坡度区塑型(53)的宽度相同且均为1mm-5mm。
6.根据权利要求2所述的顶喷塑型超薄玻璃的制作方法,其特征在于,所述步骤s3还包括以下步骤:在将所述基板单元(4)放入所述顶喷式蚀刻机(6)之前,先将多片所述基板单元(4)载入篮具(8)内,再将所述篮具(8)放入所述顶喷式蚀刻机(6)内。
7.根据权利要求2所述的顶喷塑型超薄玻璃的制作方法,其特征在于,所述步骤s3还包括以下步骤:
8.根据权利要求2-7任一项所述的顶喷塑型超薄玻璃的制作方法,其特征在于,所述步骤s5还包括以下步骤:
9.根据权利要求8所述的顶喷塑型超薄玻璃的制作方法,其特征在于,
10.根据权利要求9所述的顶喷塑型超薄玻璃的制作方法,其特征在于,还包括以下步骤:
技术总结
本发明公开了一种顶喷塑型超薄玻璃的制作方法,属于折叠屏技术领域。该顶喷塑型超薄玻璃的制作方法包括以下步骤:S1、在超薄玻璃的下端平面贴附耐酸性薄膜;S2、将所述超薄玻璃设置有所述耐酸性薄膜的一端放置于衬板上,并与衬板固定形成基板单元;S3、将所述基板单元放入顶喷式蚀刻机内,在所述超薄玻璃远离所述耐酸性薄膜的一端平面的对称中心线处蚀刻一条梯形状凹槽;S4、从所述顶喷式蚀刻机取出所述基板单元,将所述超薄玻璃与所述耐酸性薄膜脱离;S5、采用硝酸钾溶液对所述超薄玻璃的表面进行化学强化。使整个超薄玻璃形成中间薄两端厚,降低超薄玻璃的回弹力,在超薄玻璃整体表面形成压应力层,提高超薄玻璃的抗冲击力。
技术研发人员:张永强,阳利民,王波,万长明,胡建伟,卢俊平,吴波
受保护的技术使用者:成都拓米双都光电有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!