小尺寸3D玻璃加工工艺及小尺寸3D玻璃的制作方法
本申请属于玻璃加工,更具体地说,是涉及一种小尺寸3d玻璃加工工艺。
背景技术:
1、随着成像技术的进步,人们对沉浸式体验的需求越来越高,例如近年来vr/ar技术的飞速发展,逐渐满足人们对视觉体验的追求。在此过程中,需要使用到头戴式设备(如眼镜等)来解放人们的双手,降低对屏幕的依赖,同时营造更好的视觉效果。
2、现有技术在制造用于ar/vr眼镜的镜片玻璃时,通常是采用小尺寸的3d镜片进行加工处理。在小尺寸3d镜片装饰移印过程中,需要先将中片玻璃进行热弯成要求轮廓,然后激光切割成小片,再将玻璃进行加硬、清洗、电镀、移印等工艺。后段制程均以小片的方式作业。
3、目前的小尺寸3d玻璃在加工过程中尺寸较小,操作不便,生产效率较低。
技术实现思路
1、本申请实施例的目的在于提供一种小尺寸3d玻璃加工工艺,以解决现有技术中存在的小尺寸3d玻璃在加工过程中尺寸较小,操作不便,生产效率较低的问题。
2、为实现上述目的,本申请采用的技术方案是:提供一种小尺寸3d玻璃加工工艺,该工艺包含以下几个步骤:
3、1)切割步骤:将平片玻璃切割成中片玻璃,并将中片尺寸的所述中片玻璃镭切成带有两个小片玻璃一体外框,所述小片玻璃和所述外框之间具有裂片线;
4、2)液抛清洗步骤:对所述中片玻璃进行液抛清洗;
5、3)热弯成型步骤:对清洗后的所述液抛玻璃进行热弯处理形成3d玻璃;
6、4)二次切割步骤:将热弯后的所述中片玻璃进行第二次镭切,并切割出两个所述小片玻璃的外形镭切线,使得所述小片玻璃的一端与所述中片玻璃完全断开,另一端与所述中片玻璃相连;
7、5)加硬处理步骤:对二次镭切后的所述中片玻璃进行液抛清洗以及加硬清洗处理;
8、6)镀膜步骤:对所述中片玻璃进行镀膜清洗,保证所述中片玻璃的表面附着力;
9、7)油墨移印步骤:对所述中片玻璃进行油墨移印;
10、8)裂片成型步骤:对移印完成后的所述中片玻璃进行裂片处理,得到与所述中片玻璃完全分离的两个所述小片玻璃。
11、可选地,所述移动件包括转动轮和设置在所述转动轮下侧的滤光轮,所述转动轮带动所述滤光轮相对所述支撑件转动;
12、所述滤光片设置在所述滤光轮上,所述照明件设置在所述转动轮和所述滤光轮之间,且所述滤光轮与所述照明件之间相对转动。
13、可选地,在步骤s1中,包括:
14、使用激光切割,将所需的中片玻璃图纸导入激光切割设备,对所述平片玻璃进行镭切。
15、可选地,所述激光切割具体包括将激光切割设置为功率50-60w,频率50-80khz,速度30-50mm/s,点间距3±1um,使所述平片玻璃切割出外形轮廓。
16、可选地,在步骤s7中,具体包括:通过顶端贴附有铁氟龙图层的裂片治具与所述中片玻璃相贴合,并通过移动所述裂片治具将两个所述小片玻璃顶出。
17、可选地,在步骤s2中,具体包括:
18、对所述中片玻璃进行液抛处理,设置液抛槽naoh浓度30-40%,na-cluconate浓度15%,温度设置100℃,浸泡时间1h±1000s,获得透明光滑的表面;
19、对液抛后的所述中片玻璃进行清洗,设置药液糟温度60±5℃,喷淋糟温度45±5℃,纯水槽65±5℃,慢拉65±5℃,风干糟常温,烘干槽(80-110)℃,超声波功率40khz,单槽时间2-4min,清洗掉玻璃表面经液抛工序残留的化学溶液。
20、可选地,在步骤s5中,具体包括:
21、将二次镭切的所述中片玻璃进行液抛处理,设置液抛槽naoh浓度30-40%,na-cluconate浓度15%,温度设置100℃,浸泡时间45±5min,使之与玻璃表面产生的难溶解的氟硅酸盐反应;
22、对所述中片玻璃进行加硬处理,使中片玻璃表面的na+、li+与外来的k+、na+进行交换,在玻璃表面层中产生挤塞效应,在表面形成一个压应力层,提高玻璃强度。
23、可选地,在步骤s6中,具体包括:
24、对所述中片玻璃清洗后进行pvd镀膜,主要电镀反射膜,增加元件的透光量,金属氧化物可以sio2、si3n4等,厚度在10-300nm。
25、可选地,在步骤s7中,具体包括:
26、油墨由原油、稀释剂、固化剂组成,移印油墨厚度为2±1um,为保证油墨厚度达到5um,在移印胶头取完油墨移印在产品上后,移印胶头进行清洁,再取油墨再移印,保证产品上油墨厚度;
27、移印机台根据环境、实际油墨配比等方式进行设置参数:油盅速度500-2000r/min、取油慢下速度10-50r/min、取油慢上速度10-100r/min、取油延迟0-3s;移印慢下速度10-50r/min、移印慢上速度10-50r/min;
28、对移印完成后的产品采用隧道炉进行表干,表干设置温度:170±10℃,时间3-5min,再对表干的中片进行终烤,温度设置170±10℃、时间30±10min;
29、将已移印完黑色油墨的中片产品继续进行二次移印,根据所需厚度选择多次移印白色油墨;
30、将移印完白色油墨的产品采用隧道炉进行表干,表干设置温度:170±10℃,时间3-5min;
31、再对表干的中片进行终烤,温度设置170±10℃、时间30±10min。
32、可选地,在步骤1)之前,还包括:
33、基底清洗步骤:采用超声波清洗机对2d平片玻璃进行清洁,设置药液糟温度60±5℃,喷淋糟温度45±5℃,纯水槽65±5℃,慢拉65±5℃,风干糟常温,烘干槽(80-110)℃,超声波功率40khz,纯水流量:0.5-3.0gpm,单槽时间2-4min;
34、药液槽主要为碱性洗剂和表面活性剂,浓度为3%-8%。
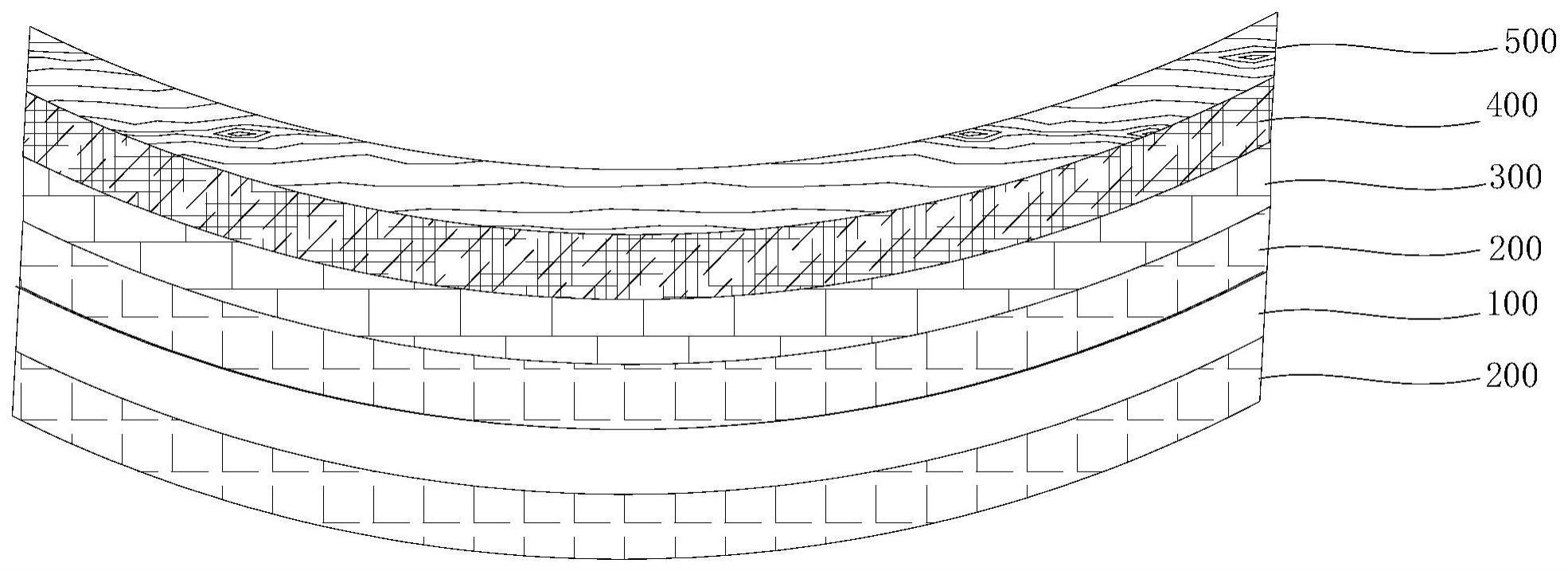
35、一种采用上述的小尺寸3d玻璃加工工艺加工成型的小尺寸3d玻璃,包括玻璃基底以及涂覆在玻璃基底两面的减反射ar膜,在其中一面的所述减反射ar膜上依次加工有as层、黑油层和白油层。
36、本申请提供的小尺寸3d玻璃加工工艺的有益效果在于:与现有技术相比,本申请提供的小尺寸3d玻璃加工工艺通过将小片玻璃设计更改为中片玻璃设计,增加玻璃无效区设计,可接触面积增大,在电镀、移印工序上下料摆放时更方便,降低取放产品过程中对玻璃造成刮伤,脏污等不良比率;优化制程,能减少区分产品位置的打点、手动清洁等制程,缩短生产周期,提高生产效率以及避免因此制程导致的混料等,减少损耗;中片移印时能够拿取产片无效区,避免与有效区接触,能够在移印油墨时保证产品表面洁净度,减少掉油风险;中片移印,每片中片有两片小片产品,能减少一半上下料时间,提高产能;所有制程的方式均以中片的形式完成,提高整体产能。
技术特征:
1.一种小尺寸3d玻璃加工工艺,其特征在于,该工艺包含以下几个步骤:
2.如权利要求1所述的小尺寸3d玻璃加工工艺,其特征在于,在步骤s1中,包括:
3.如权利要求2所述的小尺寸3d玻璃加工工艺,其特征在于,所述激光切割具体包括将激光切割设置为功率50-60w,频率50-80khz,速度30-50mm/s,点间距3±1um,使所述平片玻璃切割出外形轮廓。
4.如权利要求3所述的小尺寸3d玻璃加工工艺,其特征在于,在步骤s7中,具体包括:通过顶端贴附有铁氟龙图层的裂片治具与所述中片玻璃相贴合,并通过移动所述裂片治具将两个所述小片玻璃顶出。
5.如权利要求4所述的小尺寸3d玻璃加工工艺,其特征在于,在步骤s2中,具体包括:
6.如权利要求5所述的小尺寸3d玻璃加工工艺,其特征在于,在步骤s5中,具体包括:
7.如权利要求6所述的小尺寸3d玻璃加工工艺,其特征在于,在步骤s6中,具体包括:
8.如权利要求7所述的小尺寸3d玻璃加工工艺,其特征在于,在步骤s7中,具体包括:
9.如权利要求1所述的小尺寸3d玻璃加工工艺,其特征在于,在步骤1)之前,还包括:
10.一种采用如权利要求1-9中任一项所述的小尺寸3d玻璃加工工艺加工成型的小尺寸3d玻璃,其特征在于,包括玻璃基底以及涂覆在玻璃基底两面的减反射ar膜,在其中一面的所述减反射ar膜上依次加工有as层、黑油层和白油层。
技术总结
本申请提供了一种小尺寸3D玻璃加工工艺及小尺寸3D玻璃,该工艺包含以下几个步骤:切割步骤;液抛清洗步骤;热弯成型步骤;二次切割步骤;加硬处理步骤;镀膜步骤;油墨移印步骤以及裂片成型步骤,对移印完成后的所述中片玻璃进行裂片处理,得到与所述中片玻璃完全分离的两个所述小片玻璃。本申请提供的小尺寸3D玻璃加工工艺过程中,通过在切割步骤中将中片玻璃切割为带有两个小片玻璃的一体框,增加玻璃无效区设计,可接触面积增大,在电镀、移印工序上下料摆放时更方便,且所有制程的方式均以中片的形式完成,提高整体产能。
技术研发人员:陈易明,洪嘉乐,许绍雄,谢玉聪,张海隆,谢志翔
受保护的技术使用者:伯恩高新科技(惠州)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!