一种合成氨冷器残液中氨分离回收的方法与流程
1.本发明涉及一种合成氨冷器残液中氨分离回收的方法。
背景技术:
2.现有合成氨生产中,合成氨冷器使用液氨作为冷凝剂,其排污残液中含有大量的液氨夹带在油污中排入集油器,直接排放不仅会造成部分产品氨损失,还会对周围环境造成污染。
技术实现要素:
3.本发明所要解决的技术问题是提供一种合成氨冷器残液中氨分离回收的方法,该方法通过在集油器下部设置伴热夹套对集油器内混合物加温,混合物升温后加快了液氨气化方便回收,这样可以减少合成氨冷器残液直接排放造成部分产品氨损失,以及会对周围环境造成污染。
4.为解决上述技术问题,本发明提供了一种合成氨冷器残液中氨分离回收的方法,包括以下步骤:(1)在合成氨冷器排污管上依次增设集油器、水洗塔、稀氨水槽,所述的集油器的下部设有伴热夹套,水洗塔上部设有喷淋装置,水洗塔下部设有循环泵;(2)将合成氨冷器排污管排出的残液导入集油器中,并向伴热夹套中通入蒸汽对集油器内部物料进行加热,所述的伴热夹套的温度控制在50-80℃,伴热夹套内蒸汽压力控制在≤0.2mpa;(3)进入夹套的蒸汽冷凝后凝结的冷凝水通过夹套下部截止阀排入蒸发冷水箱,回收冷凝水;(4)集油器中气态氨从集油器上侧出口处排出并从水洗塔底部进入水洗塔,水洗塔内的上部开启脱氧除盐水喷淋吸收气态氨,循环泵将水洗塔内的液相抽出,一部分冲回水洗塔循环水洗、另一部分哦送至稀氨水槽中,控制稀氨水槽中稀氨水的滴度≤60tt;(5)经水洗后的剩余气体回到造气气柜。
5.本发明的优点:本发明通过安装蒸汽伴热外夹套,对集油器中下部进行加热,集油器内混合物升温后加快了液氨气化方便水洗回收,这样可以减少合成氨冷器残液直接排放造成部分产品氨损失,以及会对周围环境造成污染。
附图说明
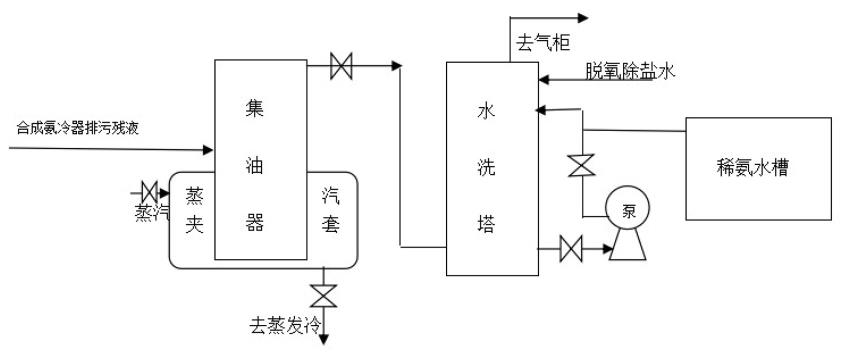
6.图1是本发明的结构示意图。
具体实施方式
7.参见图1,一种合成氨冷器残液中氨分离回收的方法,包括以下步骤:
(1)在合成氨冷器排污管上依次增设集油器、水洗塔、稀氨水槽,所述的集油器的下部设有伴热夹套,水洗塔上部设有喷淋装置,水洗塔下部设有循环泵;(2)将合成氨冷器排污管排出的残液导入集油器中,并向伴热夹套中通入蒸汽对集油器内部物料进行加热,所述的伴热夹套的温度控制在50-80℃,伴热夹套内蒸汽压力控制在≤0.2mpa;(3)进入夹套的蒸汽冷凝后凝结的冷凝水通过夹套下部截止阀排入蒸发冷水箱,回收冷凝水;(4)集油器中气态氨从集油器上侧出口处排出并从水洗塔底部进入水洗塔,水洗塔内的上部开启脱氧除盐水喷淋吸收气态氨,循环泵将水洗塔内的液相抽出,一部分冲回水洗塔循环水洗、另一部分哦送至稀氨水槽中,控制稀氨水槽中稀氨水的滴度≤60tt;(5)经水洗后的剩余气体回到造气气柜。
技术特征:
1.一种合成氨冷器残液中氨分离回收的方法,其特征在于,包括以下步骤:(1)在合成氨冷器排污管上依次增设集油器、水洗塔、稀氨水槽,所述的集油器的下部设有伴热夹套,水洗塔上部设有喷淋装置,水洗塔下部设有循环泵;(2)将合成氨冷器排污管排出的残液导入集油器中,并向伴热夹套中通入蒸汽对集油器内部物料进行加热,所述的伴热夹套的温度控制在50-80℃,伴热夹套内蒸汽压力控制在≤0.2mpa;(3)进入夹套的蒸汽冷凝后凝结的冷凝水通过夹套下部截止阀排入蒸发冷水箱,回收冷凝水;(4)集油器中气态氨从集油器上侧出口处排出并从水洗塔底部进入水洗塔,水洗塔内的上部开启脱氧除盐水喷淋吸收气态氨,循环泵将水洗塔内的液相抽出,一部分冲回水洗塔循环水洗、另一部分哦送至稀氨水槽中,控制稀氨水槽中稀氨水的滴度≤60tt;(5)经水洗后的剩余气体回到造气气柜。
技术总结
一种合成氨冷器残液中氨分离回收的方法,包括以下步骤:在合成氨冷器排污管上依次增设集油器、水洗塔、稀氨水槽,排污时氨冷器内液氨以及油污等进入集油器内;通过集油器外部伴热夹套加热集油器内部物料,加快残液内液氨气化为气氨;集油器出口气氨进入水洗塔进行水洗吸收;水洗后的气体回至造气气柜;水洗后的液体送至稀氨水槽。本发明有益效果:增设集油器、伴热外夹套、水洗塔、氨水储槽,通过物理分离和水洗吸收,对原有合成氨冷器排污残液内的液氨进行回收,有效解决排污气体污染环境的问题,并可以回收一部分氨生产部分稀氨水。可以回收一部分氨生产部分稀氨水。可以回收一部分氨生产部分稀氨水。
技术研发人员:伍冬冬 孙彩军 赵从峰 李明 刘云行 李恩平 严富玲
受保护的技术使用者:安徽金禾实业股份有限公司
技术研发日:2022.12.28
技术公布日:2023/3/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1