一种水溶性型芯及其制备方法与流程
本发明涉及固废资源化利用,具体涉及一种水溶性型芯及其制备方法。
背景技术:
1、医疗垃圾的处理受到各级政府和有关部门的高度重视。焚烧具有消毒杀菌彻底、减容减量效果显著等优点成为了目前医疗垃圾处置的主要手段。医疗垃圾焚烧后留下的固体废弃物称之为医废炉渣,医废炉渣中含有很高的无机非金属材料,由于经过高温处理,其颗粒瘠性强,溃散性好,是作为水溶性陶瓷型芯的理想材料,具有很大的应用价值。但是,目前医废炉渣主要的处理方式还是掩埋或者堆放,这种处理方式不仅占用大量场地,还对环境造成较大的影响,且将具有资源化潜力的材料作为垃圾处理也是很大的浪费。
2、陶瓷注射成型技术由于具有成型速率高且产品质量好等特点,得到了广泛的应用。但是对于具有中空结构的陶瓷产品而言,注射成型实现的难度非常大,比如口小腹大的壶型器件,这主要是由于中空结构的脱模非常困难。
技术实现思路
1、鉴于以上现有技术的缺点,本发明提供一种水溶性型芯及其制备方法,以医废炉渣为主要原料制备型芯产品,在陶瓷材料的注射过程中引入型芯不仅解决了医废炉渣资源化应用的问题,还大大拓展了陶瓷注射成型的适用范围。
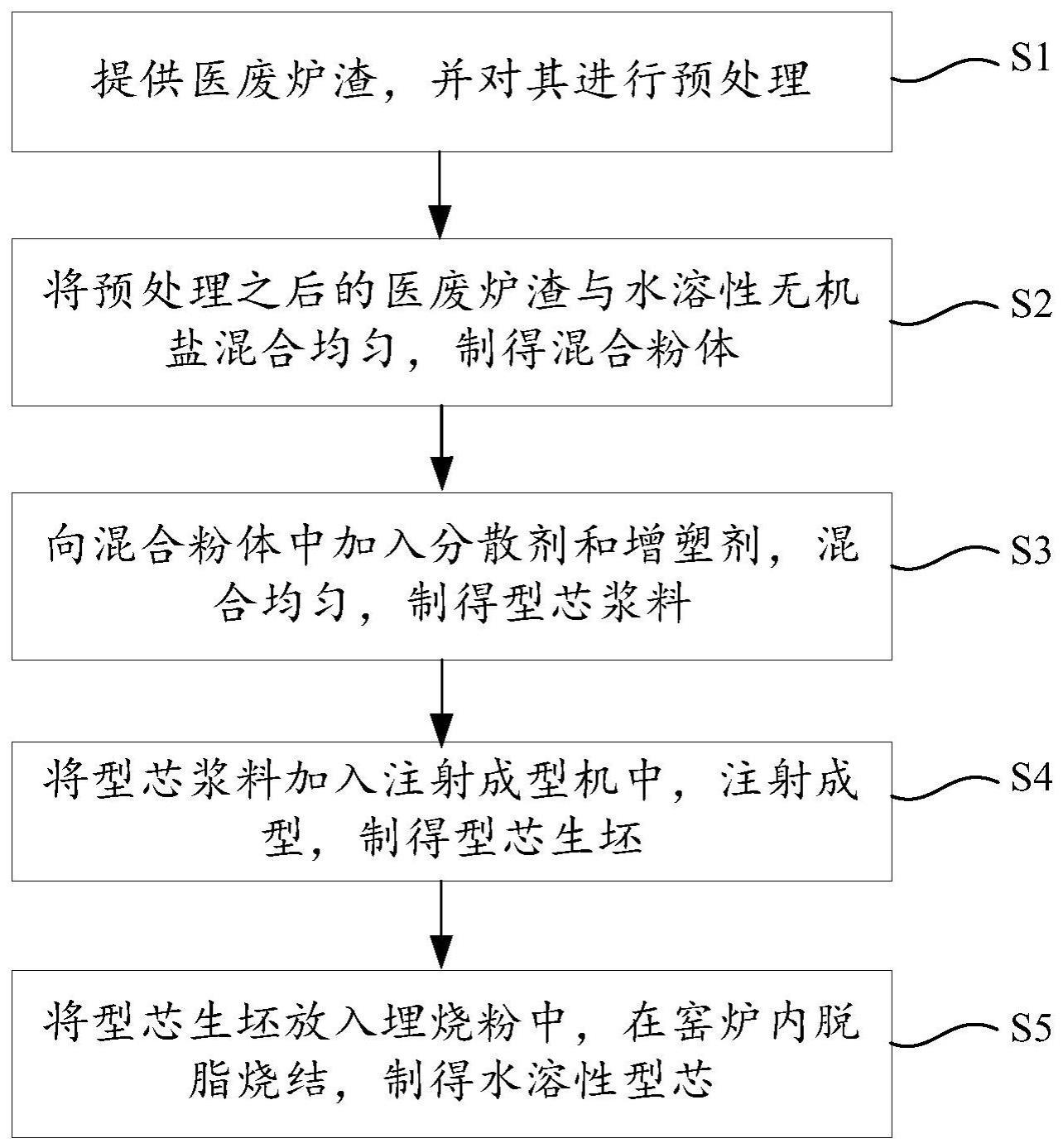
2、为实现上述目的及其它相关目的,本发明提供一种水溶性型芯的制备方法,所述制备方法包括以下步骤:提供医废炉渣,并对其进行预处理;将所述预处理之后的医废炉渣与水溶性无机盐混合均匀,制得混合粉体;向所述混合粉体中加入分散剂和增塑剂,混合均匀,制得型芯浆料;将所述型芯浆料加入注射成型机中,注射成型,制得型芯生坯;将所述型芯生坯放入埋烧粉中,在窑炉内脱脂烧结,制得水溶性型芯。
3、在本发明一示例中,所述医废炉渣中包含sio2 30~40wt%;al2o3 5~15wt%;cao20~30wt%;fe2o3 5~15wt%;na2o 0~5wt%。
4、在本发明一示例中,所述预处理包括:将所述医废炉渣放入干燥箱内,在120~180℃下干燥2~6h;将干燥后的所述医废炉渣置于球磨机内,进行破碎处理,其中破碎时间为8~12h;再采用40~60目的目筛对破碎后的医废炉渣进行筛分,得到粒度均匀医废炉渣粉体。
5、在本发明一示例中,所述球磨机的磨球为氧化铝、氧化锆、不锈钢磨球中的一种或几种,所述磨球的直径为3cm~20cm,球料质量比为(1~3):1。
6、在本发明一示例中,将所述预处理之后的医废炉渣与水溶性无机盐混合均匀,包括:将预处理之后的医废炉渣和水溶性无机盐按照一定配比加入混合机中,并在混合机中混合搅拌3~6h,其中,所述水溶性无机盐的质量是所述混合粉体总质量的20wt%~40wt%。
7、在本发明一示例中,所述水溶性无机盐包括nacl、nano3、kno3中的任意一种或几种。
8、在本发明一示例中,向所述混合粉料中加入分散剂和增塑剂,混合均匀,包括:将所述混合粉料加入高速混合机中,再向所述混合机中加入分散剂和增塑剂,在80~120℃下高速混合3~6h,获得型芯浆料,其中,所述分散剂的加入量是所述医废炉渣与所述水溶性无机盐总质量的1wt%~4wt%,所述增塑剂的加入量是所述医废炉渣与所述水溶性无机盐总质量的10wt%~20wt%。
9、在本发明一示例中,所述分散剂包括油酸、硬脂酸、聚丙烯酸树脂类中的任意一种或多种。
10、在本发明一示例中,所述增塑剂包括58#石蜡、蜂蜡、60#微晶石蜡、聚乙烯蜡中的一种或多种。
11、在本发明一示例中,将所述型芯浆料加入注射成型机中注射成型,包括:将所述型芯浆料加入所述注射成型机中,在注射压力为0.1mpa~0.9mpa,注射温度为80℃~120℃,保压时长30s~180s的条件下注射成型,获得型芯生坯。
12、在本发明一示例中,所述埋烧粉包括方石英、氧化铝粉、高岭土粉中的一种或多种。
13、本发明另一方面还提供一种水溶性型芯,所述水溶性型芯采用本发明的制备方法制备而成。
14、本发明的水溶性型芯以医废炉渣为主要原料,以水溶性无机盐作为黏结剂,依次经过预处理、混料、射出成型和烧结等工序制备而成。采用此方法制备的水溶性型芯的具有较高的强度,其抗压强度可高达25mpa,抗折强度可达20~30mpa,还具有良好的水溶性,在水中浸泡3~12h,型芯产品可完全溃散。该方法解决了医废炉渣资源化应用的问题,还大大拓展了陶瓷注射成型的适用范围。
技术特征:
1.一种水溶性型芯的制备方法,其特征在于,包括:
2.根据权利要求1所述的制备方法,其特征在于,所述医废炉渣中包含sio230~40wt%;al2o3 5~15wt%;cao 20~30wt%;fe2o3 5~15wt%;na2o 0~5wt%。
3.根据权利要求1所述的制备方法,其特征在于,所述预处理包括:
4.根据权利要求3所述的制备方法,其特征在于,所述球磨机的磨球为氧化铝、氧化锆、不锈钢磨球中的一种或几种,所述磨球的直径为3cm~20cm,球料质量比为(1~3):1。
5.根据权利要求1所述的制备方法,其特征在于,将所述预处理之后的医废炉渣与水溶性无机盐混合均匀,包括:将预处理之后的医废炉渣和水溶性无机盐按照一定配比加入混合机中,并在混合机中混合搅拌3~6h,其中,所述水溶性无机盐的质量是所述混合粉体总质量的20wt%~40wt%;所述水溶性无机盐包括nacl、nano3、kno3中的任意一种或几种。
6.根据权利要求1所述的制备方法,其特征在于,向所述混合粉料中加入分散剂和增塑剂,混合均匀,包括:将所述混合粉料加入高速混合机中,再向所述混合机中加入分散剂和增塑剂,在80~120℃下高速混合3~6h,获得型芯浆料,其中,所述分散剂的加入量是所述医废炉渣与所述水溶性无机盐总质量的1wt%~4wt%,所述增塑剂的加入量是所述医废炉渣与所述水溶性无机盐总质量的10wt%~20wt%。
7.根据权利要求6所述的制备方法,其特征在于,所述分散剂包括油酸、硬脂酸、聚丙烯酸树脂类中的任意一种或多种;所述增塑剂包括58#石蜡、蜂蜡、60#微晶石蜡、聚乙烯蜡中的一种或多种。
8.根据权利要求1所述的制备方法,其特征在于,将所述型芯浆料加入注射成型机中注射成型,包括:将所述型芯浆料加入所述注射成型机中,在注射压力为0.1mpa~0.9mpa,注射温度为80℃~120℃,保压时长30s~180s的条件下注射成型,获得型芯生坯。
9.根据权利要求1所述的制备方法,其特征在于,所述埋烧粉包括方石英、氧化铝粉、高岭土粉中的一种或多种。
10.一种水溶性型芯,其特征在于,采用权利要求1至9任一所述的制备方法制备而成。
技术总结
本发明提供一种水溶性型芯及其制备方法,具体涉及固废资源化利用领域。所述制备方法包括对医废炉渣进行预处理;将所述预处理之后的医废炉渣与水溶性无机盐混合均匀,制得混合粉体;向所述混合粉体中加入分散剂和增塑剂,混合均匀,制得型芯浆料;将所述型芯浆料加入注射成型机中,注射成型,制得型芯生坯;将所述型芯生坯放入埋烧粉中,在窑炉内脱脂烧结,制得水溶性型芯。此方法制备的水溶性型芯具有较高的强度和良好的水溶性,解决了医废炉渣资源化应用的问题,并拓宽陶瓷注射成型的适用范围。
技术研发人员:卢青,孔旺盛,王佩琦,顾佳媛,陈星奎,王敏俐,熊梦梦
受保护的技术使用者:上海市固体废物处置有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!