一种α型石膏生产控制方法及系统与流程
本发明涉及生产控制相关,具体涉及一种α型石膏生产控制方法及系统。
背景技术:
1、石膏产品无毒、无味,微溶于水,属于a级防火材料。α型高强石膏作为新型绿色建筑新材料之一,是一种优质胶凝材料。α型高强石膏被广泛应用于陶瓷模具、石膏基自流平、各类grg(glassfiber reinforced gypsum,玻璃纤维增强石膏)制品及异型装饰、医疗医药、建筑装饰及工艺美术等领域。
2、但,现有技术中,由于α型石膏制备方法的生产控制精度低,制备所得的大多数α型石膏的纯度低、强度低,α型石膏无法应用于医疗医药、建筑装饰等存在强度限制的等相关应用场景。
3、常见的,采用“半干法”工艺进行α型石膏制备,但,“半干法”工艺的温度不易控制、部分半水石膏被进一步脱水成无水石膏,导致最终产品是以α半水石膏为主的,含半水相、二水相和无水相的多相石膏混合物,致使该工艺生产的产品性能指标不稳定。
4、综上可知,亟需构建α型石膏生产控制系统,智能监控α型石膏制备过程,同步进行参数反馈优化调整,以低能耗、高效率、安全环保为原则,充分考虑各种工艺设备和环节的要求,为制备的各个环节相互配套、协调,实现α型石膏生产制备的整体高效运行。
5、综上所述,现有技术中存在α型石膏制备参数精度低,导致α型石膏无法应用于各种存在强度限制的应用场景的技术问题。
技术实现思路
1、本申请通过提供了一种α型石膏生产控制方法及系统,旨在解决现有技术中的α型石膏制备参数精度低,导致α型石膏无法应用于各种存在强度限制的应用场景的技术问题。
2、鉴于上述问题,本申请实施例提供了一种α型石膏生产控制方法及系统。
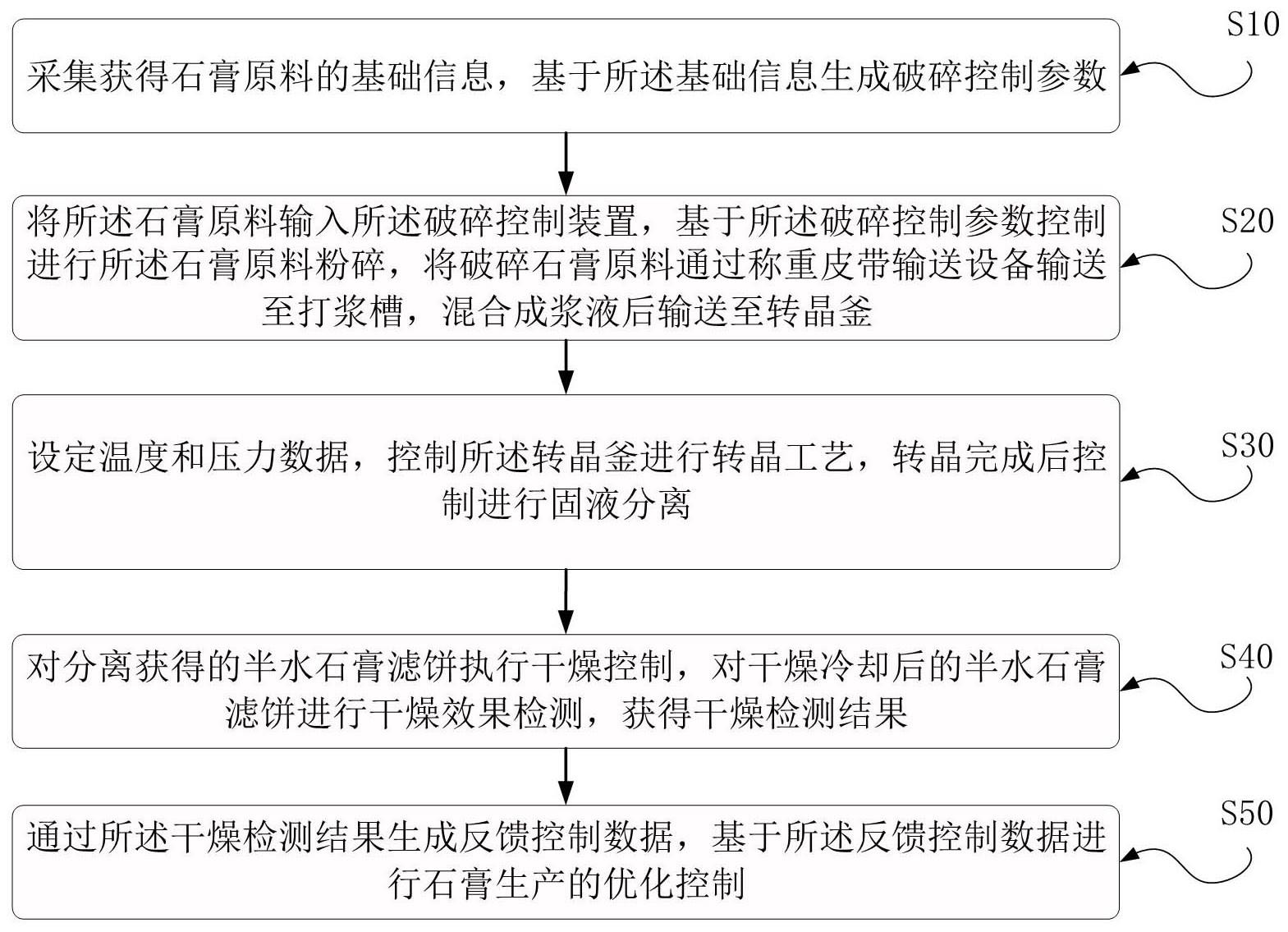
3、本申请公开的第一个方面,提供了一种α型石膏生产控制方法,其中,所述方法应用于生产控制系统,所述生产控制系统与图像采集装置、破碎控制装置通信连接,所述方法包括:采集获得石膏原料的基础信息,基于所述基础信息生成破碎控制参数;将所述石膏原料输入所述破碎控制装置,基于所述破碎控制参数控制进行所述石膏原料粉碎,将破碎石膏原料通过称重皮带输送设备输送至打浆槽,混合成浆液后输送至转晶釜;设定温度和压力数据,控制所述转晶釜进行转晶工艺,转晶完成后控制进行固液分离;对分离获得的半水石膏滤饼执行干燥控制,对干燥冷却后的半水石膏滤饼进行干燥效果检测,获得干燥检测结果;通过所述干燥检测结果生成反馈控制数据,基于所述反馈控制数据进行石膏生产的优化控制。
4、本申请公开的另一个方面,提供了一种α型石膏生产控制系统,其中,所述方法包括:基础信息采集模块,用于采集获得石膏原料的基础信息,基于所述基础信息生成破碎控制参数;原料粉碎模块,用于将所述石膏原料输入破碎控制装置,基于所述破碎控制参数控制进行所述石膏原料粉碎,将破碎石膏原料通过称重皮带输送设备输送至打浆槽,混合成浆液后输送至转晶釜;固液分离模块,用于设定温度和压力数据,控制所述转晶釜进行转晶工艺,转晶完成后控制进行固液分离;干燥效果检测模块,用于对分离获得的半水石膏滤饼执行干燥控制,对干燥冷却后的半水石膏滤饼进行干燥效果检测,获得干燥检测结果;优化控制模块,用于通过所述干燥检测结果生成反馈控制数据,基于所述反馈控制数据进行石膏生产的优化控制。
5、本申请中提供的一个或多个技术方案,至少具有如下技术效果或优点:
6、由于采用了获得基础信息,生成破碎控制参数;将石膏原料输入破碎控制装置,基于破碎控制参数控制进行石膏原料粉碎,将破碎石膏原料通过称重皮带输送设备输送至打浆槽,混合成浆液后输送至转晶釜;设定温度和压力数据,控制转晶釜进行转晶工艺,转晶完成后控制进行固液分离;对分离获得的半水石膏滤饼执行干燥控制,对干燥冷却后的半水石膏滤饼进行干燥效果检测,获得干燥检测结果,生成反馈控制数据,进行生产的优化控制,达到了充分考虑各种工艺设备和环节的要求,采用反馈控制的方式,提高α型石膏制备参数精度,进行石膏生产的优化控制,制备得到纯度高、晶型发育完全、性能优越的α型高强石膏,为将α型石膏投入各种应用场景提供支持的技术效果。
7、上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:
1.一种α型石膏生产控制方法,其特征在于,所述方法应用于生产控制系统,所述生产控制系统与图像采集装置、破碎控制装置通信连接,所述方法包括:
2.如权利要求1所述的方法,其特征在于,所述方法还包括:
3.如权利要求2所述的方法,其特征在于,所述方法还包括:
4.如权利要求3所述的方法,其特征在于,所述方法还包括:
5.如权利要求1所述的方法,其特征在于,所述方法还包括:
6.如权利要求5所述的方法,其特征在于,所述方法还包括:
7.如权利要求1所述的方法,其特征在于,所述生产控制系统与灰尘监测装置通信连接,所述方法还包括:
8.一种α型石膏生产控制系统,其特征在于,用于实施权利要求1-7所述的一种α型石膏生产控制方法,包括:
技术总结
本发明涉及生产控制技术领域,提供了一种α型石膏生产控制方法及系统,所述方法包括:获得基础信息,生成破碎控制参数;输入破碎控制装置,进行石膏原料粉碎,输送至打浆槽,后输送至转晶釜;设定温度和压力数据,进行转晶工艺后,进行固液分离;然后执行干燥控制,获得干燥检测结果,生成反馈控制数据,进行优化控制,解决了α型石膏制备参数精度低,导致α型石膏无法应用于各种存在强度限制的应用场景的技术问题,达到了充分考虑各种工艺设备和环节的要求,采用反馈控制的方式,提高α型石膏制备参数精度,进行石膏生产的优化控制,制备得到纯度高、晶型发育完全、性能优越的α型高强石膏,为将α型石膏投入各种应用场景提供支持的技术效果。
技术研发人员:宋小霞,杨丹,唐永波,唐绍林,万建东,彭卓飞,张婧,秦必政,唐炜
受保护的技术使用者:一夫科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!