用于制备曲面玻璃的热弯设备、系统及方法与流程
本发明涉及玻璃加工。更具体地,涉及一种用于制备曲面玻璃的热弯设备、系统及方法。
背景技术:
1、目前,热弯成型加工技术广泛应用于多种领域。例如,在手机制造行业,曲面屏手机的盖板即为采用热弯设备加工制成的曲面玻璃(或称3d玻璃)。发明人发现,已有的热弯设备在进行热弯成型工艺时,容易出现玻璃和/或成型模具的损坏的现象。
技术实现思路
1、本发明的目的在于提供一种用于制备曲面玻璃的热弯设备、系统及方法,以解决现有技术存在的问题中的至少一个。
2、为达到上述目的,本发明采用下述技术方案:
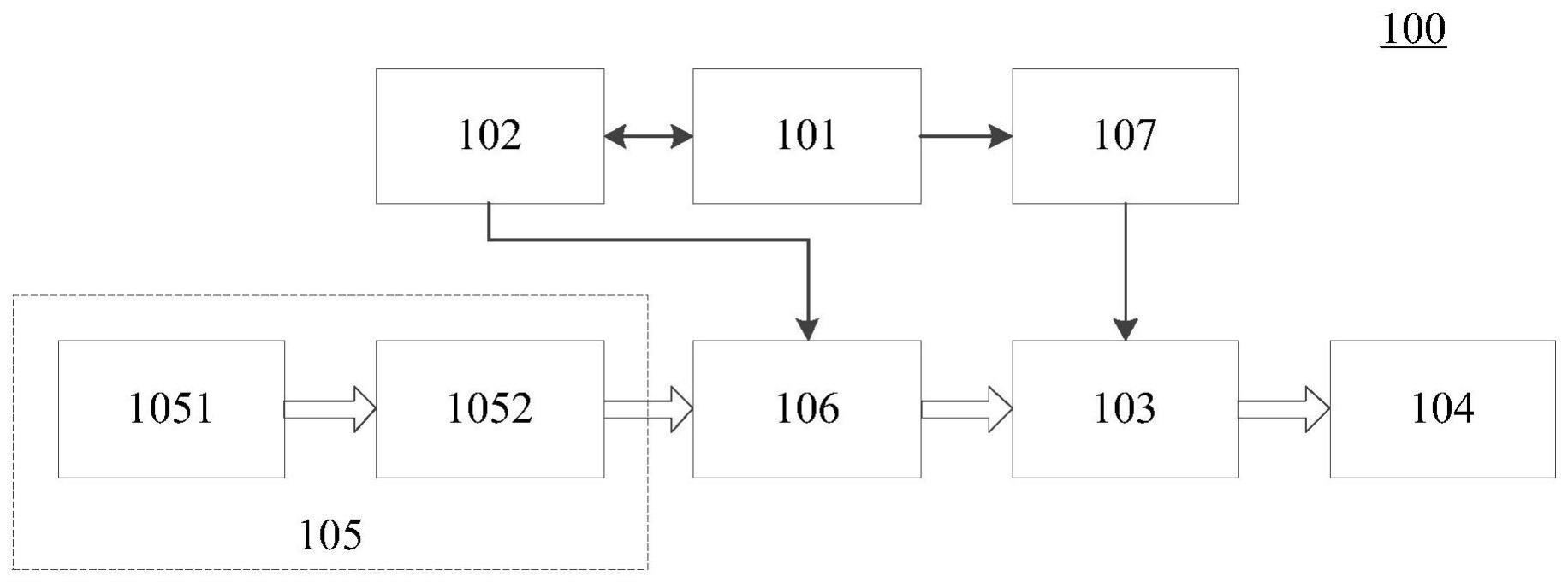
3、本发明第一方面提供一种用于制备曲面玻璃的热弯设备,包括交互装置、控制器、比例阀和成型气缸;
4、所述交互装置,用于获取目标压力值;
5、所述控制器,用于根据目标压力值生成第一控制信号,并通过第一控制信号控制比例阀以控制成型气缸气压,使所述成型气缸输出成型压力时输出的成型压力在设定时长内递增至目标压力值。
6、可选地,所述控制器,用于根据目标压力值生成第一控制信号,并通过第一控制信号控制比例阀以控制成型气缸气压,使所述成型气缸输出成型压力时输出的成型压力在设定时段内分阶段递增至目标压力值。
7、可选地,每个阶段中成型压力的增加速度小于上一阶段中成型压力的增加速度。
8、可选地,每个阶段中成型压力步进式增加,每个阶段中成型压力的步进式增加的步进步长小于上一阶段中成型压力的步进式增加的步进步长。
9、可选地,各阶段中成型压力的步进式增加的步进频率相同。
10、可选地,
11、所述交互装置,还用于获取各阶段的上限值及各阶段的时长;
12、所述控制器,用于根据目标压力值、各阶段的上限值及各阶段的时长生成第一控制信号。
13、可选地,所述热弯设备还包括模拟量输出模块,所述控制器,用于将第一控制信号通过所述交互装置转发至所述模拟量输出模块,以通过所述模拟量输出模块输出至所述比例阀的模拟量控制信号控制所述比例阀。
14、可选地,所述热弯设备还包括气源和开关阀,所述控制器,还用于通过第二控制信号控制开关阀以使所述气源输出经所述比例阀至所述成型气缸的气体。
15、本发明第二方面提供一种用于制备曲面玻璃的热弯系统,包括用于依次对玻璃进行热弯的第1至第n个热弯设备,其中,至少一个热弯设备为本发明第一方面提供的热弯设备。
16、可选地,所述多个热弯设备中,第1个热弯设备为本发明第一方面提供的热弯设备。
17、本发明第三方面提供一种用于制备曲面玻璃的热弯方法,包括:
18、获取目标压力值;
19、根据目标压力值控制成型气缸气压,使所述成型气缸输出成型压力时输出的成型压力在设定时长内递增至目标压力值。
20、本发明的有益效果如下:
21、本发明所述技术方案,将成型气缸输出成型压力时输出的成型压力控制为在设定时长内递增至目标压力值,使成型压力的增加随时间较为平滑的变化,从而使玻璃受压时表面应力变化稳定,在保证成型效果的基础上,可有效减小损坏玻璃和/或成型模具的风险。
技术特征:
1.一种用于制备曲面玻璃的热弯设备,其特征在于,包括交互装置、控制器、比例阀和成型气缸;
2.根据权利要求1所述的热弯设备,其特征在于,所述控制器,用于根据目标压力值生成第一控制信号,并通过第一控制信号控制比例阀以控制成型气缸气压,使所述成型气缸输出成型压力时输出的成型压力在设定时段内分阶段递增至目标压力值。
3.根据权利要求2所述的热弯设备,其特征在于,每个阶段中成型压力的增加速度小于上一阶段中成型压力的增加速度。
4.根据权利要求3所述的热弯设备,其特征在于,每个阶段中成型压力步进式增加,每个阶段中成型压力的步进式增加的步进步长小于上一阶段中成型压力的步进式增加的步进步长。
5.根据权利要求4所述的热弯设备,其特征在于,各阶段中成型压力的步进式增加的步进频率相同。
6.根据权利要求2所述的热弯设备,其特征在于,
7.根据权利要求1所述的热弯设备,其特征在于,所述热弯设备还包括模拟量输出模块,所述控制器,用于将第一控制信号通过所述交互装置转发至所述模拟量输出模块,以通过所述模拟量输出模块输出至所述比例阀的模拟量控制信号控制所述比例阀。
8.根据权利要求1所述的热弯设备,其特征在于,所述热弯设备还包括气源和开关阀,所述控制器,还用于通过第二控制信号控制开关阀以使所述气源输出经所述比例阀至所述成型气缸的气体。
9.一种用于制备曲面玻璃的热弯系统,其特征在于,包括用于依次对玻璃进行热弯的第1至第n个热弯设备,其中,至少一个热弯设备为如权利要求1-10中任一项所述的热弯设备。
10.根据权利要求9所述的热弯系统,其特征在于,第1个热弯设备为如权利要求1-10中任一项所述的热弯设备。
11.一种用于制备曲面玻璃的热弯方法,其特征在于,包括:
技术总结
本发明实施例公开一种用于制备曲面玻璃的热弯设备、系统及方法。在一具体实施方式中,该热弯设备包括交互装置、控制器、比例阀和成型气缸;所述交互装置,用于获取目标压力值;所述控制器,用于根据目标压力值生成第一控制信号,并通过第一控制信号控制比例阀以控制成型气缸气压,使所述成型气缸输出成型压力时输出的成型压力在设定时长内递增至目标压力值。该实施方式将成型气缸输出成型压力时输出的成型压力控制为在设定时长内递增至目标压力值,使成型压力的增加随时间较为平滑的变化,从而使玻璃受压时表面应力变化稳定,在保证成型效果的基础上,可有效减小损坏玻璃和/或成型模具的风险。
技术研发人员:车光云,殷永志,陈鑫,全贤涛,肖子健,陈子阳
受保护的技术使用者:京东方杰恩特喜科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!