一种同步提升力学性能和热电性能的碲化铋基热电材料的制备方法
本发明涉及热电半导体材料领域,尤其是涉及一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法。
背景技术:
1、近年来,热电材料已经广泛应用于5g光通讯、ic制冷、物联网、自供能可穿戴终端等新兴领域。bi2te3基热电材料是目前唯一可以商业化应用的热电材料,材料热电性能和力学性能的提升是开拓热电材料应用前景的关键因素。区熔法制备的碲化铋基热电材料可以满足高电导率需要的高织构的特征,但是极差的力学性能和较低的zt值限制材料在微器件制造方面的应用。sps烧结和热压等粉末冶金法虽然可以显著增强材料的力学性能,但是粉末冶金法一方面很难避免类施主效应对材料性能的影响,另一方面很难使材料获得较强的织构。热挤压法制备的碲化铋基热电材料不仅可以使材料获得较强的织构,还能通过动态再结晶过程使材料的晶粒细化,增强材料力学性能,但是为了避免类施主效应的影响,现有的热挤压技术在保护气氛或在真空状态下进行,这给材料的工业化生产带来诸多不便,因此,碲化铋基热电材料的工业化生产需要一种能同时使材料具有优异热电性能和力学性能的简易制备方法。
技术实现思路
1、本发明针对区熔碲化铋基热电材料力学性能差,热电性能较低的问题,提供了一种能同步提升热电性能和力学性能的碲化铋基热电材料的简易制备方法。本发明避免区熔棒材的破碎过程,材料加工过程在空气中进行,热挤压过程不仅在材料中引入纳米级缺陷结构,还会显著细化材料中的晶粒,增强材料的压缩强度和弯曲强度。
2、为了实现上述目的,本发明采用以下技术方案:
3、一种同步提升的热电性能和力学性能的碲化铋基热电材料的制备方法,包括以下步骤:
4、(1)按照碲化铋基热电材料中各元素的化学计量比,主要称取各元素对应的单质作为原料,然后将原料置于区熔石英管中真空密封,随后进行摇摆熔融、区熔和退火,制得p型或n型碲化铋区熔棒材;
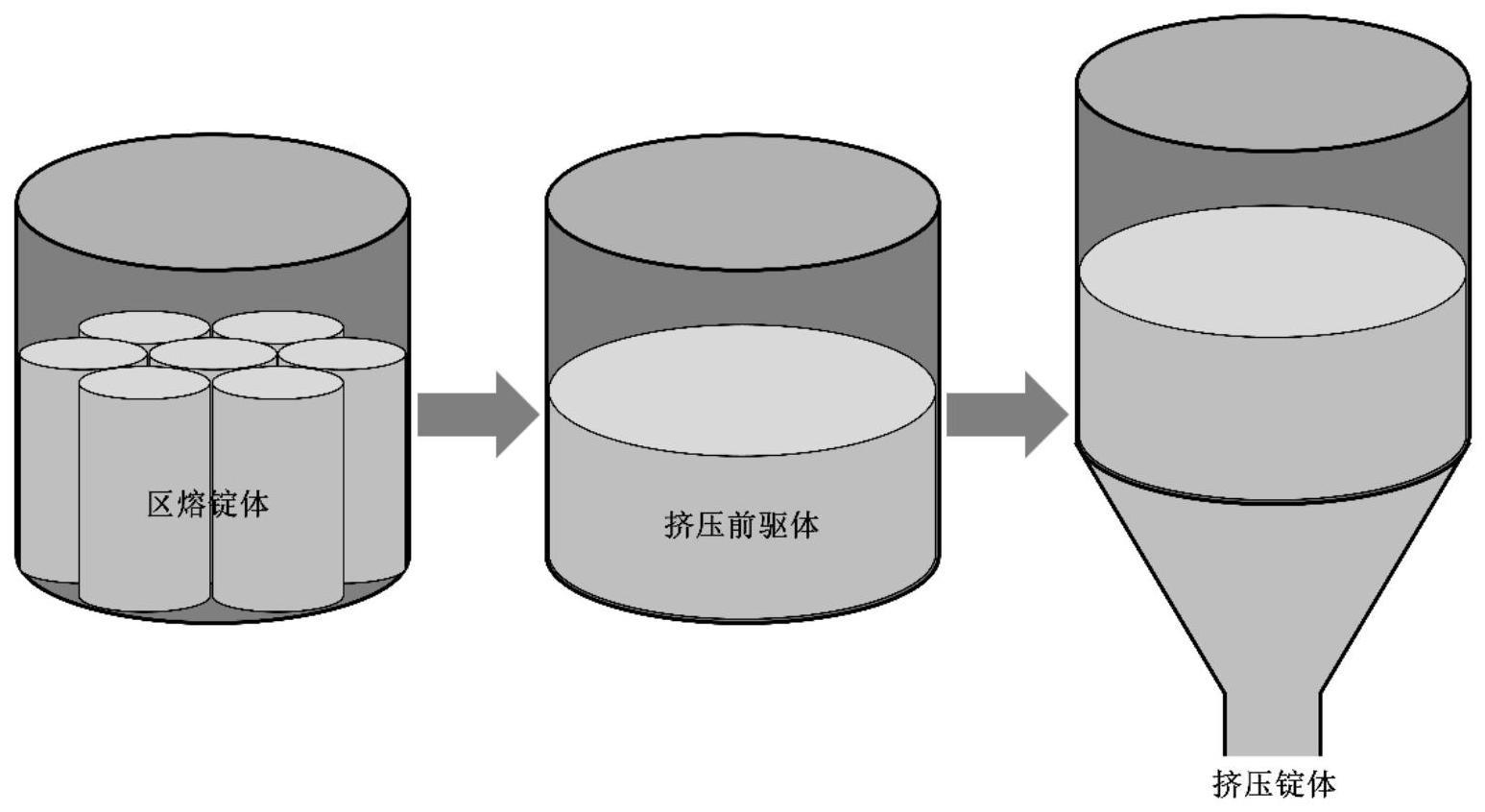
5、(2)将步骤(1)所得p型或n型碲化铋区熔棒材摆放进入模具中,在空气中450~500℃使用单轴压力进行热成型,制得热挤压前驱体;
6、(3)将步骤(2)所得热挤压前驱体转移进入热挤压模具中,在空气中400~550℃的温度范围进行热挤压,所得热挤压棒材即为同时提升热电性能和力学性能的碲化铋基热电材料。
7、作为优选,所述制备p型和n型碲化铋的原料纯度≥99.99%;p型材料的化学通式为bi2-xsbxte3+y,以单质铋、锑、碲作为原料;n型材料的化学通式为bi2te2.79se0.21+zmol%bicl3,以单质铋、碲、硒和氯化铋作为原料;其中,x=1.4~1.6,y=0.06~0.15,z=0.12~0.20。
8、作为优选,摇摆熔融的升温速率为6~18℃/min,摇摆熔融的温度为700~900℃,摇摆熔融时间为2~10h,摇摆熔融频率为1~3次/min,摇摆熔融后在空气淬火冷却后再进行区熔。
9、作为优选,所述区熔的升温速率为6~12℃/min,区熔温度为650~750℃,区熔提拉速度为15~35mm/h,区熔棒材在空气中自然冷却。
10、作为优选,退火升温速率为6~18℃/min,退火温度为300~400℃,退火时间为2~5天。
11、作为优选,热成型和热挤压所用模具为dievar热作模具钢制作的模具。
12、作为优选,热成型升温速率为5~20℃/min,热成型温度为450~500℃,单轴压力为60~100mpa,热成型后的热挤压前驱体直径90~150mm。热成型将区熔棒材变形为热挤压前驱体,一方面积累材料的变形量,另一方面使区熔棒材成型为热挤压过程所需形状,优选成型为适合挤压的圆柱体。例如:将多根直径30mm的区熔棒材垂直紧密摆放,热成型为90-120mm的热挤压前驱体,一般为圆柱体。
13、作为优选,热挤压模具的挤压角为20~40°,挤压比为9~25,热挤压升温速率为5~20℃/min,热挤压温度为400~550℃,热挤压速度为0.5~5mm/min,单轴压力为200~500mpa,热挤压棒材直径优选为30mm。
14、上述方法制备的碲化铋基热电材料为p型材料,化学通式为bi2-xsbxte3+y时,其中x=1.4~1.6,y=0.06~0.15;具有高织构、细晶粒的特点,取向因子高达0.5,晶粒尺寸为2~20μm;在300k时电导率为9~13×104sm-1,seebeck系数为200~220μv k-1,在300~373k时取得最大值ztmax为1.3~1.5;压缩强度达到120mpa及以上,弯曲强度达到80mpa;
15、化学通式为bi2te2.79se0.21+zmol%bicl3时,其中,z=0.12~0.20;具有高织构、细晶粒的特点,取向因子不低于0.5,高达0.6以上,晶粒尺寸为5~50μm;在300k时电导率为8~10×104sm-1,seebeck系数为200~220μv k-1;在300~373k时取得最大值ztmax为0.9~1.05;压缩强度达到90mpa及以上,弯曲强度达到90mpa。
16、进一步地,上述方法制备的碲化铋基热电材料的化学式具体为bi0.5sb1.5te3.12时,取向因子为0.5,晶粒尺寸为2~20μm;在300k时电导率为1.2×105sm-1,seebeck系数为202μv k-1,总热导率为1.11wm-1k-1,zt值为1.34;350k获得最大zt值1.45;压缩强度达到125mpa,弯曲强度达到80mpa。
17、进一步地,上述方法制备的碲化铋基热电材料的化学式具体为bi2te2.79se0.21+0.16mol%bicl3时,取向因子为0.62,晶粒尺寸为5~50μm;在300k时电导率为8.5×104sm-1,seebeck系数为-217.7μv k-1,总热导率为1.35wm-1k-1,zt值为0.93;压缩强度达到95mpa,弯曲强度达到90mpa。
18、与现有技术相比,本发明的有益效果为:本发明生产过程可以直接在空气中进行,省去现有技术中的抽真空或通入保护气氛的过程,也可以避免类施主效应的产生,即能简化了材料的生产工艺,又能节省生产成本,还可以保证材料的力学性能和热电性能。而且,本发明通过对摇摆熔融、区熔和退火得到p型或n型碲化铋区熔棒材,然后对区熔棒材进行热成型和热挤压处理,使材料的晶粒明显细化,增强材料的力学性能,并且引入丰富的缺陷结构,增加声子的散射,降低材料的热导率,提升材料的热电性能。
技术特征:
1.一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法,其特征在于,原料纯度均≥99.99%,所述碲化铋基热电材料的化学通式为bi2-xsbxte3+y或bi2te2.79se0.21+zmol%bicl3,其中,x=1.5~1.6,y=0.06~0.15,z=0.12~0.20。
3.根据权利要求1所述的一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法,其特征在于,步骤(1)中,所述摇摆熔融的升温速率为6~18℃/min,摇摆熔融的温度为700~900℃,摇摆熔融时间为2~10h,摇摆熔融频率为1~3次/min,摇摆熔融后在空气淬火冷却后再进行区熔。
4.根据权利要求1所述的一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法,其特征在于,步骤(1)中,所述区熔的升温速率为6~12℃/min,区熔温度为650~750℃,区熔提拉速度为15~35mm/h,区熔棒材在空气中自然冷却。
5.根据权利要求1所述的一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法,其特征在于,步骤(1)中,所述退火的升温速率为6~18℃/min,退火温度为300~400℃,退火时间为2~5天。
6.根据权利要求1所述的一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法,其特征在于,步骤(2)中,热成型过程的升温速率为5~20℃/min,热成型的温度为450~500℃,单轴压力为60~100mpa。
7.根据权利要求1所述的一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法,其特征在于,步骤(3)中,热挤压模具的挤压角为20~40°,挤压比为9~25。
8.根据权利要求1所述的一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法,其特征在于,步骤(3)中,所述热挤压的升温速率为5~20℃/min,热挤压的速度为0.5~5mm/min,单轴压力为200~500mpa。
9.权利要求1-8所述方法制备的碲化铋基热电材料。
10.根据权利要求9所述的碲化铋基热电材料,其特征在于,化学通式为bi2-xsbxte3+y时,其中x=1.4~1.6,y=0.06~0.15;晶粒尺寸为2~20μm;在300k时电导率为9~13×104sm-1,seebeck系数为200~220μv k-1,在300~373k时取得最大值ztmax为1.3~1.5,压缩强度达到120mpa及以上,弯曲强度达到80mpa;化学通式为bi2te2.79se0.21+zmol%bicl3时,其中,z=0.12~0.20;晶粒尺寸为5~50μm;在300k时电导率为8~10×104sm-1,seebeck系数为200~220μv k-1,在300~373k时取得最大值ztmax为0.9~1.05,压缩强度达到90mpa及以上,弯曲强度达到90mpa。
技术总结
本发明涉及热电半导体材料领域,针对区熔法制备的碲化铋基热电材料热电性能和力学性能较差的问题,提供了一种同步提升热电性能和力学性能的碲化铋基热电材料的制备方法,包括以下步骤:(1)制备均匀性良好的高性能区熔棒材;(2)将步骤(1)得到的区熔棒材在450‑500℃进行热成型,得到热挤压的前驱体;(3)将步骤(2)得到的挤压前驱体在400‑550℃进行热挤压。本发明避免了区熔棒材的破碎过程,有效避免类施主效应的发生,材料制备过程在空气中进行,简化了材料的生产工艺,节约生产成本;而且,本发明中的热挤压棒材晶粒细化,压缩强度和弯曲强度大幅提升,材料的加工性能良好,由于缺陷结构的引入和晶粒的细化,材料的热导率降低,热电性能显著提高。
技术研发人员:苏贤礼,陈硕,唐新峰,李睿英,郜顺奇
受保护的技术使用者:武汉理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!