一种等静压石墨生产工艺及控制系统的制作方法
本申请涉及等静压石墨生产的,尤其是涉及一种等静压石墨生产工艺及控制系统。
背景技术:
1、等静压石墨一般的生产流程为,原料、磨粉、混捏、冷却、破碎、磨粉、筛分、等静压成型、一次焙烧、浸渍、二次焙烧和石墨化。例如申请号202210040456.5所公开的一种等静压特种石墨的生产工艺,其公开了经过1~5小时的混捏,将糊料下到冷却机中进行搅拌、冷却。但是通过搅拌冷却的方式效率较低,因此导致生产效率较低。
技术实现思路
1、针对现有技术存在的不足,本申请的目的之一是提供一种等静压石墨生产工艺及控制系统,其具有生产效率较高的优点。
2、本申请的上述目的是通过以下技术方案得以实现的:
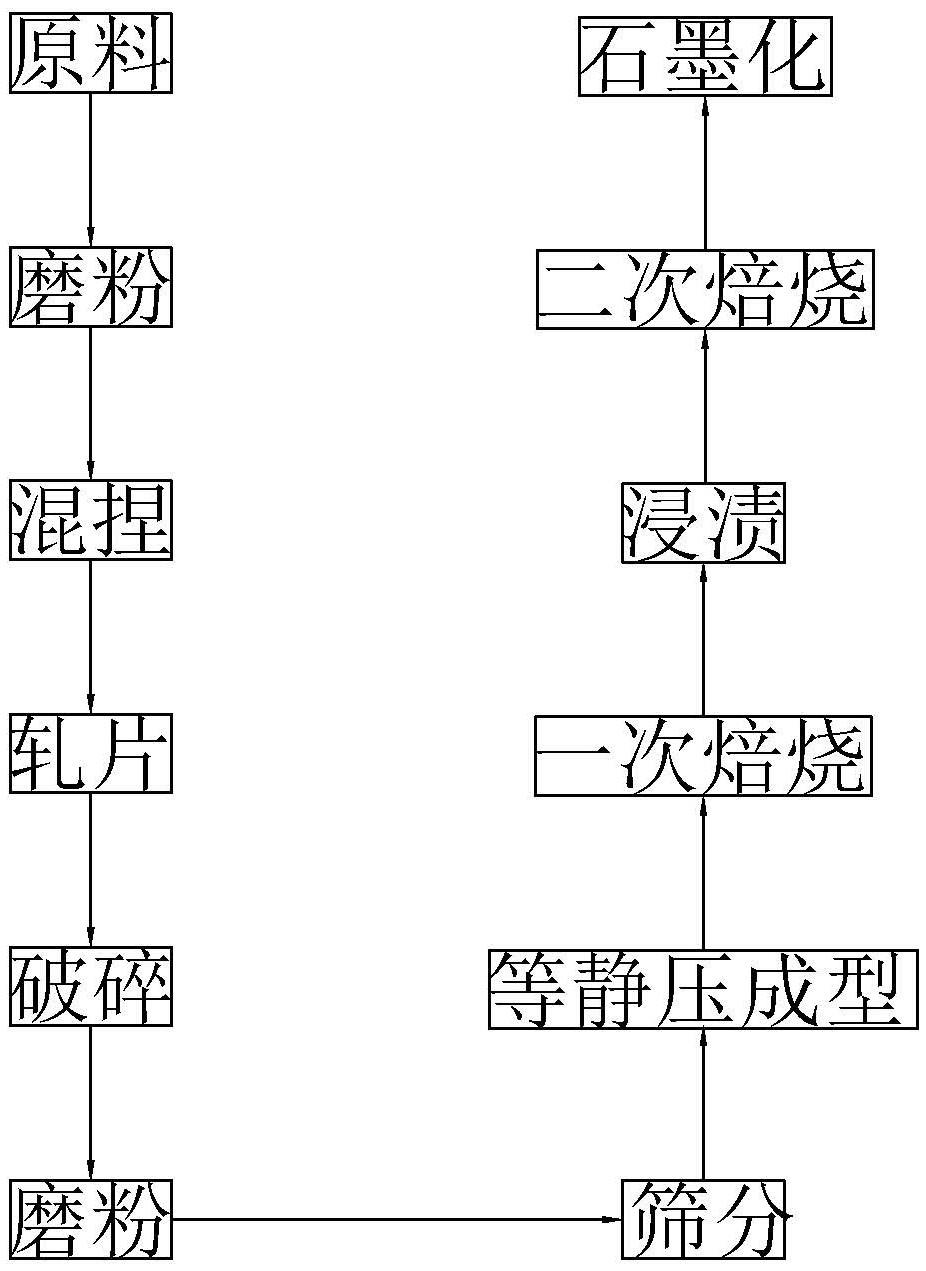
3、一种等静压石墨生产工艺,包括如下步骤,原料、磨粉、混捏、破碎、磨粉、筛分、等静压成型、一次焙烧、浸渍、二次焙烧和石墨化,在混捏步骤和破碎步骤之间还设有轧片步骤,所述的轧片步骤包括,成型步骤,定型步骤和冷却步骤,所述的成型步骤用于使经过混捏的糊料呈板状排布,所述的定型步骤用于使板状排布的糊料上压出纹路,所述的冷却步骤用于对定型步骤后的糊料进行冷却。
4、通过采用上述技术方案,即在使用中,将经过混捏的糊料进行板状成型,并在板状成型的结构上进行纹路的压出,随后进行冷却,因此使得在冷却过程中,与空气的接触面积更大,同时在破碎的过程中,由于纹路的存在,使得冷却后的板状物更易破碎,因此使得冷却和破碎效果更好,使得生产效率较高。
5、本申请在一较佳示例中可以进一步配置为:在定型步骤中,通过冷却气流对板状糊料上纹路对应位置进行冷却,当冷却完成后,进行纹路压制。
6、通过采用上述技术方案,通过对板状糊料上的纹路对应位置进行冷却,使得对应位置温度减低,从而减低在压制过程中,糊料附着在压刀表面的概率。
7、本申请在一较佳示例中可以进一步配置为:冷却气流位于压刀的两侧,且两侧冷却气流的交汇点位于压刀的正下方,在压刀和板状糊料接触后,两侧冷却气流朝向压刀喷射且冷却气流的路径延长线和板状糊料的上平面的夹角为锐角。
8、通过采用上述技术方案,即在使用时,使得在压制纹路的过程中,进一步降低糊料附着在压刀表面的概率。
9、本申请还公开了一种等静压石墨生产控制系统,包括采集模块、比较模块和通知模块,所述的采集模块采集压刀表面图像,并将图像发送至比较模块,所述的比较模块将图像和标准图像进行比较,若不相同,发送清理信号至通知模块,所述的通知模块接收到清理信号后,进行通知。
10、通过采用上述技术方案,在使用中,通过采集模块对压刀的表面进行图像采集,并通过比较模块对采集到的图像进行分析,当和标准图像不一致时,表明压刀表面存在附着物,需要进行清理,通过通知模块进行通知,使得压刀表面能够得到清理。
11、本申请在一较佳示例中可以进一步配置为:还包括更新模块,所述的更新模块用于响应更新信号对标准图像进行更新。
12、通过采用上述技术方案,在使用中,通过对标准图像的更新,从而能够对判定标准进行更新,从而使得对压刀的判断更为准确。
13、本申请在一较佳示例中可以进一步配置为:当清理完成后,采集模块响应采集信号,进行图像采集,并将采集到的图片发送至比较模块,比较模块进行比较,若不相同,比较模块将接收到的图像发送至通知模块,通知模块对接收到的图片进行显示,并响应更换信号发送更新信号至更新模块。
14、通过采用上述技术方案,在使用中,当清理完成后,对压刀进行图像采集并判断,当仍不符合要求时,将图片发送至通知模块进行显示,由操作人员进行判断,并响应操作人员的更换信号,通知模块发送更新信号至更新模块,因此使得对压刀的判断更为准确。
15、本申请在一较佳示例中可以进一步配置为:还包括测温模块,所述的测温模块用于检测冷却气流的温度,所述的通知模块在接收到清理信号后,发送测温信号至测温模块,所述的测温模块接收到测温信号后,进行测温,并将检测到的温度发送至比较模块,所述的比较模块将接收到温度和标准值进行比对,若不相同,发送温度异常信号至通知模块,通知模块接收到温度异常信号后,进行温度异常通知。
16、通过采用上述技术方案,即在使用中,通过对冷却气流的温度检测,从而能够检测出对糊料的散热效果,进而判断出对糊料的冷却是否存在问题。
17、本申请在一较佳示例中可以进一步配置为:若温度和标准值相同,比较模块查询冷却气流角度变化记录,并进行判断,若角度变化存在异常,发送角度异常信号至通知模块,通知模块在接收到角度异常信号后,进行角度异常通知。
18、通过采用上述技术方案,当冷却气流温度符合标准时,表明在对糊料冷却的过程中,出现问题,因此需要对冷却气流的变化角度进行判断,从而能够判断是否由于冷却气流角度变化不符合要求而导致冷却效果不佳。
技术特征:
1.一种等静压石墨生产工艺,包括如下步骤,原料、磨粉、混捏、破碎、磨粉、筛分、等静压成型、一次焙烧、浸渍、二次焙烧和石墨化,其特征在于:在混捏步骤和破碎步骤之间还设有轧片步骤,所述的轧片步骤包括,成型步骤,定型步骤和冷却步骤,所述的成型步骤用于使经过混捏的糊料呈板状排布,所述的定型步骤用于使板状排布的糊料上压出纹路,所述的冷却步骤用于对定型步骤后的糊料进行冷却。
2.根据权利要求1所述的一种等静压石墨生产工艺,其特征在于:在定型步骤中,通过冷却气流对板状糊料上纹路对应位置进行冷却,当冷却完成后,进行纹路压制。
3.根据权利要求2所述的一种等静压石墨生产工艺,其特征在于:冷却气流位于压刀的两侧,且两侧冷却气流的交汇点位于压刀的正下方,在压刀和板状糊料接触后,两侧冷却气流朝向压刀喷射且冷却气流的路径延长线和板状糊料的上平面的夹角为锐角。
4.一种等静压石墨生产控制系统,其特征在于:包括采集模块(1)、比较模块(2)和通知模块(3),所述的采集模块(1)采集压刀表面图像,并将图像发送至比较模块(2),所述的比较模块(2)将图像和标准图像进行比较,若不相同,发送清理信号至通知模块(3),所述的通知模块(3)接收到清理信号后,进行通知。
5.根据权利要求4所述的一种等静压石墨生产控制系统,其特征在于:还包括更新模块(4),所述的更新模块(4)用于响应更新信号对标准图像进行更新。
6.根据权利要求5所述的一种等静压石墨生产控制系统,其特征在于:当清理完成后,采集模块(1)响应采集信号,进行图像采集,并将采集到的图片发送至比较模块(2),比较模块(2)进行比较,若不相同,比较模块(2)将接收到的图像发送至通知模块(3),通知模块(3)对接收到的图片进行显示,并响应更换信号发送更新信号至更新模块(4)。
7.根据权利要求4所述的一种等静压石墨生产控制系统,其特征在于:还包括测温模块(5),所述的测温模块(5)用于检测冷却气流的温度,所述的通知模块(3)在接收到清理信号后,发送测温信号至测温模块(5),所述的测温模块(5)接收到测温信号后,进行测温,并将检测到的温度发送至比较模块(2),所述的比较模块(2)将接收到温度和标准值进行比对,若不相同,发送温度异常信号至通知模块(3),通知模块(3)接收到温度异常信号后,进行温度异常通知。
8.根据权利要求4所述的一种等静压石墨生产控制系统,其特征在于:若温度和标准值相同,比较模块(2)查询冷却气流角度变化记录,并进行判断,若角度变化存在异常,发送角度异常信号至通知模块(3),通知模块(3)在接收到角度异常信号后,进行角度异常通知。
技术总结
本申请涉及一种等静压石墨生产工艺及控制系统,包括如下步骤,原料、磨粉、混捏、破碎、磨粉、筛分、等静压成型、一次焙烧、浸渍、二次焙烧和石墨化,在混捏步骤和破碎步骤之间还设有轧片步骤,所述的轧片步骤包括,成型步骤,定型步骤和冷却步骤,所述的成型步骤用于使经过混捏的糊料呈板状排布,所述的定型步骤用于使板状排布的糊料上压出纹路,所述的冷却步骤用于对定型步骤后的糊料进行冷却。本申请具有生产效率较高的优点。
技术研发人员:周大伟,吴庆斌,杨捷,赵士亮,吴迪,金侃
受保护的技术使用者:江苏宏基高新材料股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!