模压机镜片自动装卸设备的制作方法
【】本发明属于镜片生产设备,尤其涉及一种模压机镜片自动装卸设备。
背景技术
0、
背景技术:
1、在制造光学镜片过程中,有一个模压工艺步骤,就是需要将玻璃预形体投入镜片模具内进行模压,模压完成后取出完品镜片。目前,行业一般采用人工取出模具上模仁,放入预形体,再利用人工合模,放入模压机入口,费时费力,对人工依赖较高,效率低。
2、因此现有单穴自动装载机来完成预形体投入和完品镜片取出的上下料装载操作,其通过分模气缸取出模具上模仁,完品吸笔取出完品镜片并摆放到收料盘,再利用预形体吸笔从原料盘取出玻璃预形体投入到模具内,分模气缸合模后,由抓模气缸投入到模压机入口;但由于完品吸笔取出成型镜片并摆放到收料盘的行程以及预形体吸笔从原料盘取出玻璃预形体投入到模具内的行程较长,导致上下料效率低。
技术实现思路
0、
技术实现要素:
1、本发明的目的在于提供一种能大大提高上下料效率的模压机镜片自动装卸设备。
2、本发明由以下技术方案实现的:
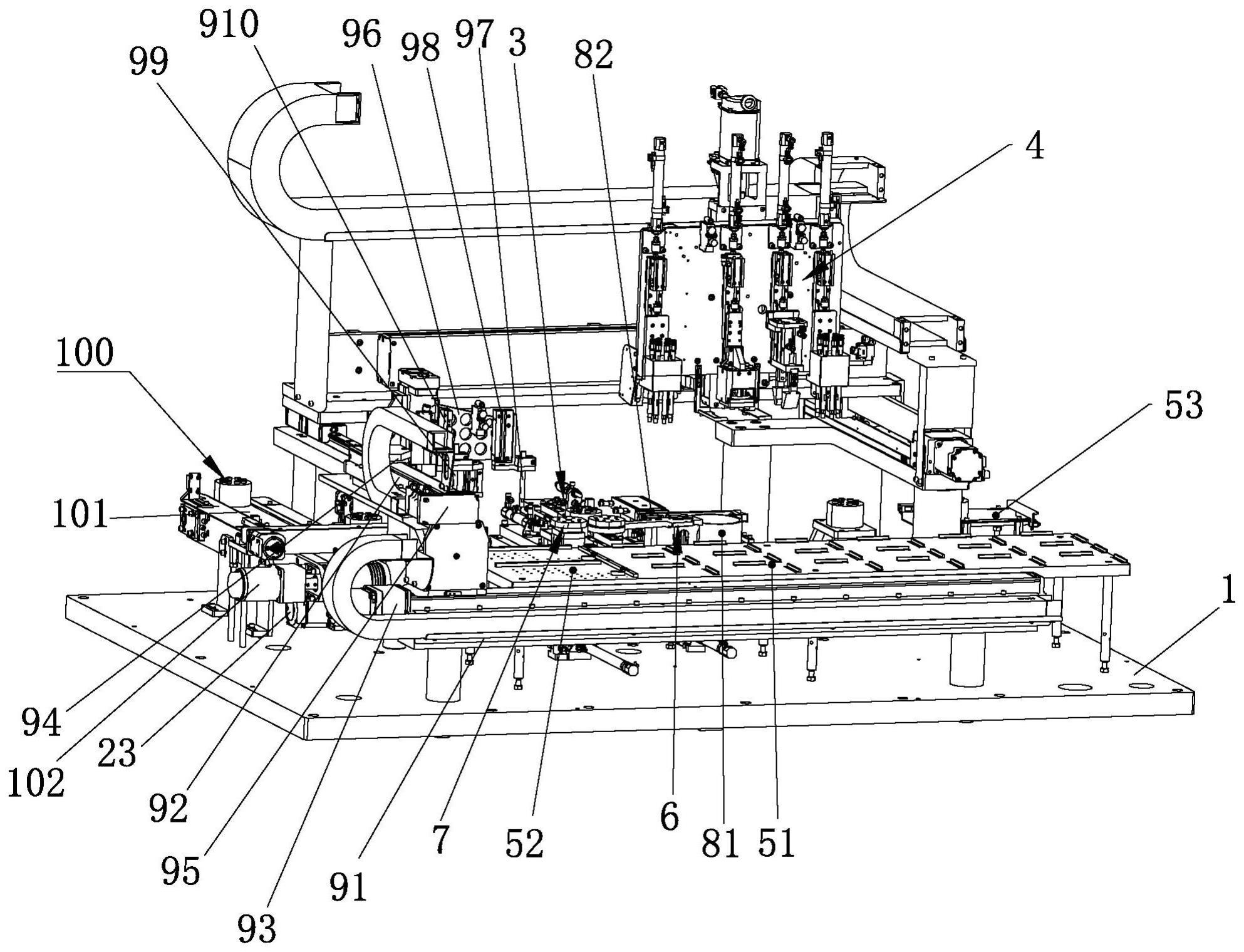
3、模压机镜片自动装卸设备,包括工作平台,所述工作平台上设有用于输送镜片模具的输送机构,所述镜片模具包括内套筒、外套筒、上模仁以及下模仁,其特征在于,还包括:
4、定位机构,其设于所述工作平台上,用于定位所述输送机构上的镜片模具;
5、取放机构,其用于取放外套筒或上模仁或完品镜片或预形体镜片;
6、完品镜片放置区,其用于放置完品镜片;
7、预形体镜片放置区,其用于放置预形体镜片;
8、不良品镜片放置区,其用于放置不良品镜片;
9、完品镜片下料机构,其用于与所述取放机构配合将镜片模具中的完品镜片移送至完品镜片放置区;
10、预形体镜片上料机构,其用于与所述取放机构配合将预形体镜片放置区上的预形体镜片移送至镜片模具中;
11、不良品镜片检测下料机构,其用于与所述取放机构配合检测完品镜片,并将检测后的不良品镜片移送至不良品镜片放置区。
12、如上所述模压机镜片自动装卸设备,所述完品镜片下料机构包括设于工作平台上的下料滑轨、活动设于下料滑轨上的完品中转台,以及用于驱动所述完品中转台向靠近所述输送机构方向移动或向靠近所述完品镜片放置区方向移动的下料驱动件,所述工作平台上还设有镜片搬运组件,当所述完品中转台向靠近所述输送机构方向移动至停止后,所述取放机构将镜片模具中的完品镜片取放至完品中转台上,当装有完品镜片的所述完品中转台向靠近所述完品镜片放置区方向移动至停止后,所述镜片搬运组件将完品中转台上的完品镜片搬运至完品镜片放置区上。
13、如上所述模压机镜片自动装卸设备,所述完品中转台包括活动设于下料滑轨上的下料滑动件、设于下料滑动件上的下料转动驱动件,以及偏心设置于所述下料转动驱动件转动输出端的下料放置盘,所述下料转动驱动件可驱动所述下料放置盘摆动,以使所述下料放置盘靠近所述输送机构或靠近所述完品镜片放置区。
14、如上所述模压机镜片自动装卸设备,所述预形体镜片上料机构包括设于工作平台上的上料滑轨、活动设于上料滑轨上的上料滑动件、设于上料滑动件上的上料放置盘,以及用于驱动所述上料滑动件向靠近所述预形体镜片放置区方向移动或向靠近所述输送机构方向移动的上料驱动件,当所述上料滑动件向靠近所述预形体镜片放置区方向移动至停止后,所述镜片搬运组件将预形体镜片放置区中的预形体镜片搬运至上料放置盘上,当装有预形体镜片的所述上料放置盘向靠近所述输送机构方向移动至停止后,所述取放机构将上料放置盘上的预形体镜片取放至镜片模具上。
15、如上所述模压机镜片自动装卸设备,所述镜片搬运组件包括:
16、第一搬运导轨,其沿输送机构的输送方向设置于所述工作平台上;
17、第二搬运导轨,其活动设于所述第一搬运导轨上,且沿垂直于输送机构的输送方向设置;
18、第一搬运驱动件,其用于驱动所述第二搬运导轨活动;
19、搬运滑动件,其活动设于所述第二搬运导轨上;
20、第二搬运驱动件,其用于驱动所述搬运滑动件活动;
21、搬运安装件,其设于所述搬运滑动件上;
22、完品镜片搬运件,其用于取放完品镜片;
23、第三搬运驱动件,其设于搬运安装件上,用于驱动所述完品镜片搬运件升降活动;
24、预形体镜片搬运件,其用于取放预形体镜片;
25、第四搬运驱动件,其设于搬运安装件上,用于驱动所述预形体镜片搬运件升降活动。
26、如上所述模压机镜片自动装卸设备,所述定位机构包括:
27、第一定位架台,其设于所述输送机构一侧;
28、第一定位滑轨,其设于第一定位架台上;
29、第一定位滑块,其活动设于第一定位滑轨上;
30、第一定位导正件,其设于第一定位滑块上;
31、第一定位驱动件,其用于驱动所述第一定位滑块向靠近或远离输送机构方向移动;
32、第二定位架台,其与第一定位架台相对设置并位于输送机构另一侧;
33、第二定位滑轨,其设于第二定位架台上;
34、第二定位滑块,其活动设于第二定位滑轨上;
35、第二定位导正件,其设于第二定位滑块上并与所述第一定位导正件相对设置,用于与第一定位导正件配合定位导正位于输送机构上的镜片模具;
36、第二定位驱动件,其用于驱动所述第二定位滑块向靠近或远离输送机构方向移动。
37、如上所述模压机镜片自动装卸设备,所述定位机构还包括:
38、第三定位驱动件,其设于第一定位滑块上,用于驱动所述第一定位导正件向靠近或远离输送机构方向移动;
39、第四定位驱动件,其设于第二定位滑块上,用于驱动所述第二定位导正件向靠近或远离输送机构方向移动。
40、如上所述模压机镜片自动装卸设备,所述取放机构包括:
41、取放安装板;
42、升降横移机构,其设于所述工作平台上,用于驱动所述取放安装板升降横移;
43、外套筒夹取件,其设于取放安装板上,用于夹取外套筒;
44、上模仁吸盘,其设于取放安装板上,用于吸取上模仁;
45、完品镜片吸笔,其设于取放安装板上,用于吸取完品镜片;
46、预形体镜片吸笔,其设于取放安装板上,用于吸取预形体镜片;
47、第一取放驱动件,其设于取放安装板上,用于驱动外套筒夹取件升降移动;
48、第二取放驱动件,其设于取放安装板上,用于驱动上模仁吸盘升降移动;
49、第三取放驱动件,其设于取放安装板上,用于驱动完品镜片吸笔升降移动;
50、第四取放驱动件,其设于取放安装板上,用于驱动预形体镜片吸笔升降移动。
51、如上所述模压机镜片自动装卸设备,所述输送机构包括设于所述工作平台上的输送轨道、活动设于输送轨道上用于承接并输送镜片模具的移送台,以及用于驱动移送台活动的输送驱动件。
52、如上所述模压机镜片自动装卸设备,还包括对接机构,所述对接机构包括:
53、对接输送线,其一端用于承接由模压机加工后输出的镜片模具,另一端与输送机构连接以将镜片模具输送到输送机构上;
54、对接输送电机,其用于驱动所述对接输送线;
55、编码识别装置,其设于所述对接输送线一侧,用于识别所述对接输送线上的镜片模具。
56、与现有技术相比,本发明有如下优点:
57、1、本发明提供了模压机镜片自动装卸设备,包括工作平台、输送机构、定位机构、取放机构、完品镜片放置区、预形体镜片放置区、完品镜片下料机构以及预形体镜片上料机构,使用时,输送机构输送镜片模具,先通过取放机构将镜片模具中的完品镜片取放至完品镜片下料机构,再将完品镜片下料机构的完品镜片放置在完品镜片放置区,取放机构与完品镜片下料机构可单独同步工作,大大提高了完品镜片的下料效率,同理,先将预形体镜片放置区的预形体镜片放置于预形体镜片上料机构,再通过取放机构将预形体镜片取放至镜片模具中,取放机构与预形体镜片上料机构可单独同步工作,大大提高了预形体镜片的上料效率,进而提高生产效率;
58、2、另外,本发明模压机镜片自动装卸设备还包括用于放置不良品镜片的不良品镜片放置区,以及不良品镜片检测下料机构,通过取放机构取完品镜片,由不良品镜片检测下料机构对该完品镜片进行检测,并将检测后的不良品镜片自动移送至不良品镜片放置区,实现自动去除不良品镜片,且生产效率高。
- 还没有人留言评论。精彩留言会获得点赞!