一种修复蓝宝石晶片面型的方法与流程
本发明涉及蓝宝石晶片加工,具体涉及一种修复蓝宝石晶片面型的方法。
背景技术:
1、人造蓝宝石具有优良的机械性能、较好的化学稳定性、高硬度以及良好的透光性,被广泛应用于半导体照明、智能穿戴设备窗口以及精密仪器原件等领域。
2、蓝宝石晶体在半导体照明领域的应用主要是用于氮化镓(gan)发光材料的衬底材料,目前,蓝宝石衬底片的尺寸从最初的2寸演变至现今的6寸;同时下游客户对蓝宝石衬底片的面型要求日益严格,对蓝宝石衬底片表面的平整度和翘曲度有较高的要求。若衬底片的翘曲程度过大,在平片做gan磊晶时,会导致平片与外延薄膜脱落,图形化衬底(pss)难以聚焦,从而影响外延的品质;
3、蓝宝石衬底片的机械加工过程主要包括切片、研磨、倒角、退火、铜抛、软抛;在前述蓝宝石衬底加工过程中,其每道工序中的加工应力都会在下一道工序中释放;但蓝宝石衬底片自身的内部应力会始终存在,目前最常用的应力释放方法就是通过退火来实现衬底片的部分应力释放。
4、然而,目前的退火工艺大多采用一次退火,但衬底片的尺寸不同其内部的应力值也不相同;另外衬底片的面型也会受到切片的影响,即便采用相同的金钢线进行切割获得的切割片的面型也存在一定差异。若采用目前的一次退火工艺,很难得到翘曲度较低的蓝宝石衬底片;并且蓝宝石衬底片的尺寸越大,衬底片表面的平整度和翘曲度也越难控制,也难以改变大尺寸衬底晶片的面型。
5、因此,有必要提供一种能够获得较低平整度和翘曲度的蓝宝石衬底片的加工方法。
技术实现思路
1、本发明的目的是为了克服现有技术存在的缺陷,提供一种修复蓝宝石晶片面型的方法。
2、为了实现上述目的,本发明提供一种修复蓝宝石晶片面型的方法,该方法包括:将待修复的蓝宝石晶片进行研磨处理和退火处理;
3、所述研磨处理的方法包括:采用双面研磨,且研磨压力为10-18g/mm2;
4、所述退火处理的方法包括:所述待修复的蓝宝石晶片的翘曲度为16-25μm,所述退火处理在所述研磨处理之后进行;或者,
5、所述待修复的蓝宝石晶片的翘曲度大于25μm,所述退火处理包括退火处理i和退火处理ii,所述退火处理i的保温温度高于所述退火处理ii的保温温度,且所述退火处理i在所述研磨处理之前进行,所述退火处理ii在所述研磨处理之后进行;
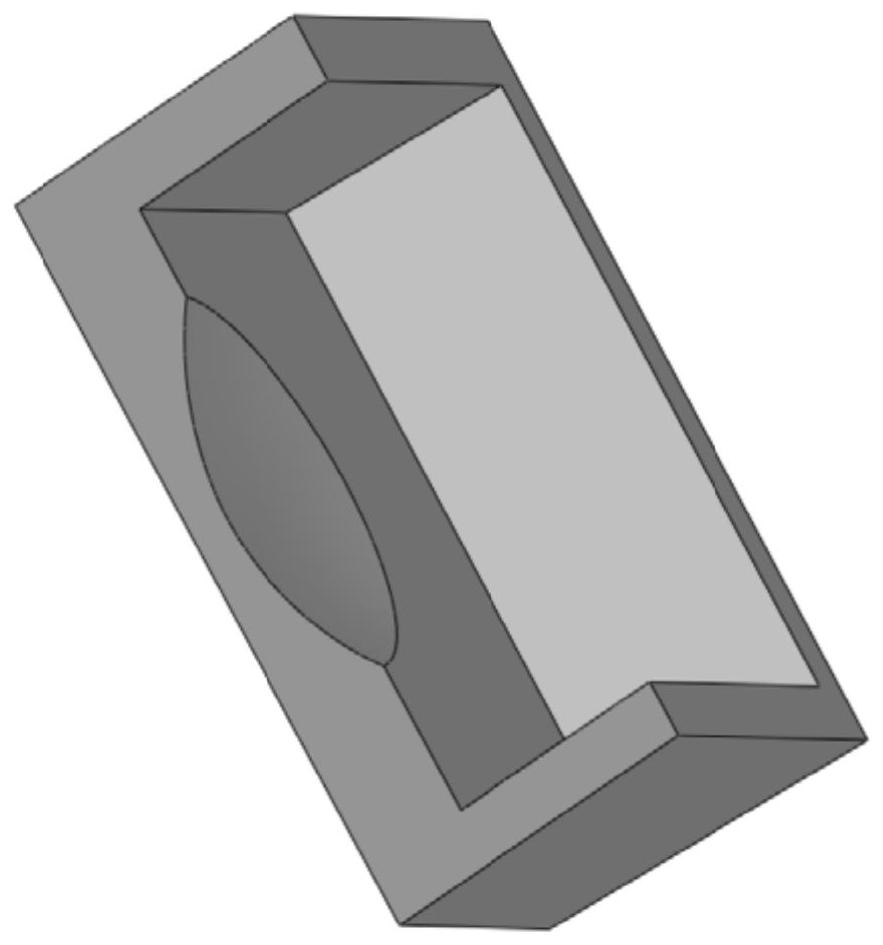
6、所述退火处理在匣钵中进行;所述匣钵中含有底部为拱形的空腔,且所述待修复的蓝宝石晶片采用凹面朝所述空腔底部的方式叠放于所述空腔内;
7、所述拱形的拱高为3-5mm,且所述拱形的距离r1大于所述待修复的蓝宝石晶片的直径r1。
8、优选地,所述退火处理i的保温温度比所述退火处理ii的保温温度高200-400℃。
9、优选情况下,所述退火处理的条件各自独立地包括:采用程序升温,且起始温度为25-60℃,升温速率为3-5℃/min,保温温度为1200-1600℃,保温时间为5-10h。
10、优选地,所述待修复的蓝宝石晶片的直径r1为50-210mm,厚度为400-1600μm。
11、根据一种优选的实施方式,所述待修复的蓝宝石晶片的翘曲度为16-25μm,所述待修复的蓝宝石晶片的叠放高度h2为35-70mm;或者,
12、所述待修复的蓝宝石晶片的翘曲度大于25μm,所述待修复的蓝宝石晶片的叠放高度h3为30-50mm。
13、优选地,在所述研磨处理中,上盘面和下盘面的转速各自独立地为12-60rpm,且所述待修复的蓝宝石晶片的凸面与所述上盘面接触。
14、根据一种特别优选的实施方式,该方法还包括:在所述待修复的蓝宝石晶片叠放的开口方向端依次叠放粗糙度小于1.3μm的蓝宝石晶片i和蓝宝石晶棒。
15、优选地,所述蓝宝石晶片i的直径为r2,且r1:r2=1:1-1.3。
16、优选情况下,所述蓝宝石晶棒的质量为2-5kg。
17、本发明采用翘曲度对蓝宝石晶片进行分档,针对不同档位的蓝宝石晶片采用特定地研磨和退火工艺对其进行面型修复,以获得翘曲度合格的产品。本发明提供的方法能够极大地提高对翘曲度超标晶片进行修复的合格率。
技术特征:
1.一种修复蓝宝石晶片面型的方法,其特征在于,该方法包括:将待修复的蓝宝石晶片进行研磨处理和退火处理;
2.根据权利要求1所述的方法,其中,所述退火处理i的保温温度比所述退火处理ii的保温温度高200-400℃。
3.根据权利要求1或2所述的方法,其中,所述退火处理的条件各自独立地包括:采用程序升温,且起始温度为25-60℃,升温速率为3-5℃/min,保温温度为1200-1600℃,保温时间为5-10h。
4.根据权利要求1-3中任意一项所述的方法,其中,所述待修复的蓝宝石晶片的直径r1为50-210mm,厚度为400-1600μm。
5.根据权利要求1-4中任意一项所述的方法,其中,所述待修复的蓝宝石晶片的翘曲度为16-25μm,所述待修复的蓝宝石晶片的叠放高度h2为35-70mm;或者,
6.根据权利要求1-5中任意一项所述的方法,其中,在所述研磨处理中,上盘面和下盘面的转速各自独立地为12-20rpm,且所述待修复的蓝宝石晶片的凸面与所述上盘面接触。
7.根据权利要求1-6中任意一项所述的方法,其中,所述待修复的蓝宝石晶片的直径r1为50-210mm,厚度为400-1600μm。
8.根据权利要求1-7中任意一项所述的方法,其中,该方法还包括:在所述待修复的蓝宝石晶片叠放的开口方向端依次叠放粗糙度不大于1.3μm的蓝宝石晶片i和蓝宝石晶棒。
9.根据权利要求8所述的方法,其中,所述蓝宝石晶片i的直径为r2,且r1:r2=1:1-1.3。
10.根据权利要求8或9所述的方法,其中,所述蓝宝石晶棒的质量为2-5kg。
技术总结
本发明涉及蓝宝石晶片加工技术领域,公开了一种修复蓝宝石晶片面型的方法。该方法包括:将蓝宝石晶片进行研磨处理和退火处理;研磨处理的方法包括:采用双面研磨;退火处理的方法包括:蓝宝石晶片的翘曲度为16‑25μm,退火处理在研磨处理之后进行;或者,蓝宝石晶片的翘曲度大于25μm,退火处理包括退火处理I和退火处理II,退火处理I的保温温度高于退火处理II的保温温度。本发明提供的修复蓝宝石晶片面型的方法能够改善蓝宝石晶片的翘曲度,从而能够极大地提高对翘曲度超标晶片进行修复的合格率。
技术研发人员:秦俊,童川,翟虎
受保护的技术使用者:江苏吉星新材料有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!