一种轴套内表面耐磨陶瓷涂层及其制备方法与流程
本发明属于涂层,特别涉及一种耐磨陶瓷涂层及其制备方法,使用于工作条件复杂的工程机械轴套、轴瓦,该涂层可有效的对工程机械轴套、轴瓦等连接部位进行防护。
背景技术:
1、矿山开采、隧道挖掘等需要大量的工程机械。盾构机、挖机等工程机械工作环境复杂,摩擦磨损情况严重。随着工程规模和强度的增加,长时间作业对工程机械的轴套提出了更严苛的要求,轴套的性能也决定着工程机械的工作可靠性、使用寿命和经济价值。
2、轴套通常采用合金钢或者铜合金等材料直接加工成型的,也有利用粉末冶金制备的轴套。传统的轴套在使用过程中依靠自身强度和润滑剂的作用下进行工作,在长时间作业和高强度的工况下,轴套的磨损加剧,降低其使用寿命。
技术实现思路
1、本发明的目的是提供一种轴套内表面耐磨陶瓷涂层及其制备方法,以解决工程机械设备在使用过程中轴套磨损导致的设备损坏等情况,以有效的提升工程机械的轴套得耐磨能力和使用寿命。
2、为实现上述目的,本发明采用如下技术方案:
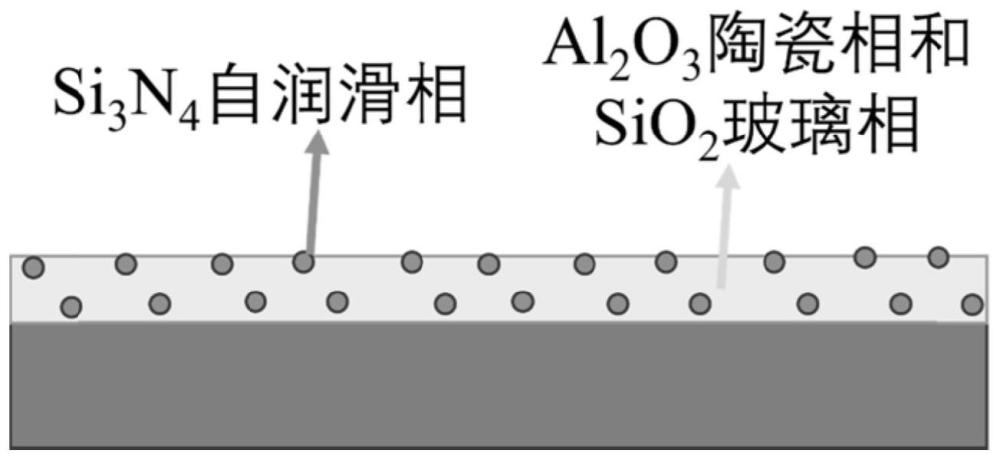
3、一种轴套内表面耐磨陶瓷涂层,按照质量份数,其原料组成为:
4、40~65份作为陶瓷相的al2o3,15~25份作为玻璃相的sio2;20~35份作为自润滑相的si3n4,3~8份作为烧结助剂的k2o。
5、一种轴套内表面耐磨陶瓷涂层的制备方法,包括以下步骤:
6、(1)取基体,用细砂纸打磨掉表面污渍与锈迹,并对表面进行清洁随后对其进行喷砂处理;
7、(2)按照质量比,取40~65份al2o3粉、15~25份sio2粉、20~35份的si3n4粉、3~8份k2o和50~70份去离子水,球磨,过筛,得到喷涂料浆;
8、(3)利用喷涂设备对基体进行喷涂,喷涂完成后,室温表干后转入烘箱干燥,制得预制涂层;
9、(4)将预制涂层烧结,得到耐磨陶瓷涂层。
10、进一步的,所述步骤(1)中,选取高强度合金作为基体。
11、进一步的,所述步骤(1)中,先用400目砂纸对基体进行去污除锈,而后用1500目砂纸将基体表面打磨光滑,后用无纺布蘸取无水乙醇进行清洁。
12、进一步的,所述步骤(1)中,喷砂处理时,喷砂粒径为100~150μm,压力为3~7mpa。
13、进一步的,所述步骤(2)中,使用行星式球磨机对称重好的的原料,加入去离子水,转速350~450r/min球磨5×60min,间隔30~40min,将粉体球磨细化混合均匀,过120~150目筛,得到喷涂料浆。
14、进一步的,所述步骤(3)中,喷涂的步骤为:将步骤(2)制备好的喷涂料浆利用喷涂设备喷涂至基体表面,喷涂参数:口径1.5mm;压力0.3~0.7mpa;喷涂距离200~300mm。
15、进一步的,所述步骤(3)中,室温表干4~6h后转入烘箱60~80℃干燥5~8h。
16、进一步的,所述步骤(4)中,将步骤(3)制得的预制涂层放入880~940℃条件下保温20~30min,而后以10~15℃/min的速率冷却至室温。
17、有益效果:本发明本发明具有以下优点:
18、(1)本发明涂层设计成分组成由陶瓷相成分、玻璃相成分、自润滑性成分和烧结助剂组成,al2o3为陶瓷相成分,提供坚硬的保护层,可以提高涂层的硬度和强度;sio2能够有效地改善涂层的物理性质并提高其耐磨性,保护陶瓷涂层表面的平整度和美观度;si3n4具有质量小、自润滑、高弹性模量、耐腐蚀等优异性能,添加可以改善涂层的耐磨性和力学性能;k2o作为烧结助剂,可以降低陶瓷涂层成型温度。解决工程机械设备在使用过程中磨损导致的设备损坏等情况,可以有效的提升工程机械的耐磨能力和使用寿命。
19、(2)高温化学性能稳定,不易受酸碱等腐蚀性物质的影响。
20、(3)不含且不会产生有害物质及其他副产物。
21、(4)与基体结合紧密,不易剥落。
技术特征:
1.一种轴套内表面耐磨陶瓷涂层,其特征在于:按照质量份数,其原料组成为:
2.一种轴套内表面耐磨陶瓷涂层的制备方法,其特征在于:包括以下步骤:
3.根据权利要求2所述的一种轴套内表面耐磨陶瓷涂层的制备方法,其特征在于:所述步骤(1)中,选取高强度合金作为基体。
4.根据权利要求2所述的一种轴套内表面耐磨陶瓷涂层的制备方法,其特征在于:所述步骤(1)中,先用400目砂纸对基体进行去污除锈,而后用1500目砂纸将基体表面打磨光滑,后用无纺布蘸取无水乙醇进行清洁。
5.根据权利要求2所述的一种轴套内表面耐磨陶瓷涂层的制备方法,其特征在于:所述步骤(1)中,喷砂处理时,喷砂粒径为100~150μm,压力为3~7mpa。
6.根据权利要求2所述的一种轴套内表面耐磨陶瓷涂层的制备方法,其特征在于:所述步骤(2)中,使用行星式球磨机对称重好的的原料,加入去离子水,转速350~450r/min球磨5×60min,间隔30~40min,将粉体球磨细化混合均匀,过120~150目筛,得到喷涂料浆。
7.根据权利要求2所述的一种轴套内表面耐磨陶瓷涂层的制备方法,其特征在于:所述步骤(3)中,喷涂的步骤为:将步骤(2)制备好的喷涂料浆利用喷涂设备喷涂至基体表面,喷涂参数:口径1.5mm;压力0.3~0.7mpa;喷涂距离200~300mm。
8.根据权利要求2所述的一种轴套内表面耐磨陶瓷涂层的制备方法,其特征在于:所述步骤(3)中,室温表干4~6h后转入烘箱60~80℃干燥5~8h。
9.根据权利要求2所述的一种轴套内表面耐磨陶瓷涂层的制备方法,其特征在于:所述步骤(4)中,将步骤(3)制得的预制涂层放入880~940℃条件下保温20~30min,而后以10~15℃/min的速率冷却至室温。
技术总结
本发明公开了一种轴套内表面耐磨陶瓷涂层及其制备方法,按照质量份数,其原料组成为:40~65份作为陶瓷相的Al<subgt;2</subgt;O<subgt;3</subgt;,15~25份作为玻璃相的SiO<subgt;2</subgt;;20~35份作为自润滑相的Si<subgt;3</subgt;N<subgt;4</subgt;,3~8份作为烧结助剂的K<subgt;2</subgt;O。本发明采用Al<subgt;2</subgt;O<subgt;3</subgt;为涂层主要成分,Al<subgt;2</subgt;O<subgt;3</subgt;的添加能够提供坚硬的保护层,可以提高涂层的硬度和耐磨性;SiO<subgt;2</subgt;能够有效地改善涂层的物理性质并提高其耐磨性,保护陶瓷涂层表面的平整度和美观度;Si<subgt;3</subgt;N<subgt;4</subgt;具有质量小、自润滑、高弹性模量、耐腐蚀等优异性能,添加可以改善涂层的耐磨性和力学性能;K<subgt;2</subgt;O作为烧结助剂,可以降低陶瓷涂层成型温度。
技术研发人员:宋庆雷,杨郁,孙洋,顾英杰,张平
受保护的技术使用者:徐州巴特工程机械股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!