曲面玻璃免抛光热弯工艺的制作方法
本公开涉及玻璃加工,尤其涉及一种曲面玻璃免抛光热弯工艺。
背景技术:
1、曲面玻璃应用日益广泛,例如在手机、车载设备上,2d曲面玻璃和3d曲面玻璃已经普遍使用。
2、曲面玻璃的现有制作工艺主要为:对玻璃坯件进行cnc修边(即数控机床修边),之后采用石墨模具进行热弯作业,进而对成形的曲面玻璃进行双面抛光等工艺。
3、但是,上述现有技术的曲面玻璃加工工艺,曲面玻璃的加工成本较大,存在较多问题,具体表现为:
4、第一,经过石墨模具热弯后,3d曲面玻璃表面有模具印、压痕等不良情况,需要用抛光进行表面修复,单面修复完成后,需要切换下一面继续修复,工序繁琐。
5、但是,曲面玻璃在抛光修复过程中,又经常会导致二次不良,比如划伤、破损等不良情况,这造成曲面玻璃报废品较多,而且抛光修复工序耗材较多,如抛光毛刷、抛光粉、凹/凸面抛光治具,这种现状导致曲面玻璃的制造成本居高不下。
6、第二,在上述现有技术的曲面玻璃加工工艺中,石墨模具的磨损率很高,加工500片左右的玻璃坯件就会达到报废阶段,石墨模具本身成本也过高。
7、有鉴于此,需要设计一种更优良的曲面玻璃加工工艺,能够消除或缓解上述一种或多种现有技术的缺陷。
技术实现思路
1、本公开所要解决的一个技术问题是提供一种曲面玻璃免抛光热弯工艺,其能够提高曲面玻璃的表面光洁度等外观质量,无需进行后续曲面玻璃抛光工艺。
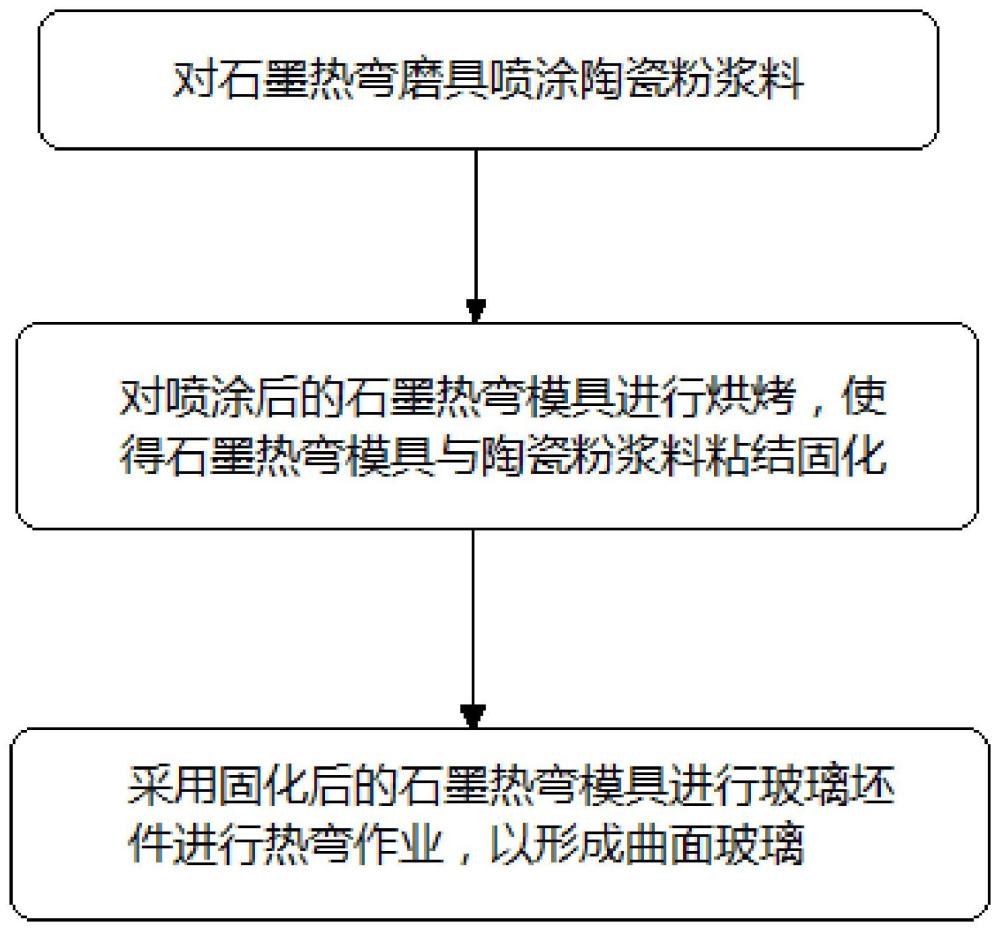
2、为解决上述技术问题,本公开实施例提供一种曲面玻璃免抛光热弯工艺,其包括如下步骤:(1)对石墨热弯磨具喷涂陶瓷粉浆料,其中陶瓷粉浆料采用陶瓷粉与无水酒精混合形成陶瓷粉浆料,陶瓷粉与无水酒精按重量比3:1至1:1的比例进行混合;(2)对喷涂后的石墨热弯模具进行烘烤,使得石墨热弯模具与陶瓷粉浆料粘结固化;(3)采用固化后的石墨热弯模具进行玻璃坯件进行热弯作业,以形成曲面玻璃。
3、在一些实施例中,陶瓷粉的组分按照重量百分比包括:碳化硅35-60%,硅粉15%-43%,氧化铝3-10%,碳化硼4-15%,助燃剂氧化锆3-4%。
4、在一些实施例中,在步骤(1)前,还包括对石墨热弯磨具的型腔进行光洁度处理。
5、在一些实施例中,光洁度处理为对石墨热弯模具的型腔进行抛光工艺处理。
6、在一些实施例中,在步骤(2)中,在300℃-500℃的温度下对喷涂后的石墨热弯模具烘烤20-40分钟。
7、在一些实施例中,在400℃的温度下对喷涂后的石墨热弯模具烘烤30分钟。
8、在一些实施例中,在步骤(3)中,在650℃-850℃的温度下进行热弯作业20-40分钟,并在烘烤固化后对石墨热弯磨具的型腔涂覆掺杂有炭黑粉的石蜡。
9、在一些实施例中,在750℃的温度下进行热弯作业30分钟。
10、在一些实施例中,还包括在热弯作业后,检查曲面玻璃的表面光洁度。
11、在一些实施例中,还包括在采用石墨热弯模具加工150片-250片曲面玻璃后,对石墨热弯模具进行浸泡清洁,以在重新喷涂陶瓷粉浆料并烘烤固化后,循环使用该石墨热弯模具。
12、在一些实施例中,陶瓷粉浆料中掺杂有与待加工的玻璃坯件相同成分的玻璃粉,其中玻璃粉的重量份为陶瓷粉重量份的1/50-1/30。
13、通过上述技术方案,本公开提供的曲面玻璃免抛光热弯工艺,其独创性地在石墨热弯模具上粘结固化陶瓷粉,并采用固化后的石墨热弯模具对玻璃坯件进行热弯作业。本公开的曲面玻璃免抛光热弯工艺在实际生产中已经得到证实,加工的曲面玻璃外观效果良好,表面光洁,成品合格率达到98.2%,这种质量的曲面玻璃无需进行后续的抛光修补工艺,减少了工序,避免了抛光修复工艺导致的二次不良废品率,并消除了现有技术抛光修复导致的直接成本和间接成本,有效地确保了曲面玻璃的产品质量,并降低了曲面玻璃的生产成本。
技术特征:
1.一种曲面玻璃免抛光热弯工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的曲面玻璃免抛光热弯工艺,其特征在于,所述陶瓷粉的组分按照重量百分比包括:碳化硅35-60%,硅粉15%-43%,氧化铝3-10%,碳化硼4-15%,助燃剂氧化锆3-4%。
3.根据权利要求1所述的曲面玻璃免抛光热弯工艺,其特征在于,在所述步骤(1)前,还包括对所述石墨热弯磨具的型腔进行光洁度处理。
4.根据权利要求4所述的曲面玻璃免抛光热弯工艺,其特征在于,所述光洁度处理为对所述石墨热弯模具的型腔进行抛光工艺处理。
5.根据权利要求1所述的曲面玻璃免抛光热弯工艺,其特征在于,在所述步骤(2)中,在300℃-500℃的温度下对喷涂后的所述石墨热弯模具烘烤20-40分钟,并在烘烤固化后对所述石墨热弯磨具的型腔涂覆掺杂有炭黑分的石蜡。
6.根据权利要求5所述的曲面玻璃免抛光热弯工艺,其特征在于,在400℃的温度下对喷涂后的所述石墨热弯模具烘烤30分钟。
7.根据权利要求1所述的曲面玻璃免抛光热弯工艺,其特征在于,在所述步骤(3)中,在650℃-850℃的温度下进行热弯作业20-40分钟。
8.根据权利要求7所述的曲面玻璃免抛光热弯工艺,其特征在于,在750℃的温度下进行热弯作业30分钟。
9.根据权利要求1所述的曲面玻璃免抛光热弯工艺,其特征在于,还包括在所述热弯作业后,检查所述曲面玻璃的表面光洁度。
10.根据权利要求1至9中任一项所述的曲面玻璃免抛光热弯工艺,其特征在于,还包括在采用所述石墨热弯模具加工150片-250片曲面玻璃后,对所述石墨热弯模具进行浸泡清洁,以在重新喷涂所述陶瓷粉浆料并烘烤固化后,循环使用该石墨热弯模具。
11.根据权利要求1至9中任一项所述的曲面玻璃免抛光热弯工艺,其特征在于,所述陶瓷粉浆料中掺杂有与待加工的所述玻璃坯件相同成分的玻璃粉,其中所述玻璃粉的重量份为所述陶瓷粉重量份的1/50-1/30。
技术总结
本公开提供一种曲面玻璃免抛光热弯工艺,其包括如下步骤:(1)对石墨热弯磨具喷涂陶瓷粉浆料,其中陶瓷粉浆料采用陶瓷粉与无水酒精混合形成陶瓷粉浆料,陶瓷粉与无水酒精按重量比3:1至1:1的比例进行混合;(2)对喷涂后的石墨热弯模具进行烘烤,使得石墨热弯模具与陶瓷粉浆料粘结固化;(3)采用固化后的石墨热弯模具进行玻璃坯件进行热弯作业,以形成曲面玻璃。无需进行后续的抛光修补工艺,减少了工序,避免了抛光修复工艺导致的二次不良废品率,并消除了现有技术抛光修复导致的直接成本和间接成本,有效地确保了曲面玻璃的产品质量,并降低了曲面玻璃的生产成本。
技术研发人员:李青,李赫然,高云蛟,宋冉冉,展贵鑫
受保护的技术使用者:河南曲显光电科技有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!