一种轻量化瓶体压吹设备的制作方法
本技术属于瓶体压吹,尤其涉及一种轻量化瓶体压吹设备。
背景技术:
1、玻璃瓶一般根据口径尺寸,成型方法分为2种:吹吹法及压吹法,压吹法为玻璃膏掉入模具后通过压制,瓶身与瓶口同步成型。瓶身比较均匀,不易出现皱纹等现象,吹制的瓶子重量轻,比同等强度吹吹法制瓶要轻20-50%,吹气过程中制瓶过程中由于玻璃膏向下流动,会导致瓶体底部非常厚重,会影响玻璃瓶的重量,使瓶体壁厚不均匀。
技术实现思路
1、针对上述技术问题,本实用新型提供一种轻量化瓶体压吹设备,出料口的端部安装有延伸出气管,配合快速冷却的模具,可以减少瓶体底部的厚度,减轻瓶子重量。
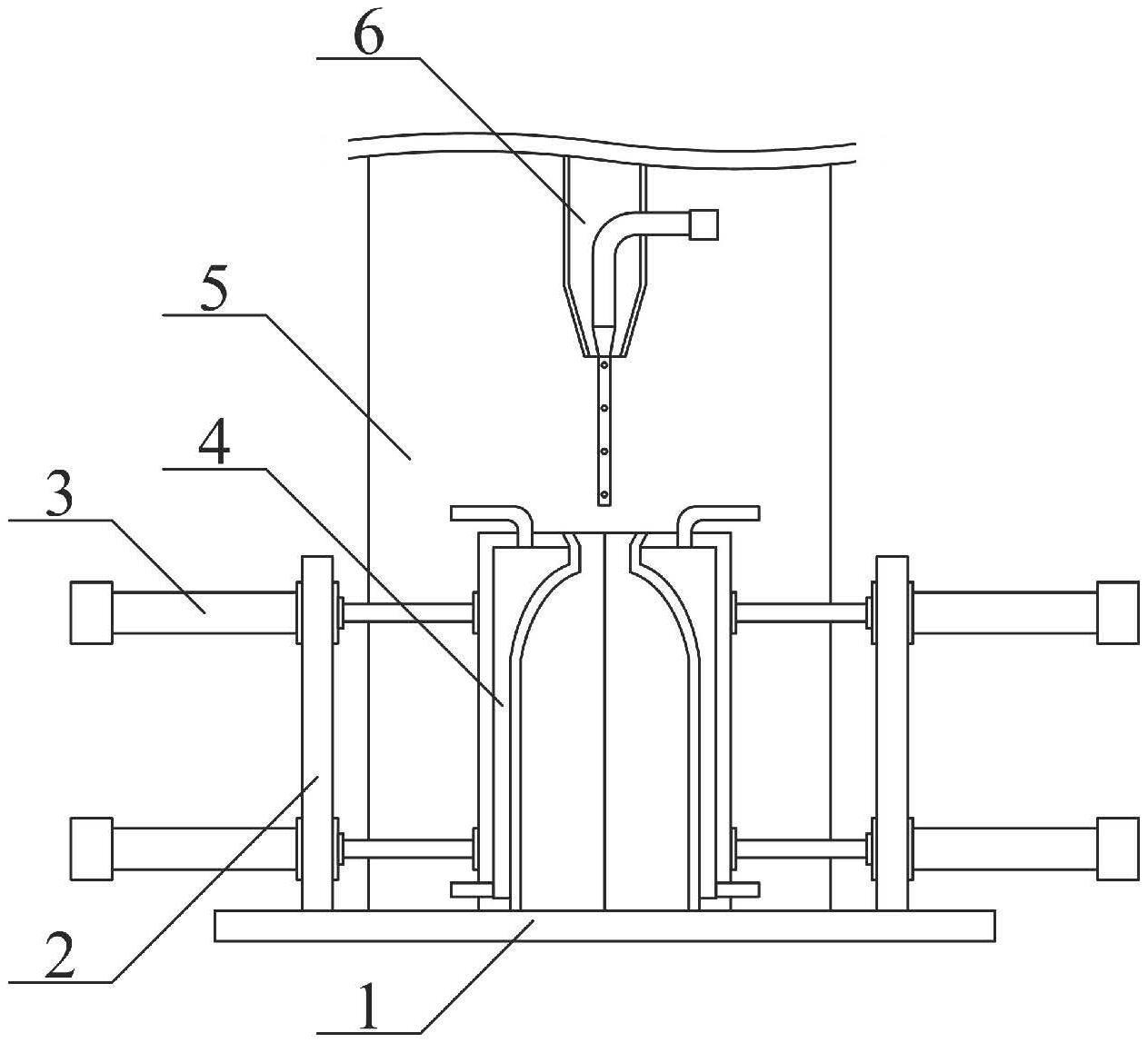
2、其技术方案是这样的:一种轻量化瓶体压吹设备,包括设备底座,所述的设备底座的上部左右两侧分别焊接有侧面支架,侧面支架的侧面上下两部分别螺栓固定有移动气缸,其特征在于,所述的侧面支架的内侧设置有挤压冷却模具,设备底座的后端上部焊接有后部支撑板,后部支撑板的前端设置有高压出料头。
3、优选的,所述的挤压冷却模具包括模具外壳,所述的模具外壳的内侧一体化设置有密封空腔,模具外壳的内侧镶嵌有导热内模,模具外壳的上部与模具外壳的侧面下部一体化设置有进出水管。
4、优选的,所述的高压出料头包括物料挤出头,所述的物料挤出头的内侧镶嵌有吹气弯管,吹气弯管右上部一体化设置有螺纹风管连接头,吹气弯管的下部焊接有延伸出气管。
5、优选的,所述的移动气缸的输出杆与模具外壳的外侧上下两部螺栓连接,并且左右两侧的模具外壳对称设置。
6、优选的,所述的吹气弯管的右侧延伸至物料挤出头的右侧,并且物料挤出头和吹气弯管的连接处焊接在一起。
7、优选的,所述的吹气弯管的下部从物料挤出头的下部出口处向下部延伸。
8、与现有技术相比,本实用新型的有益效果为:
9、1.本实用新型中,所述的模具外壳、密封空腔、导热内模和进出水管的设置,有利于对模具内侧的瓶体快速冷却,提高工作效率。
10、2.本实用新型中,所述的物料挤出头、吹气弯管、螺纹风管连接头和延伸出气管的设置,有利于对玻璃膏的内部进行吹气,并且气流从侧面吹出,减少瓶子重量。
技术特征:
1.一种轻量化瓶体压吹设备,该轻量化瓶体压吹设备,包括设备底座(1),所述的设备底座(1)的上部左右两侧分别焊接有侧面支架(2),侧面支架(2)的侧面上下两部分别螺栓固定有移动气缸(3),其特征在于,所述的侧面支架(2)的内侧设置有挤压冷却模具(4),设备底座(1)的后端上部焊接有后部支撑板(5),后部支撑板(5)的前端设置有高压出料头(6)。
2.如权利要求1所述的轻量化瓶体压吹设备,其特征在于,所述的挤压冷却模具(4)包括模具外壳(41),所述的模具外壳(41)的内侧一体化设置有密封空腔(42),模具外壳(41)的内侧镶嵌有导热内模(43),模具外壳(41)的上部与模具外壳(41)的侧面下部一体化设置有进出水管(44)。
3.如权利要求1所述的轻量化瓶体压吹设备,其特征在于,所述的高压出料头(6)包括物料挤出头(61),所述的物料挤出头(61)的内侧镶嵌有吹气弯管(62),吹气弯管(62)右上部一体化设置有螺纹风管连接头(63),吹气弯管(62)的下部焊接有延伸出气管(64)。
4.如权利要求2所述的轻量化瓶体压吹设备,其特征在于,所述的移动气缸(3)的输出杆与模具外壳(41)的外侧上下两部螺栓连接,并且左右两侧的模具外壳(41)对称设置。
5.如权利要求3所述的轻量化瓶体压吹设备,其特征在于,所述的吹气弯管(62)的右侧延伸至物料挤出头(61)的右侧,并且物料挤出头(61)和吹气弯管(62)的连接处焊接在一起。
6.如权利要求3所述的轻量化瓶体压吹设备,其特征在于,所述的吹气弯管(62)的下部从物料挤出头(61)的下部出口处向下部延伸。
技术总结
本技术提供一种轻量化瓶体压吹设备,包括设备底座,所述的设备底座的上部左右两侧分别焊接有侧面支架,侧面支架的侧面上下两部分别螺栓固定有移动气缸,其特征在于,所述的侧面支架的内侧设置有挤压冷却模具,设备底座的后端上部焊接有后部支撑板,后部支撑板的前端设置有高压出料头;所述的挤压冷却模具包括模具外壳,所述的模具外壳的内侧一体化设置有密封空腔。本技术的有益效果为:通过物料挤出头、吹气弯管、螺纹风管连接头和延伸出气管的设置,有利于对玻璃膏的内部进行吹气,并且气流从侧面吹出,减少瓶子重量。
技术研发人员:王强,尚宪启,李堂都,尚念科,魏鹏,尚绪征
受保护的技术使用者:山东鲁中啤酒原料有限公司
技术研发日:20230509
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!