一种显示用电子玻璃窑炉的减重法自动配料控制系统的制作方法
本发明涉及光电显示用电子玻璃领域,更具体地说,涉及一种显示用电子玻璃窑炉的减重法自动配料控制系统。
背景技术:
1、电子玻璃,一般是指0.1~2mm厚度的超薄浮法玻璃,系指可应用于电子、微电子、光电子领域的一类高技术产品,主要用于制作集成电路以及具有光电、热电、声光、磁光等功能元器件的玻璃材料。
2、配料作为显示用电子玻璃窑炉生产中的关键环节,其效率和精度直接关系着产品产量的高低和质量的优劣,配料控制系统的性能是保证产品能够高效、优质生产的关键。
3、目前,在实际的配料过程中,由于配料过程的停机阶段受到机械惯性和物料流动性等多种随机因素的影响,难以对累计误差和当前误差进行消除,并且多段速配料参数主要靠人工设定,配料效率不高。
4、于是,有鉴于此,针对现有的结构予以研究改良,提供一种显示用电子玻璃窑炉的减重法自动配料控制系统,以期达到更具有更加实用价值的目的。
技术实现思路
1、1.要解决的技术问题
2、针对现有技术中存在的问题,本发明的目的在于提供一种显示用电子玻璃窑炉的减重法自动配料控制系统,它可以降低系统故障的风险,且不会增加额外的误差,解决了增重法配料工艺在停机时存在空中余料的问题,提高了配料的精度,同时,提高了配料中的效率。
3、2.技术方案
4、为解决上述问题,本发明采用如下的技术方案。
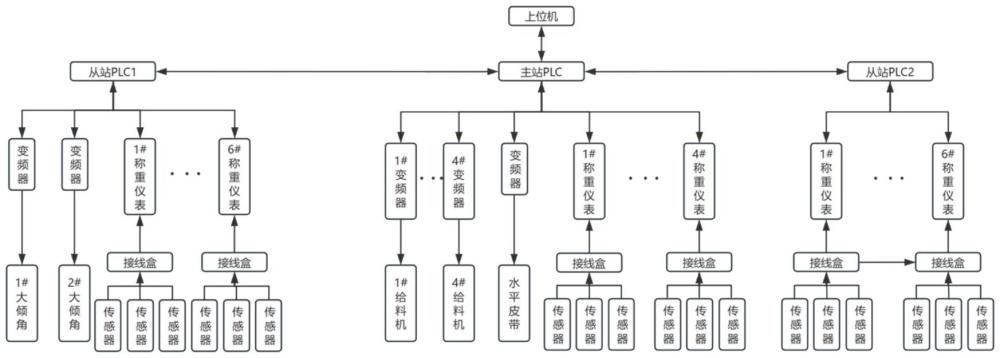
5、一种显示用电子玻璃窑炉的减重法自动配料控制系统,包括配料控制系统,所述配料控制系统中设置有上位机、下位机和三个控制柜,一号控制柜中设置有主站plc,二号控制柜中均设置有从站plc1,三号控制柜中设置有从站plc2,且一号控制柜、二号控制柜和三号控制柜之间通过以太网交换机进行网络的互联互通,上位机与主站plc之间通过以太网交换机进行网络的互联互通,下位机与主站plc、从站plc1和从站plc2之间通过以太网交换机实现网络的互联互通;
6、所述主站plc、从站plc1和从站plc2均通过电路连接有若干个变频器,和若干个称重仪表,位于主站plc中的变频器连接并控制有给料机和水平皮带,位于从站plc1中的变频器连接并控制有水平皮带倾角,位于主站plc、从站plc1和从站plc2中的称重仪表均对应连接有接线盒,并由接线盒连接有对应的称重传感器;
7、所述配料控制系统的控制下设置有电气子系统,通信子系统和软件子系统;
8、所述电气子系统中的电气元件包括接触器、接线端子、断路器、中间继电器、熔断器、按钮、指示灯、电源以及电压电流显示仪表,且接触器、接线端子、中间继电器、熔断器、按钮、指示灯、电源以及电压电流显示仪表中的电路均从断路器处接出;
9、所述通信子系统支持的协议类型包括prof i net、opc、tcp、s7和modbus,其通过协议建立的通信渠道包括现场设备与主站plc及从站plc1、从站plc2之间的通信渠道、主站plc与从站plc1、从站plc2之间的通信渠道,以及上位机与主站plc之间的通信渠道;
10、所述软件子系统包括上位机软件和下位机软件。
11、进一步的,所述上位机用于进行实时监控、参数设定和数据管理,所述下位机用于过程控制、称重信号数据采集和建立plc之间的通讯和逻辑关系。
12、进一步的,控制柜中选用的称重传感器为膜盒称重传感器,且称重传感器与称重仪表为一体化安装连接;
13、控制柜中选用的变频器直接与主站plc、从站plc1和从站plc2进行现场总线控制。
14、进一步的,所述通信子系统中,现场设备与主站plc、从站plc1和从站plc2之间的通信渠道中,称重仪表和变频器共同支持modbus通讯协议。
15、进一步的,所述通信子系统中,主站plc与从站plc1、从站plc2之间的通信渠道中,采用的是s7通讯协议。
16、进一步的,所述通信子系统中,上位机与主站plc之间的通信渠道中,采用的是opc通讯协议。
17、进一步的,所述上位机软件包括采集软件和上位监控软件,且采集软件和上位监控软件均通过网络连接到数据库。
18、进一步的,所述下位机s7-1200系列plc支持ob、fb、fc和db。
19、进一步的,所述下位机软件中包括有主程序、加料子程序、配料子程序、输送子程序和料仓切换子程序;
20、主程序中设置有程序调用模块,且程序调用模块的操作模式包括手动模式和自动模式。
21、3.有益效果
22、相比于现有技术,本发明的优点在于:
23、本方案,由于plc接收的都是通信讯号,可以降低系统故障的风险,且不会增加额外的误差,同时通过对配料工艺流程的比较分析,确定采用减重法配料工艺,大幅提高了配料系统的效率,并且彻底解决了增重法配料工艺在停机时存在空中余料的问题,间接提高了配料的精度,同时,提高了配料中的效率。
技术特征:
1.一种显示用电子玻璃窑炉的减重法自动配料控制系统,包括配料控制系统,其特征在于:所述配料控制系统中设置有上位机、下位机和三个控制柜,一号控制柜中设置有主站plc,二号控制柜中均设置有从站plc1,三号控制柜中设置有从站plc2,且一号控制柜、二号控制柜和三号控制柜之间通过以太网交换机进行网络的互联互通,上位机与主站plc之间通过以太网交换机进行网络的互联互通,下位机与主站plc、从站plc1和从站plc2之间通过以太网交换机实现网络的互联互通;
2.根据权利要求1所述的一种显示用电子玻璃窑炉的减重法自动配料控制系统,其特征在于:所述上位机用于进行实时监控、参数设定和数据管理,所述下位机用于过程控制、称重信号数据采集和建立plc之间的通讯和逻辑关系。
3.根据权利要求1所述的一种显示用电子玻璃窑炉的减重法自动配料控制系统,其特征在于:控制柜中选用的称重传感器为膜盒称重传感器,且称重传感器与称重仪表为一体化安装连接;
4.根据权利要求1所述的一种显示用电子玻璃窑炉的减重法自动配料控制系统,其特征在于:所述通信子系统中,现场设备与主站plc、从站plc1和从站plc2之间的通信渠道中,称重仪表和变频器共同支持modbus通讯协议。
5.根据权利要求1所述的一种显示用电子玻璃窑炉的减重法自动配料控制系统,其特征在于:所述通信子系统中,主站plc与从站plc1、从站plc2之间的通信渠道中,采用的是s7通讯协议。
6.根据权利要求1所述的一种显示用电子玻璃窑炉的减重法自动配料控制系统,其特征在于:所述通信子系统中,上位机与主站plc之间的通信渠道中,采用的是opc通讯协议。
7.根据权利要求1所述的一种显示用电子玻璃窑炉的减重法自动配料控制系统,其特征在于:所述上位机软件包括采集软件和上位监控软件,且采集软件和上位监控软件均通过网络连接到数据库。
8.根据权利要求1所述的一种显示用电子玻璃窑炉的减重法自动配料控制系统,其特征在于:所述下位机s7-1200系列plc支持ob、fb、fc和db。
9.根据权利要求1所述的一种显示用电子玻璃窑炉的减重法自动配料控制系统,其特征在于:所述下位机软件中包括有主程序、加料子程序、配料子程序、输送子程序和料仓切换子程序;
技术总结
本发明公开了一种显示用电子玻璃窑炉的减重法自动配料控制系统,属于光电显示用电子玻璃领域,一种显示用电子玻璃窑炉的减重法自动配料控制系统,包括配料控制系统,配料控制系统中设置有上位机、下位机和三个控制柜,一号控制柜中设置有主站PLC,二号控制柜中均设置有从站PLC1,三号控制柜中设置有从站PLC2,且三个控制柜之间通过以太网交换机进行网络的互联互通,上位机与主站PLC之间通过以太网交换机进行网络的互联互通,下位机与主站PLC、从站PLC1和从站PLC2之间通过以太网交换机实现网络的互联互通。它可以降低系统故障的风险,且不会增加额外的误差,解决了增重法配料工艺在停机时存在空中余料的问题,提高了配料的精度,同时,提高了配料中的效率。
技术研发人员:王亚南,宋兴晨,丁文明,林海靖
受保护的技术使用者:青岛融合光电科技有限公司
技术研发日:
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!