一种M4-M6中直径C/SiC陶瓷基复合材料螺栓的制备方法与流程
本发明涉及螺栓加工,具体涉及一种m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法。
背景技术:
1、陶瓷基复合材料是以陶瓷为基体与各种纤维复合的一类复合材料,陶瓷基体可为氮化硅、碳化硅等高温结构陶瓷,这些先进陶瓷具有耐高温、高强度和刚度、相对重量较轻、抗腐蚀等优异性能,而其致命的弱点是具有脆性,处于应力状态时,会产生裂纹,甚至断裂导致材料失效,而采用高强度、高弹性的纤维与基体复合,则是提高陶瓷韧性和可靠性的一个有效的方法,纤维能阻止裂纹的扩展,从而得到有优良韧性的纤维增强陶瓷基复合材料,陶瓷基复合材料已用作液体火箭发动机喷管、导弹天线罩、航天飞机鼻锥、飞机刹车盘和高档汽车刹车盘等,成为高技术新材料的一个重要分支。
2、螺栓:机械零件,配用螺母的圆柱形带螺纹的紧固件。由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。
3、现有的螺栓在实际使用的过程中,作用于一些高强度的设备上时,螺栓使用过程中存在强度不足,从而容易出现断裂的情况,影响设备的安全性,因此,我们提出了m4-m6中直径c/sic陶瓷基复合材料螺栓制备方法。
技术实现思路
1、为了解决上述技术问题,本发明的目的是提供一种m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,以解决现有再一些高强度设备中,螺栓在使用过程中存在强度不足,容易出现断裂,影响设备安全性的问题。
2、本发明解决上述技术问题的技术方案如下:
3、一种m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,包括以下步骤:
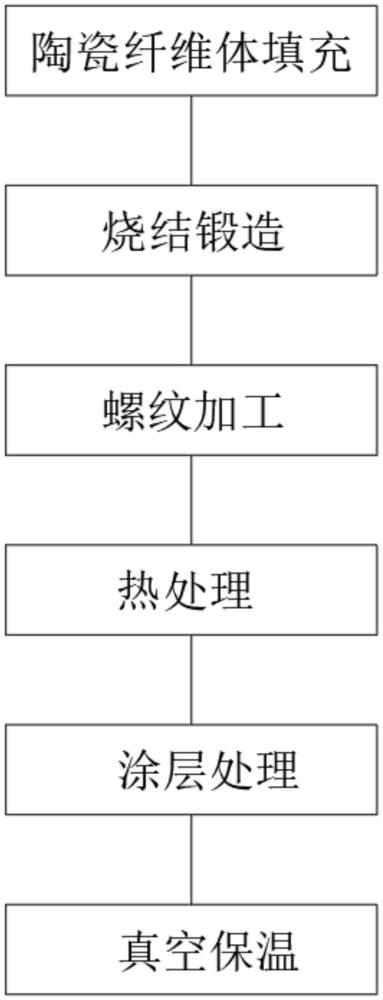
4、步骤一:使用陶瓷纤维编制和叠层,形成陶瓷纤维体,然后将sic基体填充入陶瓷纤维体,得到预制体;
5、步骤二:对预制体进行高温烧结、锻造和加工,得到螺栓坯体;
6、步骤三:将螺栓坯体依次进行热处理、表面涂层处理和真空保温处理,制得。
7、本发明的有益效果为:本发明通过采用陶瓷纤维进行编制和叠层,形成陶瓷纤维体,然后利用化学气象渗透技术,将sic基体渗透入陶瓷纤维体中,形成更加致密的材料,最后经过锻造以及热处理工艺将材料加工为陶瓷复合基材料的螺栓,从而能够显著地提升螺栓的强度,使其能够满足各种高强度设备中的应用,显著地提升了螺栓的力学性能。
8、进一步地,步骤一中编制和叠层的方式为三位五项编制法。
9、进一步地,步骤一中填充的方式为化学气象渗透法,填充的密度为1.5-2.2g/cm3。
10、采用上述进一步技术方案的有益效果为:本发明采用化学气象渗透技术进行填充,将气相反应形成的sic物质渗透到低密度的陶瓷纤维体中,形成了更加致密的材料,完成致密化。化学气相渗透技术的致密化过程,首先是气相物质沿着界面和孔隙扩散,然后是沉积的物质被吸附,被吸附物质的反应,反应产物进一步扩散。
11、进一步地,步骤二中高温烧结的温度为1600-2000℃,时间为30-120min。
12、采用上述进一步技术方案的有益效果为:本发明通过高温烧结的方式使得材料在高温条件下发生塑性变形,形成柱体结构,便于后续加工。
13、进一步地,步骤二中加工方式包括车削、钻孔、铰孔、镗孔和攻丝。
14、采用上述进一步技术方案的有益效果为:本发明对形成柱体的材料进行车削、钻孔、铰孔、镗孔和攻丝等方式进行表面尺寸和精度的加工,保障了螺栓表面尺寸和精度符合要求。
15、进一步地,步骤三中热处理包括回火、淬火和正火。
16、进一步地,回火的温度为500-600℃,时间为30-90min;所述淬火的温度为800-900℃,时间为30-90min;所述正火的温度为850-950℃,时间为20-40min。
17、采用上述进一步技术方案的有益效果为:本发明通过回火、淬火和正火三种方式对螺栓进行热处理,通过回火可以减轻锻造和加工过程中产生的应力,提高螺栓的韧性,通过淬火可以提高螺栓的硬度和强度,通过正火可以提高螺栓的韧性和塑性。
18、进一步地,步骤三中表面涂层处理的方式为采用化学气相沉积法在螺栓坯体表面制备陶瓷涂层。
19、采用上述进一步技术方案的有益效果为:本发明通过对螺栓表面进行涂层处理的方式,使螺栓表面形成一层保护层,提升了螺栓的抗腐蚀能力。
20、进一步地,步骤三中真空保温处理的温度为800-1200℃,时间为5-8h。
21、本发明具有以下有益效果:
22、本发明通过采用陶瓷纤维进行编制和叠层,形成陶瓷纤维体,然后利用化学气象渗透技术,将sic基体渗透入陶瓷纤维体中,形成更加致密的材料,最后经过锻造以及热处理工艺将材料加工为陶瓷复合基材料的螺栓,从而能够显著地提升螺栓的强度,使其能够满足各种高强度设备中的应用,显著地提升了螺栓的力学性能。
技术特征:
1.一种m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,其特征在于,所述步骤一中编制和叠层的方式为三位五项编制法。
3.根据权利要求1所述的m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,其特征在于,所述步骤一中填充的方式为化学气象渗透法,填充密度为1.5-2.2g/cm3。
4.根据权利要求1所述的m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,其特征在于,所述步骤二中高温烧结的温度为1600-2000℃,时间为30-120min。
5.根据权利要求1所述的m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,其特征在于,所述步骤二中加工方式包括车削、钻孔、铰孔、镗孔和攻丝。
6.根据权利要求1所述的m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,其特征在于,所述步骤三中热处理包括回火、淬火和正火。
7.根据权利要求6所述的m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,其特征在于,所述回火的温度为500-600℃,时间为30-90min;所述淬火的温度为800-900℃,时间为30-90min;所述正火的温度为850-950℃,时间为20-40min。
8.根据权利要求1所述的m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,其特征在于,所述步骤三中表面涂层处理的方式为采用化学气相沉积法在螺栓坯体表面制备陶瓷涂层。
9.根据权利要求1所述的m4-m6中直径c/sic陶瓷基复合材料螺栓的制备方法,其特征在于,所述步骤三中真空保温处理的温度为800-1200℃,时间为5-8h。
技术总结
本发明公开了一种M4‑M6中直径C/SiC陶瓷基复合材料螺栓的制备方法,属于螺栓加工技术领域。其制备方法包括以下步骤:步骤一:使用陶瓷纤维编制和叠层,形成陶瓷纤维体,然后将SiC基体填充入陶瓷纤维体,得到预制体;步骤二:对预制体进行高温烧结、锻造和加工,得到螺栓坯体;步骤三:将螺栓坯体依次进行热处理、表面涂层处理和真空保温处理,制得。本发明通过采用陶瓷纤维进行编制和叠层,然后利用化学气象渗透技术,将SiC基体渗透入陶瓷纤维体中,形成致密材料,最后经过锻造以及热处理工艺将材料加工为陶瓷复合基材料的螺栓,能够显著地提升螺栓的强度,使其能够满足各种高强度设备中的应用,显著地提升了螺栓的力学性能。
技术研发人员:张毅,成来飞,叶昉,穆阳阳,李晓萍
受保护的技术使用者:西安鑫垚陶瓷复合材料股份有限公司
技术研发日:
技术公布日:2024/11/14
- 还没有人留言评论。精彩留言会获得点赞!