一种玻璃牵引成型装置的制作方法
本发明涉及技术液晶基板玻璃制造领域,尤其涉及一种玻璃牵引成型装置。
背景技术:
1、在采用溢流下拉法生产液晶基板玻璃的制造过程中,玻璃板的厚度取决于熔解引出量的大小、溢流砖的结构设计,玻璃板定型前各区加热棒,加热器功率的大小和分布,成型厚度调节风流量,以及牵引辊垂直下拉的速度等,随着基板玻璃适应市场薄型化的发展和面板厂家对产品分辨率等品质不断提高的要求,对基板玻璃成型厚度品位不断提出更高的要求。
2、在同一型号玻璃的成型加工过程中,由于玻璃的长和宽为定值,而牵引辊垂直下拉的速度保持不变,因此,玻璃板的厚度随板重的变化而变化,且玻璃板的厚度变化会导致牵引辊在垂直下拉过程中的速度发生变化,因此为保证玻璃板的成品品质,维持牵引辊的垂直下拉速度稳定是亟待解决的问题。
技术实现思路
1、为解决上述背景技术中存在的技术问题,本发明提出一种玻璃牵引成型装置。
2、为实现上述目的,本发明提供如下技术方案:
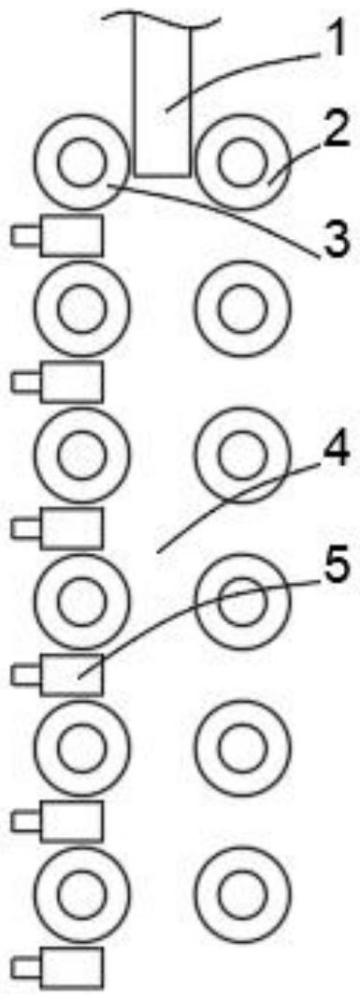
3、一种玻璃牵引成型装置,其特征在于,装置内具有竖直布置的流道,流道的延伸方向竖直向下,流道尺寸适配于预设的玻璃制品厚度与宽度,流道具有引入溢流玻璃的进口以及引出固化后玻璃制品的出口,装置包括:由第一辊体和第二辊体组成的辊组、连接第一辊体和第二辊体的动力组件、厚度传感器以及控制器,第一辊体和第二辊体均水平布置,第一辊体与第二辊体平行布置,第一辊体和第二辊体均位于装置内,第一辊体和第二辊体分别与流经流道内第一位置的玻璃两侧相贴,厚度传感器用于实时检测靠近第一位置下游的玻璃的即时厚度,控制器通信连接厚度传感器并控制连接动力组件,当厚度传感器实时检测到的玻璃厚度不达标时,控制器通过控制动力组件调控第一辊体和第二辊体的转速和/或转动方向,以调节上游玻璃厚度达标。
4、优选地,当实时检测到的玻璃厚度不达标时,控制器通过控制动力组件调控第一辊体和第二辊体的转速和/或转动方向,以调节上游玻璃厚度达标具体为:当实时检测到的玻璃厚度低于预设时,调整第一辊体和第二辊体自转以形成对玻璃第一位置的减速;当实时检测到的玻璃厚度高于预设时,调整第一辊体和第二辊体自转以形成对玻璃第一位置的加速。
5、优选地,包括多个在竖直方向上依次间隔布置的辊组以及与多个辊组一一对应的多个厚度传感器以实现对流经流道内玻璃的多个位置进行厚度的实时调节。
6、优选地,调整第一辊体和第二辊体自转以形成对玻璃第一位置的减速具体为:调整第一辊体和第二辊体的自转方向和速度,使得第一辊体和第二辊体对玻璃第一位置上游施加向上的切向力以形成对玻璃第一位置的减速;调整第一辊体和第二辊体自转以形成对玻璃第一位置的加速具体为:调整第一辊体和第二辊体的自转方向和速度,使得第一辊体和第二辊体对玻璃第一位置上游施加向下的切向力以形成对玻璃第一位置的加速。
7、优选地,控制器在通过控制动力组件调控第一辊体和第二辊体的转速和/或转动方向,并将上游玻璃厚度调节至达标后还包括:控制器通过控制动力组件调控第一辊体和第二辊体的转速和/或转动方向至第一辊体和第二辊体对玻璃在竖直方向的牵引力为零。
8、与现有技术相比较,本发明的有益效果是:
9、与现有技术相比较,通过厚度传感器实时检测玻璃基板的厚度,并将数据反馈给控制器,以使得动力组件能够根据厚度传感器实时检测的数据对第一辊体和第二辊体的转速和/或转动方向进行调控,使玻璃基板在成型加工过程中保持厚度的一致性,避免玻璃基板板厚发生波动,以提高玻璃基板的成品品质。
技术特征:
1.一种玻璃牵引成型装置,其特征在于,装置内具有竖直布置的流道(4),流道(4)的延伸方向竖直向下,流道(4)尺寸适配于预设的玻璃制品厚度与宽度,流道(4)具有引入溢流玻璃的进口以及引出固化后玻璃制品的出口,装置包括:由第一辊体(2)和第二辊体(3)组成的辊组、连接第一辊体(2)和第二辊体(3)的动力组件、厚度传感器(5)以及控制器(7),第一辊体(2)和第二辊体(3)均水平布置,第一辊体(2)与第二辊体(3)平行布置,第一辊体(2)和第二辊体(3)均位于装置内,第一辊体(2)和第二辊体(3)分别与流经流道(4)内第一位置的玻璃两侧相贴,厚度传感器(5)用于实时检测靠近第一位置下游的玻璃的即时厚度,控制器(7)通信连接厚度传感器(5)并控制连接动力组件,当厚度传感器(5)实时检测到的玻璃厚度不达标时,控制器(7)通过控制动力组件调控第一辊体(2)和第二辊体(3)的转速和/或转动方向,以调节上游玻璃厚度达标。
2.根据权利要求1所述的玻璃牵引成型装置,其特征在于,当实时检测到的玻璃厚度不达标时,控制器(7)通过控制动力组件调控第一辊体(2)和第二辊体(3)的转速和/或转动方向,以调节上游玻璃厚度达标具体为:当实时检测到的玻璃厚度低于预设时,调整第一辊体(2)和第二辊体(3)自转以形成对玻璃第一位置的减速;当实时检测到的玻璃厚度高于预设时,调整第一辊体(2)和第二辊体(3)自转以形成对玻璃第一位置的加速。
3.根据权利要求1所述的玻璃牵引成型装置,其特征在于,包括多个在竖直方向上依次间隔布置的辊组以及与多个辊组一一对应的多个厚度传感器(5)以实现对流经流道(4)内玻璃的多个位置进行厚度的实时调节。
4.根据权利要求2所述的玻璃牵引成型装置,其特征在于,调整第一辊体(2)和第二辊体(3)自转以形成对玻璃第一位置的减速具体为:调整第一辊体(2)和第二辊体(3)的自转方向和速度,使得第一辊体(2)和第二辊体(3)对玻璃第一位置上游施加向上的切向力以形成对玻璃第一位置的减速;调整第一辊体(2)和第二辊体(3)自转以形成对玻璃第一位置的加速具体为:调整第一辊体(2)和第二辊体(3)的自转方向和速度,使得第一辊体(2)和第二辊体(3)对玻璃第一位置上游施加向下的切向力以形成对玻璃第一位置的加速。
5.根据权利要求2所述的玻璃牵引成型装置,其特征在于,所述控制器(7)在通过控制动力组件调控第一辊体(2)和第二辊体(3)的转速和/或转动方向,并将上游玻璃厚度调节至达标后还包括:控制器(7)通过控制动力组件调控第一辊体(2)和第二辊体(3)的转速和/或转动方向至第一辊体(2)和第二辊体(3)对玻璃在竖直方向的牵引力为零。
技术总结
本发明涉及技术液晶基板玻璃制造领域,尤其涉及一种玻璃牵引成型装置,其特征在于,装置内具有竖直布置的流道,流道的延伸方向竖直向下,流道尺寸适配于预设的玻璃制品厚度与宽度,流道具有引入溢流玻璃的进口以及引出固化后玻璃制品的出口,装置包括:由第一辊体和第二辊体组成的辊组、连接第一辊体和第二辊体的动力组件、厚度传感器以及控制器,第一辊体和第二辊体均水平布置,第一辊体与第二辊体平行布置,第一辊体和第二辊体均位于装置内,第一辊体和第二辊体分别与流经流道内第一位置的玻璃两侧相贴,厚度传感器用于实时检测靠近第一位置下游的玻璃的即时厚度,控制器通信连接厚度传感器并控制连接动力组件。
技术研发人员:全波波,谢思桐,鲁仁浩
受保护的技术使用者:彩虹(合肥)液晶玻璃有限公司
技术研发日:
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!