一种多层模组单晶高温合金生长过程中枝晶间距的控制方法
:本发明涉及单晶高温合金,具体涉及一种多层模组单晶高温合金生长过程中枝晶间距的控制方法。
背景技术
0、
背景技术:
1、在航空发动机技术发展进步的过程中,单晶高温合金涡轮叶片占据了核心地位。随着工艺和技术的发展,单晶高温合金叶片的尺寸规格和复杂程度不断提高,这已成为提升发动机关键热端部件整体性能的有效途径,也是不可避免的趋势。现阶段通常采用定向凝固技术制备这种高性能单晶高温合金涡轮叶片,其中在模组底部使用水冷铜盘冷却的高速凝固(hrs)法操作简便,且不会对合金成分产生污染,在国内广泛用于工业化生产。然而,传统hrs工艺面临诸多挑战。首先,在定向凝固过程中,随着固液界面逐渐升高远离水冷铜盘,整个模组的主导散热机制由型壳内部的热传导逐渐变为型壳外部的辐射散热,这会导致固液界面前沿的温度梯度迅速下降。其次,常规的hrs法单晶炉,主要通过安装在炉壁上的加热组件和水冷环向炉内发生径向辐射实现整个单晶高温合金模组的加热和冷却,这会导致模组中靠近炉体一侧的区域升温和冷却速度较快从而具备较高的温度梯度,而远离炉体的一侧的区域升温和冷却速度较慢进而导致温度梯度较低,存在明显的阴影效应。这使得hrs法制备的单晶高温合金尤其是多层模组单晶合金的成品出现多种缺陷,其中枝晶粗大是最主要的问题之一,这种现象会导致叶片性能的波动和寿命的缩短。因此,为了解决这些问题,我们需要优化多层模组单晶高温合金在定向凝固过程中的温度场分布,提高固液前沿界面的温度梯度,从而控制枝晶之间的间距。这些措施对于提升单晶叶片的质量和性能至关重要,也是未来研究的重点。
技术实现思路
0、
技术实现要素:
1、本发明的目的在于提供一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,该方法通过在多层模组单晶高温合金陶瓷型壳中心添加石墨导热体中心柱,有效调控了凝固过程的温度场分布,从而解决多层模组单晶高温合金定向凝固过程中由于阴影效应导致内部散热缓慢引起的等温线倾斜和枝晶粗化问题,减少了单晶叶片铸造缺陷的形成,有效的提高了单晶叶片的生产合格率。
2、本发明的技术方案是:
3、一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,包括以下步骤:
4、步骤1,将预先制备带有石墨中心柱的多层模组单晶合金陶瓷型壳固定在多层模组定向凝固设备可升降支架的水冷铜盘上;
5、步骤2,将母合金原料加入到多层模组定向凝固设备熔炼室上部的熔炼炉内,在保持设备内部所有工作区域密闭真空的状态下进行母合金熔炼,于此同时多层模组单晶合金陶瓷型壳将同步进行预热,所述单晶合金的母合金原料为dd5镍基单晶高温合金;
6、步骤3,待母合金熔炼完成后,静置,控制熔炼炉将合金液倒入多层模组单晶合金陶瓷型壳中,完成浇注充型,并进行保温;
7、步骤4,装有合金液的多层模组单晶合金陶瓷型壳在传动装置的带动下抽拉进入凝固腔,实现定向凝固,结束定向凝固过程后,等待冷却完成,解除炉内真空状态,取出多层模组单晶合金陶瓷型壳;
8、步骤5,去除陶瓷型壳,切去顶注盘和螺旋选晶器引晶段,获得小枝晶间距单晶高温合金试棒。
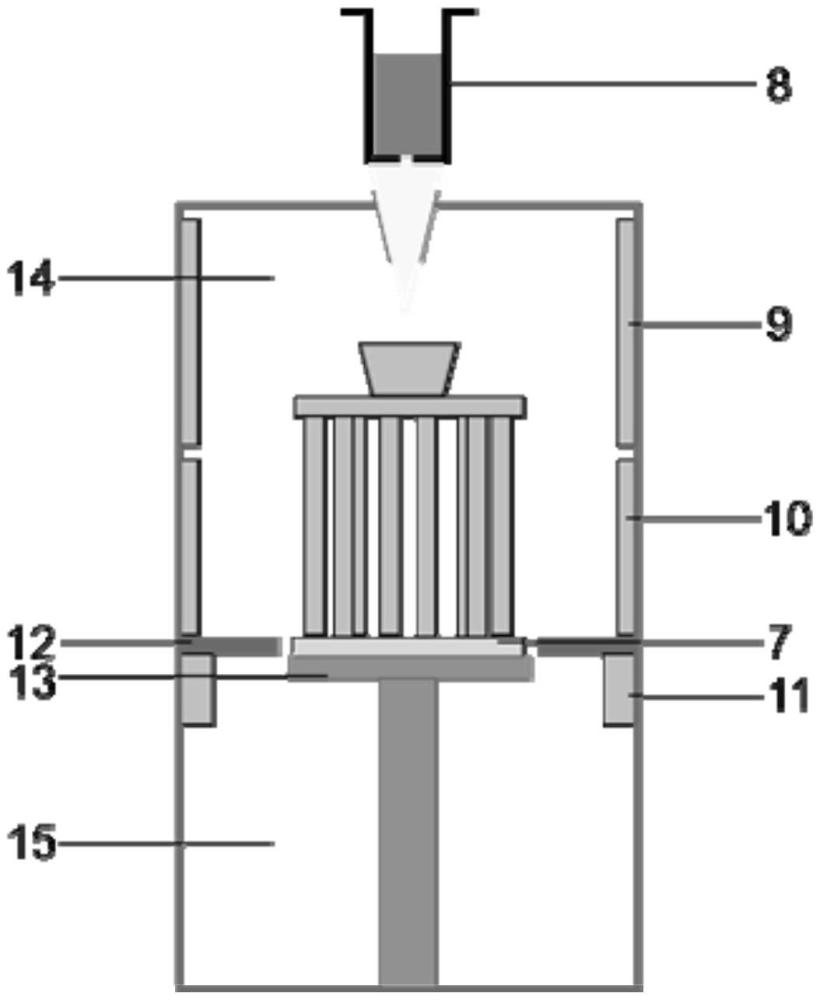
9、所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,步骤1中,多层模组定向凝固设备为具有环形加热组件和水冷装置的定向凝固炉,该定向凝固炉包括竖直排列在熔炼室的上下两个环形加热组件、位于凝固腔的水冷环冷却组件、可升降支架和隔热挡板;其中,上下两个环形加热组件和一个水冷环冷却组件分别位于可升降支架初始位置的上部和下部,且由环形隔热挡板阻挡,实现熔炼室与凝固腔的分离。
10、所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,竖直排列在熔炼室的两个环形加热组件温度分别为上区1470℃±20℃和下区1520℃±20℃。
11、所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,步骤1中,石墨中心柱尺寸为φ40~60mm,多层模组单晶合金陶瓷型壳在底部中心预留直径大于石墨中心柱尺寸的圆形开口,用于安装石墨中心柱。
12、所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,多层模组单晶合金陶瓷型壳的浇口杯与水冷铜盘之间通过石墨中心柱连接,石墨中心柱位于浇口杯与水冷铜盘的中心轴线处。
13、所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,步骤2中,熔炼过程真空处理条件为熔炼室内气压低于7pa。
14、所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,步骤2中,母合金熔炼温度为1520℃±20℃,多层模组单晶合金陶瓷型壳预热温度与母合金熔炼温度保持一致。
15、所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,步骤3中,母合金熔炼完成后,静置时间为1~3min。
16、所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,步骤3中,合金液浇注完成后,保温时间为4~6min。
17、所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,步骤4中,抽拉速度为4~6mm/min。
18、本发明的设计思想是:
19、为了解决多层模组制备的单晶合金叶片出现枝晶粗大进而导致叶片性能波动和寿命缩短,本发明以优化多层模组单晶高温合金在定向凝固过程中的温度场分布,提高固液前沿界面的温度梯度,控制枝晶之间的间距,提升单晶叶片的质量和性能为目标,通过在多层模组ni基单晶高温合金型壳中心使用石墨柱作为中心柱,提升多层模组单晶型壳散热能力,调控定向凝固过程中的横向温度场提升固液界面前沿温度梯度,获得枝晶间距较小的单晶高温合金铸件。
20、本发明的优点及有益效果是:
21、1、本发明在不改变铸造工艺的条件下改善了多层模组单晶高温合金在定向凝固过程中因辐射散热的阴影效应导致的枝晶间距过大和等温线倾斜问题,有效提高了单晶叶片大批生产的合格率。
22、2、进一步地,抽拉速率为4~6mm/min,抽拉速率过快会导致等温线倾斜,过慢会导致枝晶间距增大,因此将抽拉速率限定在了4~6mm/min。
23、3、进一步地,浇注时保证熔炼室中真空度低于7pa,熔炼温度为1520℃,多层模组单晶合金陶瓷型壳预热温度与母合金熔炼温度保持一致;同时在型壳中心添加了石墨中心柱,可以使单晶合金模组内外两层试棒受热更加均匀,并且石墨柱优异的导热性使得陶瓷型壳的散热能力得到提升,进而提高了固液界面前沿的温度梯度,从而控制了枝晶间距,这一改进措施对于提升单晶合金的冶金质量和服役性能具有积极的影响。
技术特征:
1.一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,步骤1中,多层模组定向凝固设备为具有环形加热组件和水冷装置的定向凝固炉,该定向凝固炉包括竖直排列在熔炼室的上下两个环形加热组件、位于凝固腔的水冷环冷却组件、可升降支架和隔热挡板;其中,上下两个环形加热组件和一个水冷环冷却组件分别位于可升降支架初始位置的上部和下部,且由环形隔热挡板阻挡,实现熔炼室与凝固腔的分离。
3.根据权利要求2所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,竖直排列在熔炼室的两个环形加热组件温度分别为上区1470℃±20℃和下区1520℃±20℃。
4.根据权利要求1所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,步骤1中,石墨中心柱尺寸为φ40~60mm,多层模组单晶合金陶瓷型壳在底部中心预留直径大于石墨中心柱尺寸的圆形开口,用于安装石墨中心柱。
5.根据权利要求4所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,多层模组单晶合金陶瓷型壳的浇口杯与水冷铜盘之间通过石墨中心柱连接,石墨中心柱位于浇口杯与水冷铜盘的中心轴线处。
6.根据权利要求1所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,步骤2中,熔炼过程真空处理条件为熔炼室内气压低于7pa。
7.根据权利要求1所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,步骤2中,母合金熔炼温度为1520℃±20℃,多层模组单晶合金陶瓷型壳预热温度与母合金熔炼温度保持一致。
8.根据权利要求1所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,步骤3中,母合金熔炼完成后,静置时间为1~3min。
9.根据权利要求1所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,步骤3中,合金液浇注完成后,保温时间为4~6min。
10.根据权利要求1所述的一种多层模组单晶高温合金生长过程中枝晶间距的控制方法,其特征在于,步骤4中,抽拉速度为4~6mm/min。
技术总结
本发明涉及单晶高温合金技术领域,具体涉及一种多层模组单晶高温合金生长过程中枝晶间距的控制方法。将预先制备带有石墨中心柱的多层模组单晶合金陶瓷型壳固定在多层模组定向凝固设备可升降支架的水冷铜盘上;待母合金熔炼完成后,静置,控制熔炼炉将合金液倒入多层模组单晶合金陶瓷型壳中;装有合金液的多层模组单晶合金陶瓷型壳在传动装置的带动下抽拉进入凝固腔,实现定向凝固,获得小枝晶间距单晶高温合金试棒。本发明在不改变铸造工艺的条件下改善了多层模组单晶高温合金在定向凝固过程中因辐射散热的阴影效应导致的枝晶间距过大和等温线倾斜问题,有效提高了单晶叶片大批生产的合格率。
技术研发人员:周亦胄,张皓宇,高雪峰,刘家宝,王亮,邹明科,孟杰,李金国
受保护的技术使用者:中国科学院金属研究所
技术研发日:
技术公布日:2025/1/13
- 还没有人留言评论。精彩留言会获得点赞!