一种大尺寸异形玻璃瓶的成型方法与流程
本发明属于玻璃瓶生产,具体是一种大尺寸异形玻璃瓶的成型方法。
背景技术:
1、玻璃瓶的制造指的是一种通过事先设定好的形状或尺寸,以此为模具,添加入热玻璃料液到已经成型的模具当中,然后利用増加压力来做成形状,通常有压、吹、拉等成型制作的方法,吹制成型指的是一种将已经受热变软的玻璃初步模型导入空压气,最后吹制成所需的大尺寸异形玻璃瓶,其内部呈现中空状态,通常以此来制作日用玻璃瓶罐、灯泡等产品。
2、在申请号为202411194526.8的一种玻璃制品的吹制成型设备及方法的中国专利中,通过滴料落入初模模具内,闷头模向初模模具内供气加压,将滴料填充在芯杆与两个口钳模具之间,从而形成口颈形状,然后滴料在初模模具的约束下形成雏形料,随后初模模具打开,曲臂将雏形料翻转至底模的上方后,成型模具抱合,对雏形料进行二次吹胀定型,随后成型模具打开,通过外接的卸料设备将瓶体卸出从而制成玻璃瓶,但是上述在通过成型模具对玻璃瓶进行成型并取出后,成型模具的内壁上容易附着一些灰尘或杂质,会影响对玻璃瓶成型质量的问题,为此我们提出一种大尺寸异形玻璃瓶的成型方法。
技术实现思路
1、本发明的目的在于提供一种大尺寸异形玻璃瓶的成型方法,以解决上述背景技术中提出的技术问题。
2、为实现上述目的,本发明提供如下技术方案:一种大尺寸异形玻璃瓶的成型方法,包括以下步骤:
3、s1、熔融状态的玻璃瓶滴料滴入初模模具中,闷头向初模模具内通入压缩空气,滴料填充在初模模具内,从而形成瓶身雏形与瓶口雏形;
4、s2、初模模具打开,曲臂翻转带动雏形料翻转至成型模具内,驱动底座上方成型模具中的转动模转动并与固定模抱合固定;
5、s3、上吹气件下降至成型模具内,并对雏形料进行二次吹胀定型,驱动电机带动成型模具中的转动模转动打开,同时弧形板转动,对打开后的成型模具内部进行降温;
6、s4、随后打开的转动模反转至成型模具背面,通过外接的卸料设备将成型后的瓶体卸出;
7、s5、铁齿轮下降不再与上齿环啮合,弧形板再次转动至成型模具正面对成型模具的内壁进行吹扫,将附着的杂质和异物进行吹扫排出。
8、优选的,步骤s2中的底座上设置有成型模具,成型模具包括固定模和转动模,所述底座上设置有吹扫机构,所述吹扫机构包括:
9、清理组件,设置于底座的上方,用于对固定模、转动模内壁上附着的灰尘和异物进行清理;
10、转动组件,设置于清理组件和底座上,用于驱动转动模、清理组件旋转;
11、所述清理组件包括转动设置在底座上的弧形板,所述弧形板上分别固定设置有多组第二弧形管和多组第一弧形管,所述第一弧形管、第二弧形管上均固定设置有多组吸吹嘴,所述底座的内部转动设置有主齿轮。
12、优选的,所述弧形板的顶部固定设置有上齿环,所述上齿环的内壁转动设置有固定架,所述固定架上固定设置有支架。
13、优选的,所述底座上分别固定设置有吸管架和吹管架,所述吸管架与所述第二弧形管之间固定设置有第一伸缩软管,所述吹管架与所述第一弧形管之间固定设置有第二伸缩软管,所述吹管架的底部固定设置有第一接头,所述吸管架的底部固定设置有第二接头。
14、优选的,所述转动组件包括固定在底座一侧的延伸平台,所述延伸平台上分别转动设置有下齿轮和传动齿轮,所述延伸平台上固定设置有驱动电机,所述驱动电机的工作端固定设置有主动齿轮。
15、优选的,所述延伸平台上转动设置有转杆,所述转杆的外部分别设置有电磁铁和铁齿轮,所述铁齿轮的顶部固定设置有限位杆,所述限位杆的顶部穿过所述电磁铁的内部,所述转杆的外部还固定设置有限制圈。
16、优选的,所述底座上设置有限位件,所述限位件包括固定在底座一侧的安装架,所述安装架的内部滑动设置有t形杆。
17、优选的,所述安装架上固定设置有l形板,所述t形杆的一端与所述l形板之间固定设置有连接弹簧,所述主齿轮的外部开设有供所述t形杆的工作端穿入的限位孔。
18、优选的,所述固定模、所述转动模的顶部均固定设置有口型模,所述口型模上设置有封堵件,所述封堵件包括堵盘,所述口型模的顶部转动设置有转动轴,所述堵盘的底部固定设置有橡胶盘。
19、优选的,所述口型模上设置有上吹气头,所述口型模的内壁固定设置有口钳模体。
20、与现有技术相比,本发明的有益效果是:
21、(1)本发明通过设计的吹扫机构,在使用中通过弧形板上第一弧形管中的吹吸嘴对内壁进行吹扫,从能够对成型模具中的固定模与转动模的内壁进行吹扫清理杂质和灰尘,同时通过第二弧形管上的吹吸嘴将吹扫后飘散的杂质和灰尘进行吸入排出完成净化,使得不同的吸吹嘴既可以实现吸气功能,将杂质吸走,又可以进行吹气操作,将成型模具内的异物吹出,而且也能将成型模具和成型模具中的玻璃瓶成品进行冷却降温,方便后续取出玻璃瓶成品。
22、(2)本发明通过设计的限位件,在使用中当主齿轮转动带动转动模转动一百八十度与固定模合模后通过t形杆的工作端插入对应的限位孔内对主齿轮进行限位,从而对转动模进行限位固定,避免驱动电机意外启动造成在对玻璃瓶雏形料进行二次吹胀定型过程中出现转动打开的情况,提升了成型模具在运行中的稳定性和玻璃瓶在定型过程中的质量。
23、(3)本发明通过设计的封堵件,当长时间不使用成型模具时,将成型模具中的转动模与固定模之间合模,然后通过封堵件将口型模进行封堵防护,避免外部的灰尘和异物通过口型模进入到成型模具内部的情况,方便后续再次使用成型模具。
技术特征:
1.一种大尺寸异形玻璃瓶的成型方法,其特征在于,包括以下步骤:
2.一种大尺寸异形玻璃瓶的成型方法,其特征在于:步骤s2中的底座(100)上设置有成型模具,成型模具包括固定模(101)和转动模(102),所述底座(100)上设置有吹扫机构,所述吹扫机构包括:
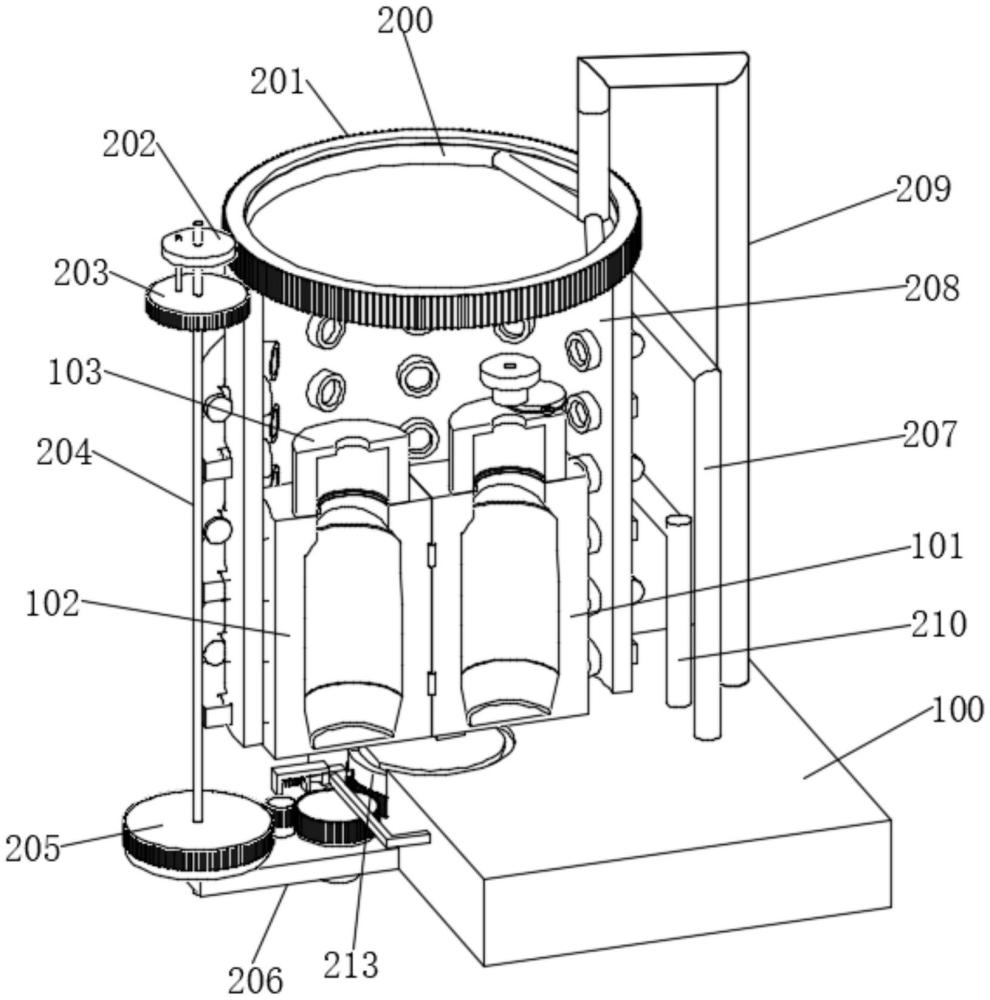
3.根据权利要求2所述的一种大尺寸异形玻璃瓶的成型方法,其特征在于:所述弧形板(208)的顶部固定设置有上齿环(201),所述上齿环(201)的内壁转动设置有固定架(200),所述固定架(200)上固定设置有支架(209)。
4.根据权利要求2所述的一种大尺寸异形玻璃瓶的成型方法,其特征在于:所述底座(100)上分别固定设置有吸管架(207)和吹管架(210),所述吸管架(207)与所述第二弧形管(217)之间固定设置有第一伸缩软管,所述吹管架(210)与所述第一弧形管(216)之间固定设置有第二伸缩软管,所述吹管架(210)的底部固定设置有第一接头(211),所述吸管架(207)的底部固定设置有第二接头(212)。
5.根据权利要求2所述的一种大尺寸异形玻璃瓶的成型方法,其特征在于:所述转动组件包括固定在底座(100)一侧的延伸平台(206),所述延伸平台(206)上分别转动设置有下齿轮(205)和传动齿轮(218),所述延伸平台(206)上固定设置有驱动电机(215),所述驱动电机(215)的工作端固定设置有主动齿轮(214)。
6.根据权利要求5所述的一种大尺寸异形玻璃瓶的成型方法,其特征在于:所述延伸平台(206)上转动设置有转杆(204),所述转杆(204)的外部分别设置有电磁铁(202)和铁齿轮(203),所述铁齿轮(203)的顶部固定设置有限位杆(220),所述限位杆(220)的顶部穿过所述电磁铁(202)的内部,所述转杆(204)的外部还固定设置有限制圈。
7.根据权利要求2所述的一种大尺寸异形玻璃瓶的成型方法,其特征在于:所述底座(100)上设置有限位件,所述限位件包括固定在底座(100)一侧的安装架(300),所述安装架(300)的内部滑动设置有t形杆(301)。
8.根据权利要求7所述的一种大尺寸异形玻璃瓶的成型方法,其特征在于:所述安装架(300)上固定设置有l形板(302),所述t形杆(301)的一端与所述l形板(302)之间固定设置有连接弹簧(303),所述主齿轮(213)的外部开设有供所述t形杆(301)的工作端穿入的限位孔(304)。
9.根据权利要求2所述的一种大尺寸异形玻璃瓶的成型方法,其特征在于:所述固定模(101)、所述转动模(102)的顶部均固定设置有口型模(103),所述口型模(103)上设置有封堵件,所述封堵件包括堵盘(400),所述口型模(103)的顶部转动设置有转动轴(401),所述堵盘(400)的底部固定设置有橡胶盘(402)。
10.根据权利要求9所述的一种大尺寸异形玻璃瓶的成型方法,其特征在于:所述口型模(103)上设置有上吹气头(105),所述口型模(103)的内壁固定设置有口钳模体(104)。
技术总结
本发明公开了一种大尺寸异形玻璃瓶的成型方法,涉及玻璃瓶生产技术领域,包括以下步骤:S1、熔融状态的玻璃瓶滴料滴入初模模具中,闷头向初模模具内通入压缩空气,滴料填充在初模模具内,从而形成瓶身雏形与瓶口雏形;本发明通过设计的吹扫机构,在使用中通过弧形板上第一弧形管中的吹吸嘴对内壁进行吹扫,从能够对成型模具中的固定模与转动模的内壁进行吹扫清理杂质和灰尘,同时通过第二弧形管上的吹吸嘴将吹扫后飘散的杂质和灰尘进行吸入排出完成净化,使得不同的吸吹嘴既可以实现吸气功能,将杂质吸走,又可以进行吹气操作,将成型模具内的异物吹出,而且也能将成型模具和成型模具中的玻璃瓶成品进行冷却降温。
技术研发人员:彭寿,李常青,杨勇,周刚,胡文涛,张晓雨,王鹏,滕飞,曹欣,石丽芬,马时宇,王萍萍,高强
受保护的技术使用者:中建材玻璃新材料研究院集团有限公司
技术研发日:
技术公布日:2025/4/14
- 还没有人留言评论。精彩留言会获得点赞!