一种3D打印矫形器复合材料、制备方法及应用与流程
本发明属于3d打印复合材料领域,尤其涉及一种3d打印矫形器复合材料、制备方法及应用。
背景技术:
1、随着社会不断的进步和发展,生活和生产节奏逐渐加快,各类交通事故、安全生产事故频出,在造成财产损失的同时,也极易直接或间接导致当事人的肢体受损。因此,患者通常采用石膏矫形器来对受伤部位进行固定来保证治疗效果。传统矫形器在穿戴过程中容易导致皮肤溃烂、压疮等并发症产生等问题,而3d打印在矫形器领域的运用解决了传统工艺带来的诸多不利因素和困扰。为此,市面上出现了诸多各部位的3d打印制作的矫形器。
2、由于当前市面的3d打印常用的矫形器材料相对单一,且一般复合材料多为提升矫形器材料的力学性能,很少考虑到患者长时间的佩戴身体出汗较多、不抗菌等问题导致患者出现皮肤溃烂、压疮等并发症产生等问题。
3、申请人从制备矫形器3d打印复合材料及其制备方案等方向进行研发探索,旨在得到具备吸汗性的3d打印矫形器复合材料,其在原有的固定效果上,还具有吸汗,克服了现有3d打印矫形器复合材料缺乏吸汗的缺陷。
技术实现思路
1、本发明为克服上述情况不足,旨在提供一种克服现有3d打印矫形器材料缺乏吸汗性和抗菌性的缺陷的3d打印矫形器复合材料、制备方法及其应用。
2、本发明提供如下技术方案:一种3d打印矫形器复合材料,其原料配比按照重量份计包括:将尼龙粉末85-95份、改性麻皮粉末5-10份和无机银抗菌剂1-5份通过混合机械搅拌充分混合,得到3d打印矫形器复合材料。
3、优选的,其原料配比按照重量份计包括:所述尼龙粉末92份、所述改性麻皮粉末7份和所述无机银抗菌剂1份通过混合机械搅拌充分混合,得到3d打印矫形器复合材料。
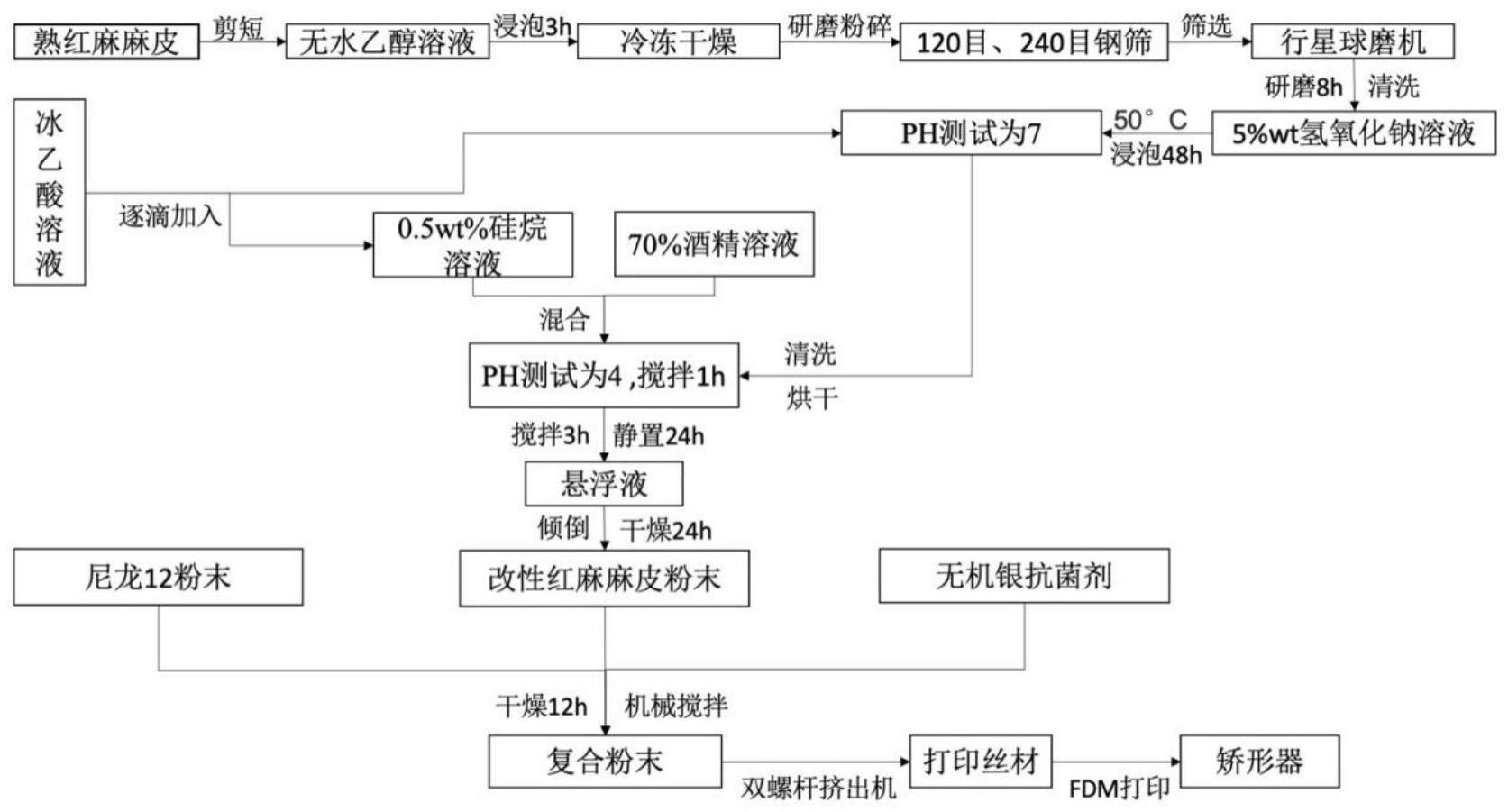
4、本发明提供一种3d打印矫形器复合材料的制备方法:包括以下步骤,
5、s1:将成熟红麻麻皮剪短,放入无水乙醇溶液浸泡后进行冷冻干燥,然后取出进行研磨粉碎,用120目、240目的钢筛将大颗粒和絮状纤维去除,得到麻皮粉末;
6、s2:将粉碎后的麻皮粉末用行星式球磨机再次粉碎,用蒸馏水清洗;
7、s3:将蒸馏水和95%氢氧化钠颗粒配置5wt%的氢氧化钠溶液,取出清洗后的麻皮粉末在50度下浸泡于调制好的氢氧化钠溶液中;
8、s4:将99.5%冰乙酸溶液逐滴加入浸泡中的麻皮粉末,直至ph值为中性后用蒸馏水清洗烘干;
9、s5:将蒸馏水和大于98.0%(gc)的甘油酰丙基三甲基硅烷配置0.5wt%的硅烷溶液;
10、s6:将无水乙醇和水按7:3配置稀释后的无水乙醇溶液;
11、s7:将s5步骤得到0.5wt%的硅烷溶液与s6步骤得到的稀释后的无水乙醇溶液混合,99.5%冰乙酸溶液逐滴加入混合溶液,直到ph值偏酸性后充分搅拌;
12、s8:将s4步骤得到麻皮粉末放入s7步骤配置的溶液中,充分搅拌后静置,得到悬浮液;
13、s9:将悬浮液倒出,将硅烷处理后的麻皮粉末放置在烘箱干燥;
14、s10:将尼龙粉末、无机银抗菌剂放置在烘箱干燥;
15、s11:将干燥后的尼龙粉末、改性麻皮粉末和无机银抗菌剂按照比例混合机械搅拌,将其充分混合,得到3d打印矫形器复合材料;
16、s12:将s11步骤得混合材料放到打印丝材用的双螺杆挤出机,挤出3d打印线材,得到3d打印矫形器复合材料线材;
17、优选的,所述成熟红麻麻皮包括红麻皮和红麻皮秆,红麻皮和所述红麻秆按质量比1:2混合。
18、优选的,所述s7步骤,将s5步骤得到0.5wt%的硅烷溶液与s6步骤得到的稀释后的无水乙醇溶液混合,混合后溶液逐滴加入99.5%冰乙酸溶液,直到ph值为4后充分搅拌。
19、优选的,所述s11步骤,将尼龙粉末、改性麻皮粉末和无机银抗菌剂按照比例92:7:1混合机械搅拌,将其充分混合,得到3d打印矫形器复合材料。
20、优选的,所述s12步骤得到的3d打印矫形器复合材料线材,所述3d打印矫形器复合材料线材直径为1-10mm。
21、优选的,所述3d打印矫形器复合材料线材直径为1.75mm。
22、本发明的目的,3d打印矫形器复合材料在3d打印制造矫形器的应用,该种3d打印矫形器复合材料具备吸汗性、抗菌性、耐腐蚀和质量轻的特点,提高矫形器的性能。
23、本发明的有益效果是:提供一种3d打印矫形器复合材料,该种3d打印矫形器复合材料具备吸汗性、抗菌性、耐腐蚀和质量轻的特点,有效提高利用该种复合材料制造的矫形器的性能,克服矫形器缺乏吸汗性和抗菌性的缺陷,大大提高使用者的使用效果。
技术特征:
1.一种3d打印矫形器复合材料,其特征在于:其原料配比按照重量份计包括:将尼龙粉末85-95份、改性麻皮粉末5-10份和无机银抗菌剂1-5份通过混合机械搅拌充分混合,得到3d打印矫形器复合材料。
2.根据权利要求1所述的3d打印矫形器复合材料,其特征在于:其原料配比按照重量份计包括:所述尼龙粉末92份、所述改性麻皮粉末7份和所述无机银抗菌剂1份通过混合机械搅拌充分混合,得到3d打印矫形器复合材料。
3.如权利要求1或2所述的3d打印矫形器复合材料的制备方法,其特征在于:包括以下步骤,
4.根据权利要求3所述的制备方法,其特征在于:所述成熟红麻麻皮包括红麻皮和红麻皮秆,所述红麻皮和所述红麻秆按质量比1:2混合。
5.根据权利要求3所述的制备方法,其特征在于:所述s7步骤,将s5步骤得到0.5wt%的硅烷溶液与s6步骤得到的稀释后的无水乙醇溶液混合,混合后溶液逐滴加入99.5%冰乙酸溶液,直到ph值为4后充分搅拌。
6.根据权利要求3所述的制备方法,其特征在于:所述s11步骤,将尼龙粉末、改性麻皮粉末和无机银抗菌剂按照比例92:7:1混合机械搅拌,将其充分混合,得到3d打印矫形器复合材料。
7.根据权利要求3所述的制备方法,其特征在于:所述s12步骤得到的3d打印矫形器复合材料线材,所述3d打印矫形器复合材料线材直径为1-10mm。
8.根据权利要求7所述的制备方法,其特征在于:所述3d打印矫形器复合材料线材直径为1.75mm。
9.如权利要求3中任一项所述的3d打印矫形器复合材料在3d打印制造矫形器的应用。
技术总结
本发明属于3D打印复合材料领域,尤其涉及一种3D打印矫形器复合材料、制备方法及应用。3D打印矫形器复合材料,其原料配比按照重量份计包括:将尼龙粉末85‑95份、改性麻皮粉末5‑10份和无机银抗菌剂1‑5份通过混合机械搅拌充分混合,得到3D打印复合材料。利用3D打印矫形器复合材料在3D打印制造矫形器的应用。该种3D打印矫形器复合材料具备吸汗性、抗菌性、耐腐蚀和质量轻的特点,有效提高利用该种复合材料制造的矫形器的性能,克服矫形器缺乏吸汗性和抗菌性的缺陷,大大提高使用者的使用效果。
技术研发人员:文立伟,李楠
受保护的技术使用者:广东科恒科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!