一种热塑性发泡材料及制备方法与流程
本发明涉及弹性体材料,尤其涉及一种热塑性发泡材料及制备方法。
背景技术:
1、现代适用于生产鞋类的材料有天然橡胶、聚氨酯、热塑性弹性体等。其中,以天然橡胶制作出的鞋子具有回弹性强、耐磨性能好的优点,但其加工工序多,且产品与生产废料不能进行回收利用。用聚氨酯制作的鞋底以低耐磨和高回弹性优异于其他材料,但其制作工艺需严格把控,同时生产的产品密度大,成型产品重。一般的热塑性弹性体制作工艺简单,成本低廉且制作过程产生的废料可进行回收利用,但产品密度差难以满足某些特定产品的需求。
技术实现思路
1、本发明的目的在于提供一种热塑性发泡材料及制备方法,利用该热塑性发泡材料生产的鞋类,具有很轻的质量和很好的耐磨性。
2、第一方面,本发明提供一种热塑性发泡材料,包括热塑性弹性体组合物,所述热塑性弹性体组合物包括热塑性弹性体预混物以及均匀填充在所述热塑性弹性体预混物内的膨胀剂,所述热塑性弹性体预混物包括热塑性弹性体、聚丁二烯、环烷油、增粘树脂以及耐磨剂。
3、与现有技术相比,本发明提供的热塑性发泡材料具有以下优势:
4、本发明实施例提供的热塑性发泡材料包括热塑性弹性体组合物,热塑性弹性体组合物包括热塑性弹性体预混物以及均匀填充在热塑性弹性体预混物内的膨胀剂。其中,热塑性弹性体预混物包括热塑性弹性体、聚丁二烯、环烷油、增粘树脂以及耐磨剂。当在热塑性弹性体中加入聚丁二烯,聚丁二烯可以与热塑性弹性体发生反应,从而可以改变热塑性弹性体的外观,使得最终成型的热塑性发泡材料具有雾面的效果。同时,在热塑性弹性体中加入耐磨剂,可以使得最终成型的热塑性发泡材料具有很好的耐磨性,在利用该发泡材料制备鞋类产品时,可以获得耐磨性能更好的产品,从而可以延长鞋类产品的寿命。另外,当膨胀剂均匀填充在热塑性弹性体预混物内,可以使得最终制备热塑性发泡材料具有很低的密度,从而可以减轻该热塑性发泡材料的密度,进而在利用该发泡材料制备鞋类产品时,可以得到既轻质又耐磨的鞋,提高了舒适度。另外,本发明实施例的热塑性弹性体预混物还包括环烷油和增粘树脂,环烷油可以在制备过程中提高热塑性弹性体的流动性,而和增粘树脂可以提高热塑性弹性体的粘度,使得热塑性弹性体预混物的粘度达到合适的范围。
5、由上可见,本发明提供的热塑性发泡材料,利用该热塑性发泡材料生产的鞋类,具有很轻的质量和很好的耐磨性。
6、第二方面,本发明还提供一种热塑性发泡材料的制备方法,包括:
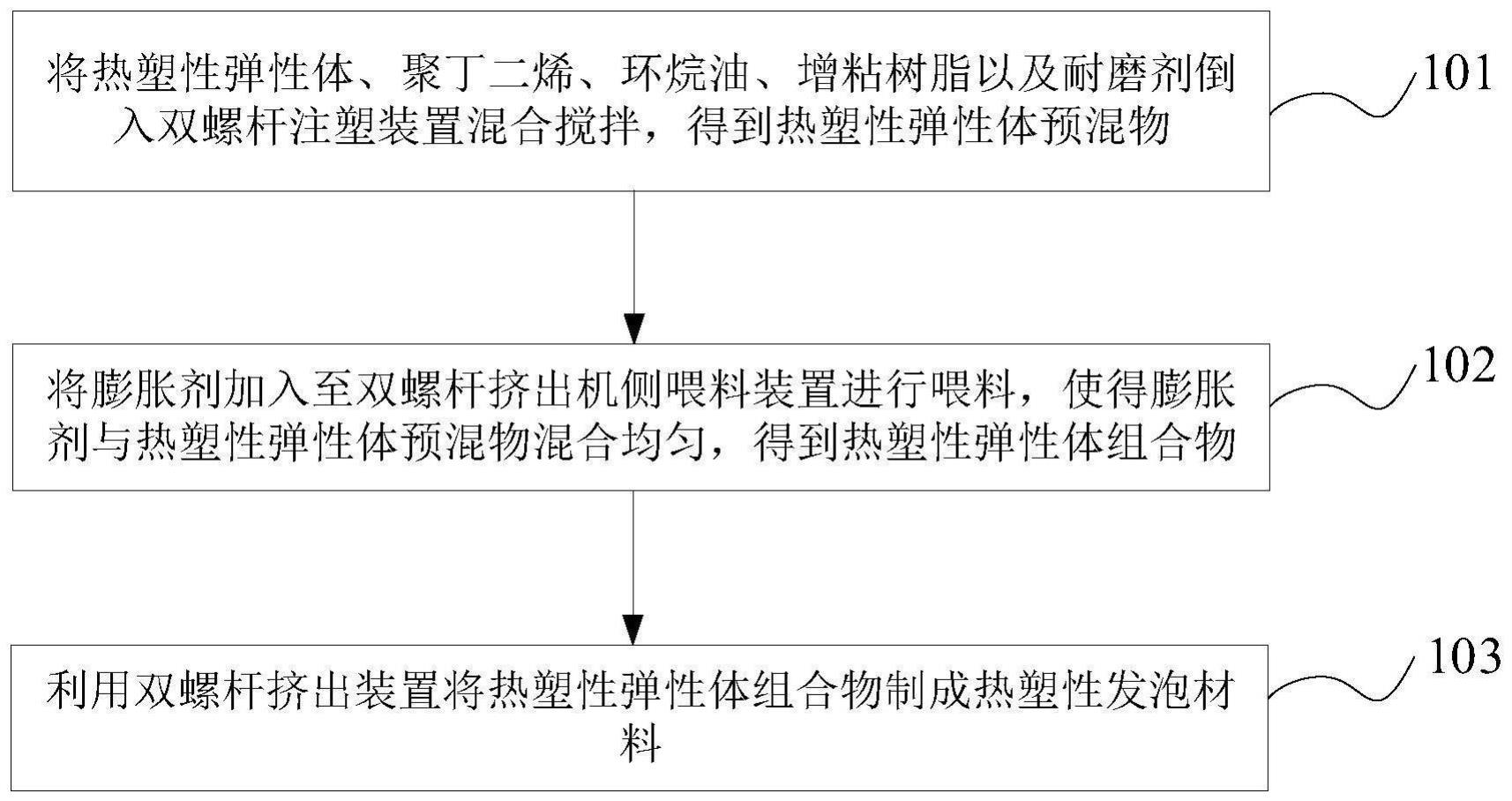
7、将热塑性弹性体、聚丁二烯、环烷油、增粘树脂以及耐磨剂倒入双螺杆注塑机混合搅拌,得到热塑性弹性体预混物;
8、将膨胀剂加入至双螺杆挤出机侧喂料装置进行喂料,使得膨胀剂与热塑性弹性体预混物混合均匀,得到热塑性弹性体组合物;
9、利用双螺杆挤出装置将所述热塑性弹性体组合物制成热塑性发泡材料。
10、与现有技术相比,本发明提供的热塑性发泡材料的制备方法的有益效果与第一方面热塑性发泡材料的有益效果相同,此处不做赘述。
技术特征:
1.一种热塑性发泡材料,其特征在于,包括热塑性弹性体组合物,所述热塑性弹性体组合物包括热塑性弹性体预混物以及均匀填充在所述热塑性弹性体预混物内的膨胀剂,所述热塑性弹性体预混物包括热塑性弹性体、聚丁二烯、环烷油、增粘树脂以及耐磨剂。
2.根据权利要求1所述的热塑性发泡材料,其特征在于,所述热塑性发泡材料还包括抗氧剂和抗紫外线剂。
3.根据权利要求2所述的热塑性发泡材料,其特征在于,以重量份数计,所述热塑性发泡材料包括:30份~35份的热塑性弹性体、1份~2份的增粘树脂、2份~4份的耐磨剂、3份~5份的膨胀剂、30份~35份的聚丁二烯,0.08份~0.1份的抗氧剂、0.18份~0.2份的抗紫外线剂以及30份~35份的环烷油。
4.根据权利要求3所述的热塑性发泡材料,其特征在于,以重量份数计,所述热塑性弹性体包括15份~20份的第一热塑性弹性体、2.5份~5份的第二热塑性弹性体、5份~7份的第三热塑性弹性体以及4份~6份的第四热塑性弹性体。
5.一种根据权利要求1~4任一项所述的热塑性发泡材料的制备方法,其特征在于,包括:
6.根据权利要求5所述的热塑性发泡材料的制备方法,其特征在于,将膨胀剂加入至双螺杆挤出机侧喂料装置进行喂料,使得膨胀剂与热塑性弹性体预混物混合均匀后,所述方法还包括:
7.根据权利要求5所述的热塑性发泡材料的制备方法,其特征在于,所述将热塑性弹性体、聚丁二烯、环烷油、增粘树脂以及耐磨剂倒入双螺杆注塑机混合搅拌,得到热塑性弹性体预混物,包括:
8.根据权利要求5所述的热塑性发泡材料的制备方法,其特征在于,所述喂料装置的喂料速度为2%~2.5%。
9.根据权利要求5~8任一项所述的热塑性发泡材料的制备方法,其特征在于,所述双螺杆挤出装置的为分段式挤出装置,所述双螺杆挤出装置的工作条件包括:双螺杆挤出装置的温度为:第一段室温,第二段60℃~65℃,第三段100℃~105℃,第四段120℃~125℃,第五段140℃~141℃,第六段145℃~146℃,第七段150℃~151℃,第八段150℃~151℃,第九段145℃~146℃,第十段140℃~141℃,第十一段125℃~126℃,第十二段125℃~126℃。
10.根据权利要求5~8任一项所述的热塑性发泡材料的制备方法,其特征在于,所述双螺杆挤出装置的转速为150r/min~180r/min,供料速度为150kg/h~180kg/h,材料切割速度为2400r/min~2600r/min。
技术总结
本发明公开一种热塑性发泡材料及制备方法,涉及弹性体材料技术领域,以解决现有技术中的鞋类产品质量较重的问题。该热塑性发泡材料包括热塑性弹性体组合物,热塑性弹性体组合物包括热塑性弹性体预混物以及均匀填充在热塑性弹性体预混物内的膨胀剂,热塑性弹性体预混物包括热塑性弹性体、聚丁二烯、环烷油、增粘树脂以及耐磨剂。该制备方法用于制备该热塑性发泡材料。本发明提供的热塑性发泡材料及制备方法用于在生产鞋类时,具有很轻的质量和很好的耐磨性。
技术研发人员:黄显光
受保护的技术使用者:中山高美合成新材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!