聚氨酯发泡材料及其制备方法和应用与流程
本发明涉及橡胶材料领域,特别涉及一种聚氨酯发泡材料,同时,本发明还涉及该聚氨酯发泡材料的制备方法,以及该聚氨酯发泡材料的应用。
背景技术:
1、随着汽车产业的发展,在越来越追求高性能、舒适性、个性化的时代,汽车的内饰与汽车的外形一样,成为人们选购汽车的一个重要因素,座椅外观和舒适性日愈被关注,对座椅部件的功能性要求也越来越高。目前汽车座椅普遍采用塑料注塑背饰板、全革包覆背饰板、织物包覆背饰板等,主要缺点为塑料/全革背饰板产品重量大,成本高,触感差,精致感知性差。
技术实现思路
1、有鉴于此,本发明提出了一种聚氨酯发泡材料,以用于制备汽车背饰板,使汽车背饰板具备较高的强度,而且具有重量轻,成本低的优势。
2、为达到上述目的,本发明的技术方案是这样实现的:
3、一种聚氨酯发泡材料,所述聚氨酯发泡材料的制备原料按重量份计包括以下组分:聚醚多元醇60-100份,交联剂1-8份,催化剂0.5-3份,发泡剂0.4-2.5份,改性异氰酸酯70-100份。
4、进一步的,所述聚醚多元醇包括软泡聚醚多元醇、硬泡聚醚多元醇和接枝聚醚多元醇中的至少一种。
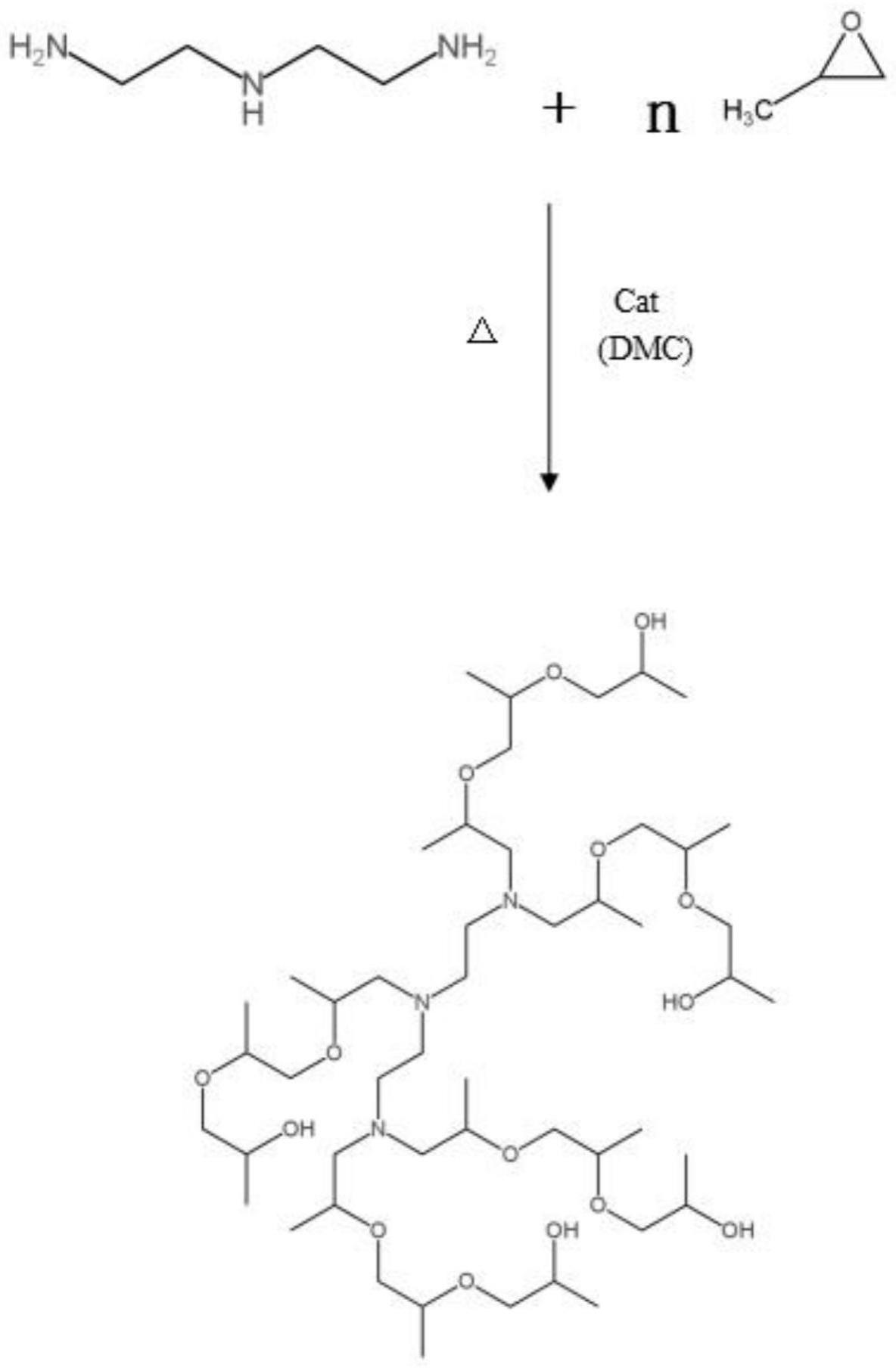
5、进一步的,所述交联剂是采用1.3-丙二醇、1,4-丁二醇和乙二醇中的至少一种以及二乙烯三胺与环氧丙烷的开环聚合物复配。
6、进一步的,所述催化剂包括发泡催化剂、凝胶催化剂和延迟凝胶催化剂中的至少一种。
7、进一步的,所述发泡剂是去离子水。
8、进一步的,所述改性异氰酸酯的nco含量为28-29%,25℃时粘度为50-100mpa.s。
9、本发明还提出了一种上述的聚氨酯发泡材料的制备方法,该方法包括以下步骤:
10、照配方中各原料重量配比,将原料混合加入到高压罐中,控制料温25-30℃,高压循环混合均匀;将原料通过高压枪头浇注进模具,模具合模,控制模具温度60-70℃,保压后开模,即可获得所述的聚氨酯发泡材料。
11、进一步的,所述改性异氰酸酯的制备方法包括以下步骤:
12、将聚醚多元醇和异氰酸酯在催化剂作用下聚合,得到初步改性异氰酸酯;
13、另取mdi-50和所述初步改性异氰酸酯混合,在氮气氛围下水浴加热,得到改性异氰酸酯。
14、进一步的,所述交联剂的制备方法包括以下步骤:将二乙烯三胺和环氧丙烷在催化剂的作用下聚合,然后加入1.3-丙二醇、1,4-丁二醇和乙二醇中的至少一种进行混合,得到所述交联剂。
15、本发明进一步提出了一种上述的聚氨酯发泡材料在汽车背饰板上的应用。
16、本发明通过对聚氨酯配方设计,使聚氨酯泡沫具有合适的强度及硬度,可用于制备汽车背饰板,使汽车背饰板具备较高的强度,而且具有重量轻,成本低的优势。
技术特征:
1.一种聚氨酯发泡材料,其特征在于,所述聚氨酯发泡材料的制备原料按重量份计包括以下组分:
2.根据权利要求1所述的聚氨酯发泡材料,其特征在于,所述聚醚多元醇包括软泡聚醚多元醇、硬泡聚醚多元醇和接枝聚醚多元醇中的至少一种。
3.根据权利要求1所述的聚氨酯发泡材料,其特征在于:所述交联剂是采用1.3-丙二醇、1,4-丁二醇和乙二醇中的至少一种以及二乙烯三胺与环氧丙烷的开环聚合物复配。
4.根据权利要求1所述的聚氨酯发泡材料,其特征在于:所述催化剂包括发泡催化剂、凝胶催化剂和延迟凝胶催化剂中的至少一种。
5.根据权利要求1所述的聚氨酯发泡材料,其特征在于:所述发泡剂是去离子水。
6.根据权利要求1所述的聚氨酯发泡材料,其特征在于:所述改性异氰酸酯的nco含量为28-29%,25℃时粘度为50-100mpa.s。
7.一种根据权利要求1-6任一项所述的聚氨酯发泡材料的制备方法,其特征在于,该方法包括以下步骤:
8.根据权利要求7所述的聚氨酯发泡材料的制备方法,其特征在于:所述改性异氰酸酯的制备方法包括以下步骤:
9.根据权利要求7所述的聚氨酯发泡材料的制备方法,其特征在于:所述交联剂的制备方法包括以下步骤:
10.一种根据权利要求1-6任一项所述的聚氨酯发泡材料在汽车背饰板上的应用。
技术总结
本发明提供了一种聚氨酯发泡材料及其制备方法和应用,所述聚氨酯发泡材料的制备原料按重量份计包括以下组分:聚醚多元醇60‑100份,交联剂1‑8份,催化剂0.5‑3份,发泡剂0.4‑2.5份;改性异氰酸酯70‑100份。本发明通过对聚氨酯配方设计,使聚氨酯泡沫具有合适的强度及硬度,可用于制备汽车背饰板,使汽车背饰板具备较高的强度,而且具有重量轻,成本低的优势。
技术研发人员:苏雪辉,张波,高文涛,高万里
受保护的技术使用者:诺博汽车系统有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!