一种新型免喷涂超低光泽PC材料及加工工艺的制作方法
本发明涉及pc材料,具体为一种新型免喷涂超低光泽pc材料及加工工艺。
背景技术:
1、pc即为聚碳酸酯,又称pc塑料;是分子链中含有碳酸酯基的高分子聚合物,根据酯基的结构可分为脂肪族、芳香族、脂肪族-芳香族等多种类型,其中由于脂肪族和脂肪族-芳香族聚碳酸酯的机械性能较低,pc塑料的应用范围十分广泛,在汽车内饰领域同样有pc塑料的应用,现有的pc塑料的配方和生产工艺均较为完善:
2、例如授权公告号为cn 115246984 a的名为一种免喷涂、超低光泽pc/abs复合材料及其制备方法的中国专利,主要是将配方量的各组分置于高速混合机中混合后,通过双螺杆挤出机经熔融挤出,造粒,得到免喷涂、超低光泽pc/abs复合材料;制备该复合材料的各组分的作用并不单一,每一组分均会影响复合材料的多种性能,本发明通过选择特定的配比,使各组分相互配合,得到了一种同时具有良好的耐磨性能、机械性能和超低的光泽度的免喷涂pc/abs复合材料,但是该技术方案仍然存在一定的缺陷:
3、1.现有的技术是将原料的配方称取之后,利用高速混合机混合之后,一次性加入到双螺杆挤出机中进行熔融挤出来制备pc塑料,原料种类多,高速混合之后直接熔融挤出,仍然会出现材料表面的分散不均的情况,降低了材料的品质;
4、2.现有的技术虽然具有低光泽,但是配方中并没有加入阻燃材料和耐磨材料,导致生产的产品的阻燃性能和耐磨能力均较差,大大降低了产品的质量;
5、3.现有的技术方案的配方中加入了邻羟基二苯甲酮作为稳定剂来使用,邻羟基二苯甲酮本身具有一定的毒性和刺激性,会对皮肤和眼睛产生刺激,大大降低了生产出的pc塑料的环保性。
技术实现思路
1、本发明的目的在于提供一种新型免喷涂超低光泽pc材料及加工工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种新型免喷涂超低光泽pc材料,配方包括:pc、abs、pa6、锌粉、消光剂、稳定剂、液体石蜡、环氧树脂和阻燃剂,所述各组分的重量份数分别是:70-80份的pc、10-20份的abs、5-10份的pa6、1-3份的锌粉、5-7份的消光剂、1-2份的稳定剂、1-5份的液体石蜡、2-6份的环氧树脂和0.1-0.5份的阻燃剂。
3、优选的,所述消光剂为超细硅酸铝和超细二氧化硅两者按照1∶1的重量份数比例混合配制而成。
4、优选的,所述稳定剂为硬脂酸锌。
5、优选的,所述阻燃剂为氧化锑和氢氧化铝按照1∶1的重量份数比例混合而成。
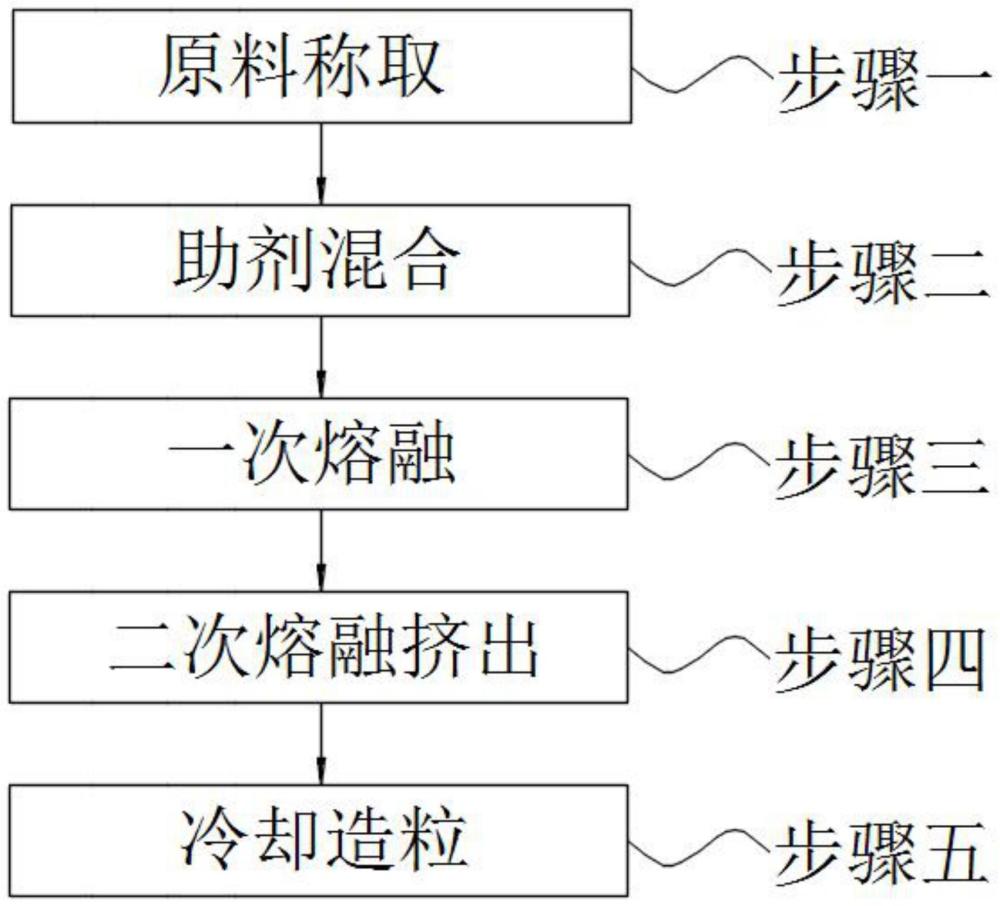
6、一种新型免喷涂超低光泽pc材料的加工工艺,包括步骤一,原料称取;步骤二,助剂混合;步骤三,一次熔融;步骤四,二次熔融挤出;步骤五,冷却造粒;
7、其中上述步骤一中,按照各组分的重量份数分别称取70-80份的pc、10-20份的abs、5-10份的pa6、1-3份的锌粉、5-7份的消光剂、1-2份的稳定剂、1-5份的液体石蜡、2-6份的环氧树脂和0.1-0.5份的阻燃剂;
8、其中上述步骤二中,当步骤一中的原料称取完成后,此时将步骤一中称取的消光剂、稳定剂、液体石蜡、环氧树脂和阻燃剂投入到高速搅拌机中进行搅拌混合,混合完成后制成混合助剂备用;
9、其中上述步骤三中,当步骤二中的混合助剂制备完成后,此时将步骤一中称取的锌粉、pc以及步骤二中制备的一半的混合助剂加入到双螺杆熔融挤出机,进行熔融混合,混合完成后保温备用;
10、其中上述步骤四中,当步骤三中的一次混合完成后,此时将步骤一中称取的abs、pa6以及步骤二中制备的剩下的一半的混合助剂加入到双螺杆熔融挤出机中,再次进行熔融混合,混合完成后进行熔融挤出;
11、其中上述步骤五中,当步骤四中的产品熔融挤出后,将产品放入到流动水槽中进行冷却降温,冷却完成后利用造粒机进行造粒,从而完成新型免喷涂超低光泽pc材料的生产。
12、优选的,所述步骤二中,高速搅拌机的转速为2500-3500r/min,搅拌混合时间为30-40min。
13、优选的,所述步骤三中,双螺杆熔融挤出机的加热温度为230-250℃,熔融的时间为10-20min。
14、优选的,所述步骤三中,保温的温度为230℃,保温的时间为10-15min。
15、优选的,所述步骤四中,双螺杆熔融挤出机从进料到出料分为五个区域,分别为一区、二区、三区、四区和五区,其中一区的温度为170℃,二区的温度为170-230℃,三区的温度为230-250℃,四区的温度为250-270℃,五区的温度为240-260℃。
16、优选的,所述步骤五中,冷却时间为30-60s。
17、与现有技术相比,本发明的有益效果是:本发明通过对助剂进行初步混合,同时主料加入到双螺杆熔融挤出机中进行熔融挤出时,分两步加入混合,提升了各原料配方的混合均匀程度,避免了原料混合不均导致的产品表面分层的情况出现,提升了产品的品质,并且在配方中加入了氧化锑和氢氧化铝作为阻燃剂,配合超细硅酸铝和超细二氧化硅两者本身的阻燃效果,提升了产品的阻燃性能,同时超细硅酸铝和超细二氧化硅的加入,实现了免喷涂超低光泽的效果,并且配方中的原料无毒无害,没有刺激性气味,有利于环保。
技术特征:
1.一种新型免喷涂超低光泽pc材料,配方包括:pc、abs、pa6、锌粉、消光剂、稳定剂、液体石蜡、环氧树脂和阻燃剂,其特征在于:所述各组分的重量份数分别是:70-80份的pc、10-20份的abs、5-10份的pa6、1-3份的锌粉、5-7份的消光剂、1-2份的稳定剂、1-5份的液体石蜡、2-6份的环氧树脂和0.1-0.5份的阻燃剂。
2.根据权利要求1所述的一种新型免喷涂超低光泽pc材料,其特征在于:所述消光剂为超细硅酸铝和超细二氧化硅两者按照1∶1的重量份数比例混合配制而成。
3.根据权利要求1所述的一种新型免喷涂超低光泽pc材料,其特征在于:所述稳定剂为硬脂酸锌。
4.根据权利要求1所述的一种新型免喷涂超低光泽pc材料,其特征在于:所述阻燃剂为氧化锑和氢氧化铝按照1∶1的重量份数比例混合而成。
5.一种新型免喷涂超低光泽pc材料的加工工艺,包括步骤一,原料称取;步骤二,助剂混合;步骤三,一次熔融;步骤四,二次熔融挤出;步骤五,冷却造粒;其特征在于:
6.根据权利要求5所述的一种新型免喷涂超低光泽pc材料的加工工艺,其特征在于:所述步骤二中,高速搅拌机的转速为2500-3500r/min,搅拌混合时间为30-40min。
7.根据权利要求5所述的一种新型免喷涂超低光泽pc材料的加工工艺,其特征在于:所述步骤三中,双螺杆熔融挤出机的加热温度为230-250℃,熔融的时间为10-20min。
8.根据权利要求5所述的一种新型免喷涂超低光泽pc材料的加工工艺,其特征在于:所述步骤三中,保温的温度为230℃,保温的时间为10-15min。
9.根据权利要求5所述的一种新型免喷涂超低光泽pc材料的加工工艺,其特征在于:所述步骤四中,双螺杆熔融挤出机从进料到出料分为五个区域,分别为一区、二区、三区、四区和五区,其中一区的温度为170℃,二区的温度为170-230℃,三区的温度为230-250℃,四区的温度为250-270℃,五区的温度为240-260℃。
10.根据权利要求5所述的一种新型免喷涂超低光泽pc材料的加工工艺,其特征在于:所述步骤五中,冷却时间为30-60s。
技术总结
本发明公开了一种新型免喷涂超低光泽PC材料及加工工艺,包括步骤一,原料称取;步骤二,助剂混合;步骤三,一次熔融;步骤四,二次熔融挤出;步骤五,冷却造粒;本发明通过对助剂进行初步混合,同时主料加入到双螺杆熔融挤出机中进行熔融挤出时,分两步加入混合,提升了各原料配方的混合均匀程度,避免了原料混合不均导致的产品表面分层的情况出现,提升了产品的品质,并且在配方中加入了氧化锑和氢氧化铝作为阻燃剂,配合超细硅酸铝和超细二氧化硅两者本身的阻燃效果,提升了产品的阻燃性能,同时超细硅酸铝和超细二氧化硅的加入,实现了免喷涂超低光泽的效果,并且配方中的原料无毒无害,没有刺激性气味,有利于环保。
技术研发人员:汪理文,李庆贵,汪劲波,周礼,王伟,薛雯雯,张晓春
受保护的技术使用者:苏州润佳工程塑料股份有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!