一种在线改性纤维表面的热塑性预浸料制备系统及方法与流程
本发明涉及热塑性复合材料,尤其涉及一种在线改性纤维表面的热塑性预浸料制备系统及方法。
背景技术:
1、高性能热塑性复合材料具有抗冲击性能优异的特点,高性能热塑性复合材料在航空航天汽车领域具有广阔的应用前景,热塑性预浸料是热塑性复合材料的中间材料。然而,由于热塑性树脂基体熔融温度高(例如聚醚醚酮树脂的熔融温度高达343℃),在制备热塑性预浸料过程中,需高温使树脂完全熔融以便充分浸渍纤维,树脂在高温下熔融会导致纤维表面上浆剂分解,这不仅会减弱树脂基体与碳纤维的化学键结合,分解后的上浆剂还会形成缺陷,进一步降低复合材料界面强度,从而影响复合材料综合力学性能。
2、通常提高复合材料界面强度的方法包括使用耐高温上浆剂、纤维表面电化学处理以及控制树脂基体的结晶度等,然而,目前尚无性能稳定且与热塑性树脂基体匹配性良好的耐高温上浆剂;而纤维表面电化学处理需在纤维厂家完成,处理工艺较复杂;树脂结晶度控制则需要在复合材料成型过程中控制降温速率,需要定做专用成型设备,这会导致成型设备及工艺变得更为复杂。
3、为了获得良好的热塑性复合材料界面性能,亟需提出一种操作简便且效率较高的工艺方法。
技术实现思路
1、有鉴于此,本发明要解决的技术问题在于提供一种在线改性纤维表面的热塑性预浸料制备系统及方法,本发明制备的热塑性预浸料可以获得较优的热塑性复合材料界面性能。
2、本发明提供了一种在线改性纤维表面的热塑性预浸料制备方法,包括以下步骤:
3、a)将展开后的纤维进行在线等离子体喷涂处理;
4、b)将步骤a)处理后的纤维与树脂熔体浸润,得到在线改性纤维表面的热塑性预浸料。
5、优选的,步骤a)中,进行在线等离子体喷涂处理时,位于纤维上方的等离子喷头和位于纤维下方的等离子喷头向纤维表面喷射等离子体,对纤维表面改性。
6、优选的,步骤a)中,所述等离子喷头距离纤维表面10~40mm;
7、所述在线等离子体喷涂处理的功率为100~1500w,气压为0.15~0.30mpa。
8、优选的,步骤a)中,将展开后的纤维进行在线等离子体喷涂处理前,还包括将纤维安装在纱架上,经展纱装置展开。
9、优选的,步骤b)中,所述浸润的过程中,纤维牵引速度为0.3~0.9m/min,树脂供给速率为6~12g/min。
10、优选的,步骤b)中,将步骤a)处理后的纤维与树脂熔体浸润后,还包括:经定型辊压实和表面定型;
11、所述经定型辊压实和表面定型后,还包括:经牵引辊牵引到达收卷装置,完成预浸料收卷。
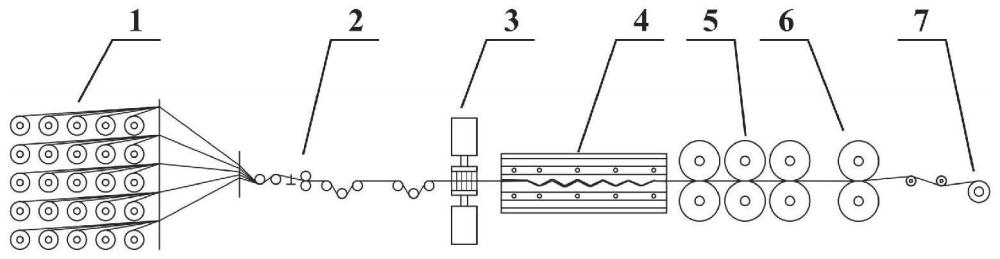
12、本发明还提供了一种在线改性纤维表面的热塑性预浸料制备系统,包括:
13、与展纱装置相连的等离子体处理装置;
14、与所述等离子体处理装置相连的浸润模具。
15、优选的,所述等离子体处理装置包括位于纤维上方的等离子喷头和位于纤维下方的等离子喷头;
16、所述热塑性预浸料制备系统还包括:
17、纱架;
18、与所述纱架相连的展纱装置。
19、优选的,还包括依次相连的挤出机和熔体泵;
20、所述熔体泵与所述浸润模具相连;
21、所述挤出机、熔体泵和浸润模具均通过熔体流道相连。
22、优选的,还包括:
23、与所述浸润模具相连的定型辊;
24、与所述定型辊相连的牵引辊;
25、与所述牵引辊相连的收卷装置。
26、本发明提供了一种在线改性纤维表面的热塑性预浸料制备方法,包括以下步骤:a)将展开后的纤维进行在线等离子体喷涂处理;b)将步骤a)处理后的纤维与树脂熔体浸润,得到在线改性纤维表面的热塑性预浸料。针对高性能热塑性预浸料,传统的碳纤维表面处理方法会导致复合材料界面性能偏低,影响复合材料力学性能,从而影响热塑性复合材料在航空领域的应用。本发明在热塑性预浸料生产线上加装等离子喷涂装置,在纤维充分展开后对其表面进行在线喷涂处理,等离子体喷涂处理后的纤维具有更高的表面活性,其与热塑性树脂具有高的界面结合强度,从而能够提高复合材料力学性能。本发明既不需要研制耐高温上浆剂,也不需要复杂的电化学表面处理,操作简单、性能稳定且成本较低,能够实现高性能热塑性预浸料连续稳定制备。
技术特征:
1.一种在线改性纤维表面的热塑性预浸料制备方法,包括以下步骤:
2.根据权利要求1所述的热塑性预浸料制备方法,其特征在于,步骤a)中,进行在线等离子体喷涂处理时,位于纤维上方的等离子喷头和位于纤维下方的等离子喷头向纤维表面喷射等离子体,对纤维表面改性。
3.根据权利要求2所述的热塑性预浸料制备方法,其特征在于,步骤a)中,所述等离子喷头距离纤维表面10~40mm;
4.根据权利要求1所述的热塑性预浸料制备方法,其特征在于,步骤a)中,将展开后的纤维进行在线等离子体喷涂处理前,还包括将纤维安装在纱架上,经展纱装置展开。
5.根据权利要求1所述的热塑性预浸料制备方法,其特征在于,步骤b)中,所述浸润的过程中,纤维牵引速度为0.3~0.9m/min,树脂供给速率为6~12g/min。
6.根据权利要求1所述的热塑性预浸料制备方法,其特征在于,步骤b)中,将步骤a)处理后的纤维与树脂熔体浸润后,还包括:经定型辊压实和表面定型;
7.一种在线改性纤维表面的热塑性预浸料制备系统,包括:
8.根据权利要求7所述的热塑性预浸料制备系统,其特征在于,所述等离子体处理装置包括位于纤维上方的等离子喷头和位于纤维下方的等离子喷头;
9.根据权利要求7所述的热塑性预浸料制备系统,其特征在于,还包括依次相连的挤出机和熔体泵;
10.根据权利要求7所述的热塑性预浸料制备系统,其特征在于,还包括:
技术总结
本发明涉及热塑性复合材料技术领域,尤其涉及一种在线改性纤维表面的热塑性预浸料制备系统及方法。所述制备方法包括:A)将展开后的纤维进行在线等离子体喷涂处理;B)将步骤A)处理后的纤维与树脂熔体浸润,得到在线改性纤维表面的热塑性预浸料。针对高性能热塑性预浸料,传统的碳纤维表面处理方法会导致复合材料界面性能偏低,影响复合材料力学性能,从而影响热塑性复合材料在航空领域的应用。本发明在热塑性预浸料生产线上加装等离子喷涂装置,在纤维充分展开后对其表面进行在线喷涂处理,等离子体喷涂处理后的纤维具有更高的表面活性,其与热塑性树脂具有高的界面结合强度,从而能够提高复合材料力学性能。
技术研发人员:张代军,王成博,董士玉,叶璐,杨方鸿,李军,陈祥宝
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!