一种红外激光焊接用聚苯硫醚基复合材料及其制备方法与流程
本发明涉及聚苯硫醚,具体的,涉及一种红外激光焊接用聚苯硫醚基复合材料及其制备方法。
背景技术:
1、在实际工业生产中,复杂塑料产品常需通过机械连接、热焊接和激光焊接等方式连接。激光焊接因焊接精度高、热应力和振动应力小、焊缝洁净无污染,广泛应用于医疗器械、电子器件封装等领域。该工艺利用激光能量加热熔融接触面,在夹紧压力下焊接。常用红外激光和注塑方式生产,材料多为ppa(聚邻苯二甲酰胺)和pet(对苯二甲酸乙二醇酯)等聚合物基复合材料,但它们在耐温、阻燃和耐化学腐蚀方面受限。pps(聚苯硫醚)因耐温、阻燃和耐化学腐蚀性好,可弥补这些不足,但pps的结晶度和无机填充物对激光散射强,导致红外激光透过率低,焊接强度难保障。尤其是市场对黑色pps复合材料需求高,进一步增加提高透过率难度。因此,制备黑色透光pps复合材料是当前难点。
2、中国发明专利cn118772637a公开了一种可激光焊接的聚苯硫醚复合材料及其制备方法,通过添加少量的增透剂,大幅度改善聚苯硫醚组合物的激光透过率,改善激光焊接性,通过引入新型高温抗氧剂,能够有效抑制激光焊接过程中聚苯硫醚树脂的分解而引起的起泡现象,聚砜材料有助于提高聚苯硫醚树脂激光透过率,从而使制得的聚苯硫醚复合材料产品具有优异的力学性能,较高的激光透过率,适用于激光焊接领域和对材料透光率有很高要求的领域,但该发明并不适用于黑色pps复合材料的焊接。
技术实现思路
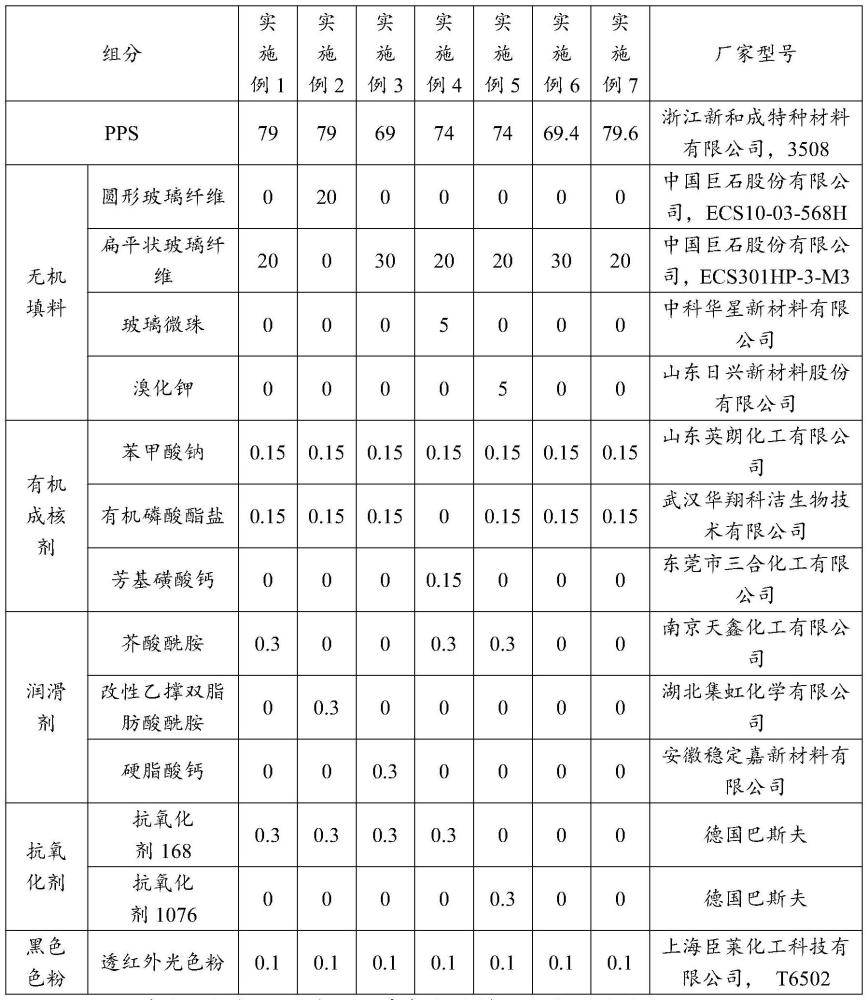
1、本发明第一方面提供了一种红外激光焊接用聚苯硫醚基复合材料,按重量份计,组分包括:pps 40-90份,无机填料5-40份,有机成核剂0.1-5份,黑色色粉0.01-0.5份,所述无机填料包括扁平状玻璃纤维、玻璃微珠、圆形玻璃纤维、溴化钾、氟化钙、二氧化硅中的至少一种,所述扁平状玻璃纤维在复合材料中的添加量小于30wt%,所述复合材料在1mm厚度下红外激光透过率大于20%。
2、组分还包括润滑剂和/或抗氧化剂。
3、优选的,按重量份计,组分包括:pps 40-90份,无机填料5-40份,有机成核剂0.1-5份,润滑剂0.1-5份,抗氧化剂0.1-5份,黑色色粉0.01-0.5份。
4、进一步优选的,按重量份计,组分包括:pps 80份,无机填料5-40份,有机成核剂0.1-1份,润滑剂0.1-1份,抗氧化剂0.1-1份,黑色色粉0.01-0.5份。
5、所述pps在315℃,5kg时的熔融指数为80-300g/10min,所述pps的结晶温度为120-210℃。
6、所述pps和无机填料的重量比为(2-4.5):1。
7、优选的,所述pps和无机填料的重量比为(2-4):1。
8、所述无机填料在复合材料中的添加量为15-35wt%。
9、本申请研究发现,无机填料在复合材料中的添加量为15-35wt%,可保证透光率的基础上提高力学强度,较低含量的无机填料无法保证本体强度,较高含量的无机填料不利于透光和吸光两部件表面的熔融结合,而特定添加量,可与pps形成不同形态、不同维度的复配体,有利于保证制件的尺寸、形状稳定性。
10、优选的,所述无机填料在复合材料中的添加量为20-30wt%。
11、优选的,所述无机填料包括扁平状玻璃纤维、玻璃微珠、圆形玻璃纤维、溴化钾中的至少一种。
12、所述有机成核剂包括苯甲酸钠、芳基磺酸钙、有机磷酸酯盐、季戊四醇硬脂酸酯、3-(4-烃基-3-甲氧基苯基)中的至少一种。
13、优选的,所述有机成核剂包括苯甲酸钠、芳基磺酸钙、有机磷酸酯盐中的至少一种。
14、所述润滑剂包括硅酮粉、蜡、芥酸酰胺、硬脂酸钙、聚四氟乙烯、改性乙撑双脂肪酸酰胺中的至少一种。
15、优选的,所述润滑剂包括芥酸酰胺、硬脂酸钙、改性乙撑双脂肪酸酰胺中的至少一种。
16、优选的,所述黑色色粉包括透红外光色粉。
17、优选的,所述抗氧化剂包括抗氧化剂2246、抗氧化剂264、叔丁基-4-羟基苯甲醚、2,2'-亚甲基双-(4-叔丁基-4-乙基苯酚)、2,4-二叔丁基苯酚、4,4'-硫代双(6-叔丁基间甲基甲酚)、抗氧化剂1076、抗氧化剂ao-50、抗氧化剂1010和抗氧化剂168中的至少一种。
18、本发明第二方面提供了一种红外激光焊接用聚苯硫醚基复合材料的制备方法,包括以下步骤:
19、将pps、有机成核剂、润滑剂、抗氧化剂、黑色色粉、无机填料除玻璃纤维外混合均匀,得到混合物;
20、将混合物加入到双螺杆挤出机主喂料仓中,将无机填料中的玻璃纤维加入到双螺杆挤出机侧喂料仓中,进行挤出、切粒、干燥,得到改性粒子;
21、将改性粒子进行注塑,即得。
22、优选的,所述主喂料的频率为5-15hz,所述侧喂料的频率为1-3hz。
23、优选的,所述挤出的熔融温度为250-320℃。
24、优选的,所述注塑的温度为250-330℃,所述注塑的压力为40-80mpa,所述注塑的模具温度为80-150℃。
25、有益效果
26、1.本申请制备得到了黑色聚苯硫醚基复合材料,具有较高的红外激光透过率,满足红外激光焊接使用要求。
27、2.无机填料包括扁平状玻璃纤维、玻璃微珠、圆形玻璃纤维、溴化钾、氟化钙、二氧化硅中的至少一种,所述扁平状玻璃纤维在复合材料中的添加量小于
28、30wt%,可进一步提高红外激光透过率,达到24%以上,提高焊接效率。
29、3.所述pps在315℃,5kg时的熔融指数为80-300g/10min(315℃,5kg),所述pps的结晶温度为120-210℃,可提高焊接强度。
30、4.无机填料在复合材料中的添加量为15-35wt%,可保证透光率的基础上提高力学强度。
31、5.限定pps和无机填料的重量比为(2-4.5):1,制备得到复合材料拉伸强度高达100mpa,红外激光透过率高达33%。
技术特征:
1.一种红外激光焊接用聚苯硫醚基复合材料,其特征在于,按重量份计,组分包括:pps40-90份,无机填料5-40份,有机成核剂0.1-5份,黑色色粉0.01-0.5份,所述无机填料包括扁平状玻璃纤维、玻璃微珠、圆形玻璃纤维、溴化钾、氟化钙、二氧化硅中的至少一种,所述扁平状玻璃纤维在复合材料中的添加量小于30wt%,所述复合材料在1mm厚度下红外激光透过率大于20%。
2.根据权利要求1所述的红外激光焊接用聚苯硫醚基复合材料,其特征在于,组分还包括润滑剂和/或抗氧化剂。
3.根据权利要求2所述的红外激光焊接用聚苯硫醚基复合材料,其特征在于,按重量份计,组分包括:pps 40-90份,无机填料5-40份,有机成核剂0.1-5份,润滑剂0.1-5份,抗氧化剂0.1-5份,黑色色粉0.01-0.5份。
4.根据权利要求1或3所述的红外激光焊接用聚苯硫醚基复合材料,其特征在于,所述pps在315℃,5kg时的熔融指数为80-300g/10min,所述pps的结晶温度为120-210℃。
5.根据权利要求4所述的红外激光焊接用聚苯硫醚基复合材料,其特征在于,所述pps和无机填料的重量比为(2-4.5):1。
6.根据权利要求5所述的红外激光焊接用聚苯硫醚基复合材料,其特征在于,所述无机填料在复合材料中的添加量为15-35wt%。
7.根据权利要求6所述的红外激光焊接用聚苯硫醚基复合材料,其特征在于,所述无机填料包括扁平状玻璃纤维、玻璃微珠、圆形玻璃纤维、溴化钾中的至少一种。
8.根据权利要求7所述的红外激光焊接用聚苯硫醚基复合材料,其特征在于,所述有机成核剂包括苯甲酸钠、芳基磺酸钙、有机磷酸酯盐、季戊四醇硬脂酸酯、3-(4-烃基-3-甲氧基苯基)中的至少一种。
9.根据权利要求2或3所述的红外激光焊接用聚苯硫醚基复合材料,其特征在于,所述润滑剂包括硅酮粉、蜡、芥酸酰胺、硬脂酸钙、聚四氟乙烯、改性乙撑双脂肪酸酰胺中的至少一种。
10.一种根据权利要求2-9任一项所述红外激光焊接用聚苯硫醚基复合材料的制备方法,其特征在于,包括以下步骤:
技术总结
本发明涉及聚苯硫醚技术领域,具体的,涉及一种红外激光焊接用聚苯硫醚基复合材料及其制备方法。按重量份计,组分包括:PPS 40‑90份,无机填料5‑40份,有机成核剂0.1‑5份,黑色色粉0.01‑0.5份,所述复合材料在1mm厚度下红外激光透过率大于20%。通过特定的配方和工艺参数,可在不影响机械性能的前提下保证材料具有较高的红外激光透过率,同时,有利于材料表面在受热后快速熔融,在施加较低焊接功率时即可完成焊接,同时也保证焊接强度。
技术研发人员:李晨阳,罗达,赵典浩
受保护的技术使用者:苏州纳磐新材料科技有限公司
技术研发日:
技术公布日:2025/3/18
- 还没有人留言评论。精彩留言会获得点赞!