TPO防水材料专用胶粘剂的制备方法与流程
本发明涉及建筑材料,具体为tpo防水材料专用胶粘剂的制备方法。
背景技术:
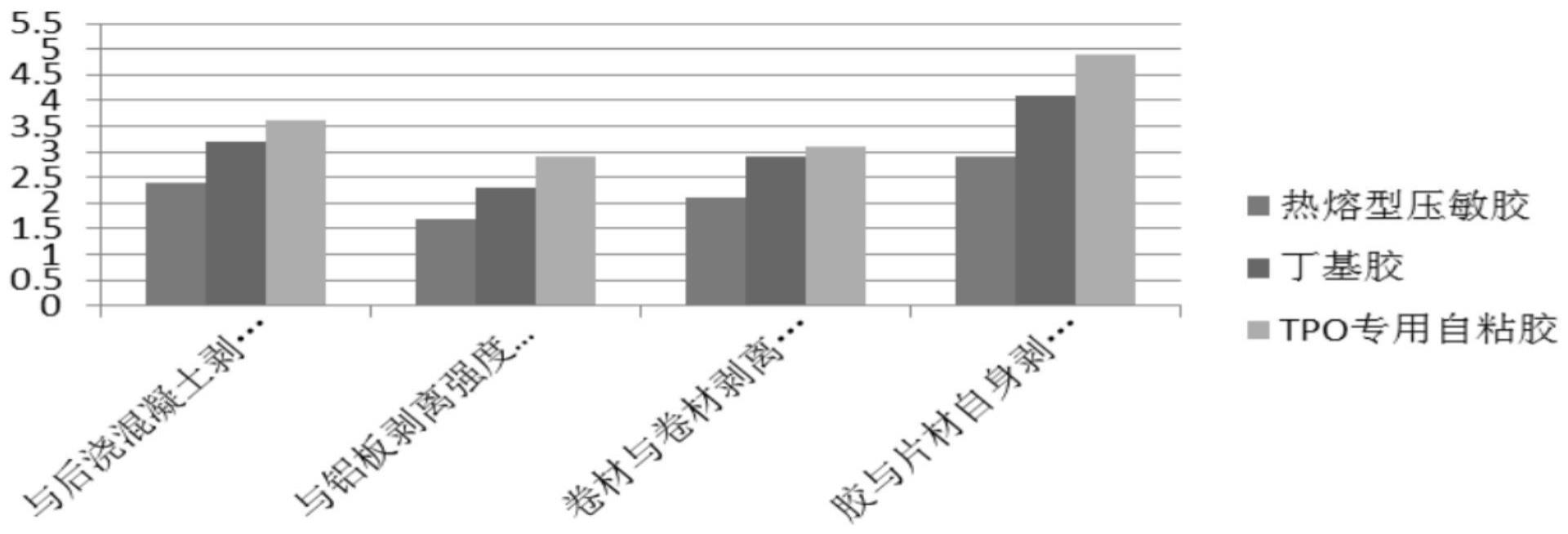
1、国内tpo防水卷材大多数在选择热熔型压敏胶作为胶粘剂,少数选用丁基胶作为胶粘剂;主要原因在于压敏胶熔胶方式简单,便于操作;而丁基胶需专用熔胶挤出以及刮涂设备;但是热熔型压敏胶较丁基胶更易出现脱层现象,原因为时间久了,软化剂容易析出;要达到粘接剂与片材百分百完全不脱层,热熔型压敏胶不可能,丁基胶有可能办到。
2、tpo防水卷材在生产过程中的涂胶阶段,不可避免的会出现横截面上的涂胶量均匀度稍差的情况,这种情况目前还没有更好的解决办法;涉及到成型模具的精密度,以及涂胶模具的精密度;我们目前能做的,只有尽力减小这个误差。目前误差能控制在6%左右。
3、现有专利(公开号:cn108485582a)公开了一种防水材料专用溶剂型双组分聚氨酯胶粘剂及其制备方法,这种胶粘剂由a胶和b胶配制成成,其中,a胶以多元醇、间苯二甲酸、己二酸和二甘醇为原料,以钛酸四丁酯为催化剂,以氮气为反应保护体系,制得聚酯多元醇,然后再与ipdi和乙酸乙酯反应得到a胶;b胶以tdi、mdi、乙酸乙酯、三羟甲基丙烷为原料,a胶与b胶的混合比例为5:1,再加入9份乙酸乙酯可得溶剂型双组分聚氨酯胶粘剂。本发明制得的防水材料专用溶剂型双组分聚氨酯胶粘剂产品兼具良好的复合强度以及耐水煮性能,从而其可用于防水材料复合膜专用胶水,且制备工艺的参数易于控制,制备过程无排放,属于环境友好型生产方案。但是丁基胶是纯的橡胶,与tpo片材相容性较差,不敢保证长时间完全不脱层,不能很好满足人们的使用需求等缺点。
技术实现思路
1、针对现有技术的不足,本发明提供了tpo防水材料专用胶粘剂的制备方法,解决了上述背景技术中提出丁基胶是纯的橡胶,与tpo片材相容性较差,不敢保证长时间完全不脱层问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:tpo防水材料专用胶粘剂的制备方法,胶粘剂的质量份设为100%,其各个原料占比如下:聚烯烃的质量占比为60~65%;烯烃基弹性体24~28%;阻燃功能母料8~12%;抗氧剂0.4~0.6%;紫外线吸收剂0.4~0.6%;
3、所述胶粘剂的制备工艺步骤如下:
4、s1、将聚烯烃、烯烃基弹性体、阻燃功能母料、抗氧剂以及紫外线吸收剂依次倒入搅拌机中,按比例对物料进行混合操作;
5、s2、将混合后的物料以颗粒计量式喂料进入平行双螺杆挤塑机中进行挤出塑化操作;
6、s3、将熔融料导入压辊中进行压片定型;
7、s4、投入tpo专用胶粘剂设定涂胶克重,开启联动装置,将tpo胶粘剂均匀热涂于tpo片材;
8、s5、贴合3.8丝pe隔离膜与tpo专用胶表面;
9、s6、自然冷却后进行收卷打包。
10、可选的,所述s1中的搅拌机在对物料混合过程中的转速设为120~240r/min,其搅拌时长设为30~90min。
11、可选的,所述s2中的挤塑机在使用过程中的螺杆温度设为185℃。
12、可选的,所述s2中的挤塑机在使用过程中的流道温度设为175℃。
13、可选的,所述s2中的挤塑机在使用过程中的模具温度设为175℃。
14、可选的,所述s3中的压辊在使用过程中的温度设为35℃。
15、可选的,所述s4中的tpo专用胶挤出机温度设定为140℃。
16、本发明提供了tpo防水材料专用胶粘剂的制备方法,具备以下有益效果:
17、该tpo防水材料专用胶粘剂的制备方法,主体材料选用橡胶与聚烯烃弹性体的共聚物,辅以软化剂以及其它多种助剂,通过高温高压密炼反应而制成。在配方设计方面,充分考虑了不同种类的橡胶和聚烯烃弹性体之间的相容性以及化学反应的易获得性。对比不同反应条件制得橡胶-聚烯烃弹性体共聚物的物理性能和化学性能后选取一种合适的橡胶-聚烯烃弹性体共聚物。其中侧重考察制品的蠕变性,一般情况下,制品的蠕变性越好,时间越久,粘得越牢。经研究,丁基橡胶-poe共聚物各项性能指标都符合要求。此胶粘剂选用的丁基橡胶-poe共聚物既有丁基橡胶的气密性好、耐热、耐臭氧、耐老化、耐化学腐蚀、吸震、电绝缘性、对阳光及臭氧具良好的抵抗性等优点,又包含poe卓越的熔接线强度、分散性好、冲击强度高、杰出的成型能力的优点。随着各种助剂的加入,更是再次提高了制品的耐老化、耐化学腐蚀等优点,可暴露使用;
18、其中的聚烯烃弹性体与tpo片材的主体材料分属同类,故与tpo片材相容性极其良好,与片材有极强的粘接力;由于蠕变性良好,随着时间的推移,产品只会粘得越来越牢固,能够良好的避免胶层与片材层分离的现象。
技术特征:
1.tpo防水材料专用胶粘剂的制备方法,其特征在于:所述胶粘剂的质量份设为100%,其各个原料占比如下:聚烯烃的质量占比为60~65%;烯烃基弹性体24~28%;阻燃功能母料8~12%;抗氧剂0.4~0.6%;紫外线吸收剂0.4~0.6%;
2.根据权利要求1所述的tpo防水材料专用胶粘剂的制备方法,其特征在于:所述s1中的搅拌机在对物料混合过程中的转速设为120~240r/min,其搅拌时长设为30~90min。
3.根据权利要求1所述的tpo防水材料专用胶粘剂的制备方法,其特征在于:所述s2中的挤塑机在使用过程中的螺杆温度设为185℃。
4.根据权利要求1所述的tpo防水材料专用胶粘剂的制备方法,其特征在于:所述s2中的挤塑机在使用过程中的流道温度设为175℃。
5.根据权利要求1所述的tpo防水材料专用胶粘剂的制备方法,其特征在于:所述s2中的挤塑机在使用过程中的模具温度设为175℃。
6.根据权利要求1所述的tpo防水材料专用胶粘剂的制备方法,其特征在于:所述s3中的压辊在使用过程中的温度设为35℃。
7.根据权利要求1所述的tpo防水材料专用胶粘剂的制备方法,其特征在于:所述s4中的tpo专用胶挤出机温度设定为140℃。
技术总结
本发明公开了TPO防水材料专用胶粘剂的制备方法,涉及建筑材料技术领域,具体为TPO防水材料专用胶粘剂的制备方法,胶粘剂的质量份设为100%,其各个原料占比如下:聚烯烃的质量占比为60~65%;烯烃基弹性体24~28%;阻燃功能母料8~12%;抗氧剂0.4~0.6%;紫外线吸收剂0.4~0.6%;所述胶粘剂的制备工艺步骤如下:S1、将聚烯烃、烯烃基弹性体、阻燃功能母料、抗氧剂以及紫外线吸收剂依次倒入搅拌机中,按比例对物料进行混合操作。该TPO防水材料专用胶粘剂的制备方法,相较传统压敏胶或丁基胶,在保证不脱层的前提下,抗老化、耐紫外线、片材与片材粘接等指标均有明显的提升,胶层不会与片材分离;粘接力极其良好。
技术研发人员:郭海成,李小平
受保护的技术使用者:四川金兴邑都建筑材料有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!