一种贴膜以及贴膜的生产工艺的制作方法
本发明属于光显行业模组生产,特别是一种贴膜以及贴膜的生产工艺。
背景技术:
1、光显行业模组内会用到很多不同性质的胶带贴在相应的位置起到粘连、绝缘、散热、屏蔽等功能。一块模组多种不同性质胶带贴敷常规工艺为一款胶带为一个模切产品,人工或机贴至相应位置,多少款胶带就会有多少款模切产品。
2、后期为节约成本会将相同类型的胶带做在一个膜上,同时贴敷,减少贴敷与撕膜频率降低成本,但不同类型的胶带想要做在一个膜上会因为胶性质及厚度不同影响制作或客户贴敷使用效果,如单面胶和双面胶问题点为:单面胶需要用带粘性的保护膜做盖膜,黏住单面胶无胶面,客户拿取产品(含盖膜的单面胶)贴在指定位置后撕去盖膜。而双面胶为任意一面胶贴在离型膜的盖膜,客户拿取产品(含离型膜的双面胶)贴在指定位置后撕去离型膜。想要单、双面胶做成一个整体,盖膜将影响工艺设计。
3、胶带厚度也会影响客户使用,如:靠的很近的不同厚度的胶带制作于盖膜上,客户贴敷与相应位置后厚的胶带可以和被贴物牢固贴合,薄的胶带由于有高度落差,部分位置贴敷不到被贴物,撕离盖膜时会导致薄的胶带不能贴在被贴物上被盖膜带走,或胶体贴合不牢,产生气泡、打皱等问题。
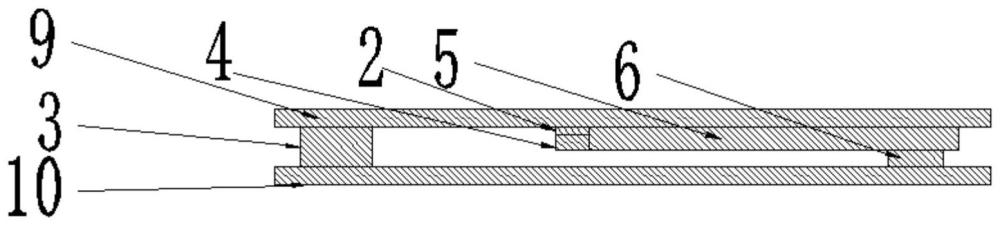
4、客户端也在大量导入机贴方式,机贴方式对于胶带的要求还要包括胶带的平整度,因为自动化设备采用吸盘吸附产品后撕离底膜,再贴敷在被贴物上,后撕离盖膜,在吸附该产品的过程中若放料仓里面的产品产生倾斜会影响吸盘吸附,导致产品吸附不了。以及解决放料仓内产品间的静电吸附问题,防止吸盘吸附产品时,被吸附产品的下一张产品因静电问题被带起导致产品掉落或位置偏移。请参考说明书附图中的图1-图3所示,具体为:
5、1、现有技术中的贴膜产品,一端包含盖膜1、第二单面胶4、双面胶5、第三单面胶6(pet)和底膜7,另一端包含盖膜1和底膜7,两端高度差t=0.5mm,当产品在自动化放料仓内堆叠摆放时,会向高度低的方向倾斜,产品放置越多倾斜角度越大,影响自动化机贴设备吸盘吸附产品。
6、2、如图3所示,撕去底膜7将产品贴敷与被贴物8上后需要撕去盖膜1,由于第二单面胶4和双面胶5存在0.05mm的高度差,当两款材料间间隙很小时,第二单面胶4起头位置不能与被贴物8充分贴合导致第二单面胶4被盖膜1带走,或胶体贴合不牢,产生气泡、打皱等问题。
7、3、由于膜类产品没有经过特殊处理会产生大量静电,产品放置在放料仓内被自动化机贴设备吸盘吸附产品时会因为被吸附产品的底膜7与下一张产品的盖膜1之间存在静电吸附,导致被吸附产品的下一张产品因静电问题被带起使产品掉落或位置偏移。
技术实现思路
1、为解决上述问题,本发明提出的贴膜,产品堆叠后不会产生高度差,可解决反离型现象的贴附不良,同时还能解决静电吸附问题。另外,本发明还提出了上述贴膜的生产工艺,简化制程工艺,又节省材料成本。
2、为实现上述目的,本发明采用的技术方案是:
3、在第一个技术方案中,一种贴膜,包括盖膜和底膜,所述盖膜和底膜的第一侧设置有需异形材料,所述需异形材料包括第二单面胶、双面胶和第三单面胶,所述盖膜和底膜之间与第一侧相对的第二侧设置有第一单面胶,且所述第一单面胶的黏性面朝向底膜并与底膜粘贴,所述第一单面胶的厚度所述需异形材料的厚度相同,以使盖膜和底膜的第一侧和第二侧等厚。
4、在第一个技术方案中,作为优选的,所述第一单面胶的黏性面为硅胶系胶体。
5、在第一个技术方案中,作为优选的,所述第二单面胶和盖膜之间贴附有补差膜,所述补差膜的厚度与第二单面胶起头位置和双面胶的高度差相匹配。
6、在第一个技术方案中,作为优选的,所述补差膜朝向盖膜一侧为硅胶系胶体,补差膜朝向第二单面胶一侧为弱粘膜面。
7、在第一个技术方案中,作为优选的,所述第二单面胶的厚度为0.05mm,所述双面胶的厚度为0.1mm,所述第三单面胶的厚度为0.35mm。
8、在第一个技术方案中,作为优选的,所述第一单面胶的厚度为0.5mm。
9、在第一个技术方案中,作为优选的,所述补差膜的厚度为0.05mm。
10、在第一个技术方案中,作为优选的,所述盖膜和底膜分别为抗静电盖膜和抗静电底膜。
11、在第一个技术方案中,一种贴膜的生产工艺,制作如第一个技术方案中任一项所述的贴膜,包括如下步骤,
12、s1、在拖底膜和抗静电底膜上切出定位孔,并用异步功能切出第三单面胶所需的形状;
13、s2、在裁切好的第三单面胶上贴敷第二单面胶后,使用异步功能切出补差膜,弱粘保护膜面朝第二单面胶;
14、s3、切出第二单面胶和补差膜的外形,并排去外框,露出除产品以外的抗静电底膜,在抗静电底膜上异步裁切单面胶,硅胶系胶体朝抗静电底膜的离型面;
15、s4、贴合双面胶套切出其产品形状;
16、s5、排去补差膜2硅胶系胶体面的离型膜,露出胶体,排去双面胶的离型膜,同时贴合抗静电盖膜,在拖底膜上半切切出产品的所有轮廓,排去拖底膜得到产品。
17、使用本发明的有益效果是:
18、1.本贴膜解决胶体厚度不同导致的不能与被贴物平行接触而产生反离型现象的贴敷不良;
19、2.解决部分区域高度落差大,导致产品堆叠后发生倾斜,从而影响自动化机贴设备吸盘取料问题;
20、3.解决放料仓内产品间的静电吸附问题,防止吸盘吸附产品时,被吸附产品的下一张产品因静电问题被带起导致产品掉落或位置偏移;
21、4.本贴膜的生产工艺中用到异步裁切,既能简化制程工艺,又节省材料成本。
技术特征:
1.一种贴膜,包括盖膜和底膜,所述盖膜和底膜的第一侧设置有需异形材料,所述需异形材料包括第二单面胶、双面胶和第三单面胶,其特征在于:所述盖膜和底膜之间与第一侧相对的第二侧设置有第一单面胶,且所述第一单面胶的黏性面朝向底膜并与底膜粘贴,所述第一单面胶的厚度所述需异形材料的厚度相同,以使盖膜和底膜的第一侧和第二侧等厚。
2.根据权利要求1所述的贴膜,其特征在于:所述第一单面胶的黏性面为硅胶系胶体。
3.根据权利要求1所述的贴膜,其特征在于:所述第二单面胶和盖膜之间贴附有补差膜,所述补差膜的厚度与第二单面胶起头位置和双面胶的高度差相匹配。
4.根据权利要求1所述的贴膜,其特征在于:所述补差膜朝向盖膜一侧为硅胶系胶体,补差膜朝向第二单面胶一侧为弱粘膜面。
5.根据权利要求1所述的贴膜,其特征在于:所述第二单面胶的厚度为0.05mm,所述双面胶的厚度为0.1mm,所述第三单面胶的厚度为0.35mm。
6.根据权利要求1所述的贴膜,其特征在于:所述第一单面胶的厚度为0.5mm。
7.根据权利要求3所述的贴膜,其特征在于:所述补差膜的厚度为0.05mm。
8.根据权利要求1所述的贴膜,其特征在于:所述盖膜和底膜分别为抗静电盖膜和抗静电底膜。
9.一种贴膜的生产工艺,制作如权利要求1-8任一项所述的贴膜,其特征在于:包括如下步骤,
技术总结
本发明属于光显行业模组生产技术领域,一种贴膜,包括盖膜和底膜,所述盖膜和底膜的第一侧设置有需异形材料,所述需异形材料包括第二单面胶、双面胶和第三单面胶,所述盖膜和底膜之间与第一侧相对的第二侧设置有第一单面胶,且所述第一单面胶的黏性面朝向底膜并与底膜粘贴,所述第一单面胶的厚度所述需异形材料的厚度相同,以使盖膜和底膜的第一侧和第二侧等厚。产品堆叠后不会产生高度差,可解决反离型现象的贴附不良,同时还能解决静电吸附问题。另外,本发明还提出了上述贴膜的生产工艺,简化制程工艺,又节省材料成本。
技术研发人员:田荣江,王立林
受保护的技术使用者:东莞冠佳新材料有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!