复合膜、3D打印设备及复合膜的制备方法与流程
本发明涉及3d打印增材,尤其是指一种复合膜、3d打印设备及复合膜的制备方法。
背景技术:
1、光固化3d打印技术主要是使用液体树脂作为原材料,利用液体树脂打印原料在特定波长与强度的光照射下固化的特性完成打印的过程。
2、如图1所示,提拉式光固化3d打印机设备一般包括料盒20、升降机30和曝光模块40(用于发射紫外线),料盒20需要固定在机架10上,而料盒20底部安装有离型膜201,料盒20内填充有液态树脂50,在进行3d打印时,先将三维模型进行分层处理,从而获取每层的图案信息,然后利用底部的曝光模块40将需要打印的每层图案透过料盒的离型膜201照射至液态树脂50上,位于升降机30的底板和离型膜201之间的树脂受到光照而发生固化反应形成固化层,该层固化层会粘结附着在升降机30的底板上(或者粘结附着在上一层固化层上),该层光图案固化完成后,升降机30带动固化层向远离曝光模块40的方向移动一定距离,固化层和离型膜分离,固化层和离型膜之间重新被液体树脂填充,再进行下一层的固化,重复迭代,最后形成一个完整打印件(即三维模型)。
3、透明三维模型在医疗领域、建筑设计、珠宝设计等行业中有着广泛的应用。在现有技术中一般可利用透明树脂(光敏树脂)作为打印材料来打印透明三维模型。透明树脂具有高透明度、高强度和高韧性的特点,不仅能够使得3d打印的物体几乎能够达到完全透明的效果,也确保了所打印的物体具有出色的耐用性,能够在各种环境下保持稳定。在医疗领域,透明树脂可以制作出高透明度、模拟真实人体组织的模型。这些模型不仅为医生提供了进行手术模拟和术前讨论的便利,还能够帮助患者更好地理解手术过程和预期效果;在建筑设计中,透明树脂的应用打破了传统建筑材料的局限性,为设计师们提供了更多创新的灵感,通过3d打印技术,设计师们可以创造出具有独特形态和透明度的建筑模型,从而更好地展示其设计理念。在珠宝设计中,透明树脂可以制作出精美的首饰,其独特的透明质感为珠宝增添了别样的魅力。
4、利用透明树脂作为打印材料来打印透明三维模型存在诸多的优点,但是使用传统的光固化3d打印技术打印透明的三维模型仍具有挑战性。例如,一些光固化3d打印机设备采用的离型膜是fep(f l uor i nated ethy l ene propy l ene,氟化乙烯丙烯共聚物)薄膜,fep薄膜价格低廉且具有较小的离型力,便于树脂与之分离,但是,申请人发现,通过fep薄膜打印的三维模型容易出现黄化,使得打印的模型的透明度不佳,从而带来一些问题,例如,当打印的产品是隐形牙套时,透明度不高的牙套十分显眼,影响美观。
技术实现思路
1、为此,本发明所要解决的技术问题在于提高现有技术中光固化3d打印技术三维打印模型的透明度。
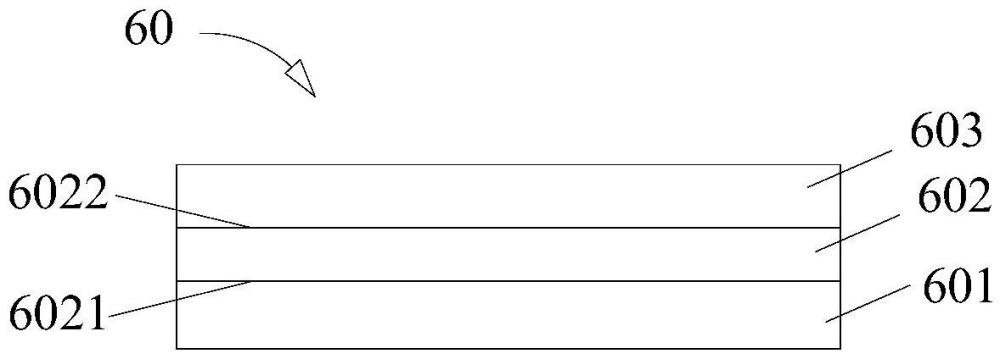
2、为解决上述技术问题,本发明提供了一种复合膜,包括,
3、透明的软胶层,所述软胶层下表面形成第一粘结面;
4、非透明的阻挡层,所述阻挡层的上表面和所述第一粘结面相粘结,所述阻挡层的紫外线透过率为50%~90%。
5、在本发明的一个实施方案中,所述复合膜仅包括一层透明的软胶层和一层非透明的阻挡层。
6、在本发明的一个实施方案中,所述复合膜用于光敏树脂的3d打印,在打印时,所述阻挡层的下表面为光照接收面。
7、在本发明的一个实施方案中,所述光敏树脂采用透明树脂。
8、在本发明的一个实施方案中,所述软胶层的紫外线透过率大于90%,所述软胶层厚度为0.02mm~0.3mm。
9、在本发明的一个实施方案中,所述阻挡层的厚度为0.01mm~0.3mm。
10、在本发明的一个实施方案中,所述阻挡层采用ptfe膜层。
11、在本发明的一个实施方案中,复合膜还包括透明的离型层,所述软胶层的上表面形成有第二粘结面,所述第二粘结面和所述离型层相粘结。
12、在本发明的一个实施方案中,所述离型层的紫外线透过率大于90%,所述离型层的厚度为0.01mm~0.3mm。
13、在本发明的一个实施方案中,所述离型层采用fep膜层或pfa膜层。
14、本发明还公开了一种3d打印设备,包括料盒,所述料盒为两端开口的腔体,所述腔体一端的开口由上述任一项所述的复合膜覆盖。
15、本发明还公开了一种复合膜的制备方法,包括,
16、制备阻挡层,使得所述阻挡层的紫外线透过率为50%~90%,并在所述阻挡层的上表面涂覆质材料,待胶质材料固化后形成软胶层。
17、在本发明的一个实施方案中,所述胶质材料为硅胶、橡胶、压敏胶水、聚氨酯胶水、环氧树脂胶水和聚二甲基硅氧烷中的一种或多种。
18、在本发明的一个实施方案中,上述制备方法还包括,制备离型层,并将所述软胶层远离所述阻挡层的一面和所述离型层热压贴合。
19、在本发明的一个实施方案中所述阻挡层和所述软胶层结合前,对所述阻挡层与所述软胶层的接触面进行粗化处理;所述离型层和所述软胶层结合前,对所述离型层和所述软胶层的接触面进行粗化处理。
20、本发明的上述技术方案相比现有技术具有以下优点:
21、本发明所述的复合膜,能够有效控制穿过复合膜的紫外线透过率,不仅可以有效保证透明树脂(3d打印材料)在短时间内快速固化,也可以降低透明树脂的老化速度,有效避免透明树脂发生雾化、黄变和发暗等现象,从而提高了打印模型的透明度,使得最终的打印模型更加透亮。
技术特征:
1.一种复合膜,其特征在于:包括,
2.如权利要求1所述的复合膜,其特征在于:所述复合膜仅包括一层透明的软胶层和一层非透明的阻挡层。
3.如权利要求1所述的复合膜,其特征在于,所述复合膜用于光敏树脂的3d打印,在打印时,所述阻挡层的下表面为光照接收面。
4.如权利要求3所述的复合膜,其特征在于,所述光敏树脂采用透明树脂。
5.根据权利要求1所述的复合膜,其特征在于:所述软胶层的紫外线透过率大于90%,所述软胶层的厚度为0.02mm~0.3mm。
6.根据权利要求1所述的复合膜,其特征在于:所述阻挡层的厚度为0.01mm~0.3mm。
7.根据权利要求1所述的复合膜,其特征在于:所述阻挡层采用ptfe膜层。
8.根据权利要求1所述的复合膜,其特征在于:还包括透明的离型层,所述软胶层的上表面形成有第二粘结面,所述第二粘结面和所述离型层相粘结。
9.根据权利要求9所述的复合膜,其特征在于:所述离型层的紫外线透过率大于90%,所述离型层的厚度为0.01mm~0.3mm。
10.根据权利要求1所述的复合膜,其特征在于:所述离型层采用fep膜层或pfa膜层。
11.一种3d打印设备,其特征在于:包括料盒,所述料盒为两端开口的腔体,所述腔体一端的开口由权利要求1-10任一项所述的复合膜覆盖。
12.一种复合膜的制备方法,其特征在于:包括,
13.如权利要求12所述的制备方法,其特征在于:所述胶质材料为硅胶、橡胶、压敏胶水、聚氨酯胶水、环氧树脂胶水和聚二甲基硅氧烷中的一种或多种。
14.如权利要求12所述的制备方法,其特征在于:还包括,制备离型层,并将所述软胶层远离所述阻挡层的一面和所述离型层热压贴合。
15.如权利要求14所述的制备方法,其特征在于:所述阻挡层和所述软胶层结合前,对所述阻挡层与所述软胶层的接触面进行粗化处理;所述离型层和所述软胶层结合前,对所述离型层和所述软胶层的接触面进行粗化处理。
技术总结
本发明涉及一种复合膜、3D打印设备及复合膜的制备方法,复合膜包括透明的软胶层和阻挡层;软胶层下表面形成第一粘结面;阻挡层的上表面和第一粘结面相粘结,阻挡层的紫外线透过率为50%~90%。本发明还涉及一种3D打印设备及复合膜的制备方法。本发明能够有效控制穿过复合膜的紫外线透过率,不仅可以有效保证透明树脂在短时间内快速固化,也可以有效避免透明树脂雾化、黄变、发暗等现象,从而提高了打印模型的透明度,使得最终的打印模型更加透亮。
技术研发人员:向玉洁,谢毅,吴国良
受保护的技术使用者:苏州富美康复合材料有限公司
技术研发日:
技术公布日:2025/2/17
- 还没有人留言评论。精彩留言会获得点赞!