一种分段式电动汽车后桥壳总成的制作方法
1.本实用新型涉及汽车车桥领域一种汽车后桥壳总成,特别是一种分段式电动汽车后桥壳总成。
背景技术:
2.现在市面上的电动汽车后桥壳总成大都采用钢板整体冲压焊接而成,也有采用铸钢或铸铁件铸造而成的,以上采用钢板整体冲压焊接而成的后桥壳总成存在冲压模具体积大、结构复杂、设备吨位大、模具制造成本高、设备投入大、操作不方便等缺陷;而采用铸铁或铸钢件铸造而成的后桥壳总成,通常重量较冲压焊接的后桥壳总成重20%左右,重量大不仅增加了材料消耗,而且会增大整车的重量和汽车运动的能耗,降低电动汽车的续航里程,不利于节能降耗。
技术实现要素:
3.本实用新型是克服现有技术的上述不足而提供一种分段式电动汽车后桥壳总成,具有结构简单、重量轻、工艺流程简单、生产制造成本低、生产周期短、产品质量稳定可靠性好。
4.本实用新型的技术方案是:一种分段式电动汽车后桥壳总成,其特征是:它包括桥壳中段、后桥轴管、内衬环、加强板、钢板弹簧座、电机架底座、abs线束支架、轴管法兰盘及油管支架;所述的桥壳中段,位于桥壳左、右方向的中间位置,它由桥壳中段上片、桥壳中段下片组焊而成,在桥壳中段的前方设置了桥壳中段加强环,加强环的中心与桥壳中段上、下片组焊后大孔中心重合,加强环的后平面与桥壳上、下片前端平面靠平,并通过加强环外侧的圆周角焊缝进行连接。
5.进一步地:所述的桥壳中段后方设置了后桥壳盖,后桥壳盖为冲压拉深件,后桥壳盖凸缘外边与桥壳上、下片阻焊后的后端面靠平,后桥壳盖圆形凸缘的中心线与桥壳中段大孔中心线重合,后桥壳盖端面凸缘外边与桥壳中段通过角焊缝焊接连接。
6.进一步地:所述的后桥轴管分为左轴管、右轴管,其特点是左轴管比右轴管长;所述的后桥轴管大端通过内衬环与桥壳中段一端相连,并通过焊接连接,轴管小端与轴管法兰盘小端相连,圆周焊接连接。
7.进一步地:所述的桥壳中段与两端后桥轴管焊接连接处的下方设置了桥壳加强板,加强板两端分别焊接在桥壳中段和后桥轴管上,并且加强板的中间段50%的长度不与桥壳中段和汽车轴管外表面相接触。
8.进一步地:所述的后桥轴管的正前方设置了电机架底座,电机架底座采用钢板冲压,底座上、下侧分别设置电机安装螺栓长形通孔,电机架底座与后桥轴管采用焊接连接。
9.进一步地:所述的后桥左轴管、右轴管靠外侧对称地设置了钢板弹簧座,钢板弹簧座对称地安装在后桥轴管两侧,其弹簧安装面与桥壳加强环平面呈一定角度与后桥轴管采用焊接连接。
10.进一步地:所述的后桥左、右轴管上,正前方左、右侧对称地安装有油管支架,后方设置了abs线束支架,油管支架和abs线束支架与后桥轴管均采用焊接连接;桥壳中段、后桥轴管、轴管法兰盘组焊后,其轴中心线的同轴度控制在0.5毫米以内,各组焊件的环焊缝熔深率均为100%。
11.本实用新型与现有技术相比具有如下特点:
12.1、本实用新型具有结构简单、重量轻、工艺流程简单、生产制造成本低、生产周期短、产品质量稳定可靠性好。
13.2、本实用新型重量轻、节约材料、减少汽车整车重量、减少汽车运行能源消耗。
14.3、本实用新型安装、操作简单,适用范围广,具有广泛的市场空间。
15.以下结合附图和具体实施方式对本实用新型的详细结构作进一步描述。
附图说明
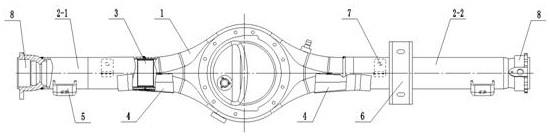
16.附图1为本实用新型的结构示意图;
17.附图2为附图1的俯视图。
具体实施方式
18.如附图所示:一种分段式电动汽车后桥壳总成,其特征是:它包括桥壳中段1、后桥轴管2、内衬环3、加强板4、钢板弹簧座5、电机架底座6、abs线束支架7、轴管法兰盘8及油管支架9;所述的桥壳中段1,位于桥壳左、右方向的中间位置,它由桥壳中段上片、桥壳中段下片组焊而成,在桥壳中段1的前方设置了桥壳中段加强环1
‑
1,加强环1
‑
1的中心与桥壳中段上、下片组焊后大孔中心重合,加强环1
‑
1的后平面与桥壳上、下片前端平面靠平,并通过加强环外侧的圆周角焊缝进行连接。
19.所述的桥壳中段1后方设置了后桥壳盖1
‑
2,后桥壳盖1
‑
2为冲压拉深件,后桥壳盖1
‑
2凸缘外边与桥壳上、下片阻焊后的后端面靠平,后桥壳盖1
‑
2圆形凸缘的中心线与桥壳中段大孔中心线重合,后桥壳盖1
‑
2端面凸缘外边与桥壳中段1通过角焊缝焊接连接。
20.所述的后桥轴管2分为左轴管2
‑
1、右轴管2
‑
2,其特点是左轴管2
‑
1比右轴管2
‑
2长;所述的后桥轴管2大端通过内衬环3与桥壳中段1一端相连,并通过焊接连接,轴管小端与轴管法兰盘小端相连,圆周焊接连接。
21.所述的桥壳中段1与两端后桥轴管2焊接连接处的下方设置了桥壳加强板4,加强板4两端分别焊接在桥壳中段1和后桥轴管2上,并且加强板3的中间段50%的长度不与桥壳中段和汽车轴管外表面相接触。
22.所述的后桥轴管2的正前方设置了电机架底座6,电机架底座6采用钢板冲压,底座上、下侧分别设置电机安装螺栓长形通孔,电机架底座6与后桥轴管2采用焊接连接。
23.所述的后桥左轴管2
‑
1、右轴管2
‑
2靠外侧对称地设置了钢板弹簧座5,钢板弹簧座5对称地安装在后桥轴管2两侧,其弹簧安装面与桥壳加强环平面呈一定角度与后桥轴管采用焊接连接。
24.所述的后桥左、右轴管上,正前方左、右侧对称地安装有油管支架9,后方设置了abs线束支架7,油管支架9和abs线束支架7与后桥轴管2均采用焊接连接;桥壳中段1、后桥轴管2、轴管法兰盘8组焊后,其轴中心线的同轴度控制在0.5毫米以内,各组焊件的环焊缝
熔深率均为100%。
技术特征:
1.一种分段式电动汽车后桥壳总成,其特征是:它包括桥壳中段、后桥轴管、内衬环、加强板、钢板弹簧座、电机架底座、abs线束支架、轴管法兰盘及油管支架;所述的桥壳中段,位于桥壳左、右方向的中间位置,它由桥壳中段上片、桥壳中段下片组焊而成,在桥壳中段的前方设置了桥壳中段加强环,加强环的中心与桥壳中段上、下片组焊后大孔中心重合,加强环的后平面与桥壳上、下片前端平面靠平,并通过加强环外侧的圆周角焊缝进行连接。2.根据权利要求1所述的一种分段式电动汽车后桥壳总成,其特征是:所述的桥壳中段后方设置了后桥壳盖,后桥壳盖为冲压拉深件,后桥壳盖凸缘外边与桥壳上、下片阻焊后的后端面靠平,后桥壳盖圆形凸缘的中心线与桥壳中段大孔中心线重合,后桥壳盖端面凸缘外边与桥壳中段通过角焊缝焊接连接。3.根据权利要求1所述的一种分段式电动汽车后桥壳总成,其特征是:所述的后桥轴管分为左轴管、右轴管,其特点是左轴管比右轴管长;所述的后桥轴管大端通过内衬环与桥壳中段一端相连,并通过焊接连接,轴管小端与轴管法兰盘小端相连,圆周焊接连接。4.根据权利要求1所述的一种分段式电动汽车后桥壳总成,其特征是:所述的桥壳中段与两端后桥轴管焊接连接处的下方设置了桥壳加强板,加强板两端分别焊接在桥壳中段和后桥轴管上,并且加强板的中间段50%的长度不与桥壳中段和汽车轴管外表面相接触。5.根据权利要求1所述的一种分段式电动汽车后桥壳总成,其特征是:述的后桥轴管的正前方设置了电机架底座,电机架底座采用钢板冲压,底座上、下侧分别设置电机安装螺栓长形通孔,电机架底座与后桥轴管采用焊接连接。6.根据权利要求1所述的一种分段式电动汽车后桥壳总成,其特征是:所述的后桥左轴管、右轴管靠外侧对称地设置了钢板弹簧座,钢板弹簧座对称地安装在后桥轴管两侧,其弹簧安装面与桥壳加强环平面呈一定角度与后桥轴管采用焊接连接。7.根据权利要求1所述的一种分段式电动汽车后桥壳总成,其特征是:所述的后桥左、右轴管上,正前方左、右侧对称地安装有油管支架,后方设置了abs线束支架,油管支架和abs线束支架与后桥轴管均采用焊接连接;桥壳中段、后桥轴管、轴管法兰盘组焊后,其轴中心线的同轴度控制在0.5毫米以内,各组焊件的环焊缝熔深率均为100%。
技术总结
一种分段式电动汽车后桥壳总成,它包括桥壳中段、后桥轴管、内衬环、加强板、钢板弹簧座、电机架底座、ABS线束支架、轴管法兰盘及油管支架;所述的桥壳中段,位于桥壳左、右方向的中间位置,它由桥壳中段上片、桥壳中段下片组焊而成,在桥壳中段的前方设置了桥壳中段加强环,加强环的中心与桥壳中段上、下片组焊后大孔中心重合,加强环的后平面与桥壳上、下片前端平面靠平,并通过加强环外侧的圆周角焊缝进行连接;本实用新型具有结构简单、重量轻、工艺流程简单、生产制造成本低、生产周期短、产品质量稳定可靠性好。定可靠性好。定可靠性好。
技术研发人员:谢鸥
受保护的技术使用者:衡阳风顺车桥有限公司
技术研发日:2021.04.12
技术公布日:2021/11/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1