车辆门盖连接结构、车辆及车辆门盖连接方法与流程
本申请属于车辆零部件加工,尤其涉及一种车辆门盖连接结构、车辆及车辆门盖连接方法。
背景技术:
1、在整车厂的车辆白车身制造中,车身四门两盖的外门板和内门板都需要进行包边工序,即对外门板和内门板之间加入包边胶,并对外门板的边缘施加一定的压紧力,使其夹紧内门板,形成内外板总成。然而,由于包边胶在常温状态下时粘着性有限,所施加的压紧力也有限,导致在运输和涂装高温固化工序时容易发生内外板之间相互窜动,从而影响尺寸精度和装配质量。
技术实现思路
1、本申请旨在至少解决现有技术中存在的技术问题之一。为此,本申请提出一种车辆门盖连接结构、车辆及车辆门盖连接方法,通过限位结构使外门板能分别和内门板的上下表面贴合,从而保证了在运输和涂装高温固化工序时内门板和外门板始终相对静止,不会发生相互窜动的现象,保证了尺寸精度和装配质量,并极大地降低生产成本,节省了加工工序,省时省力。
2、第一方面,本申请提供了一种车辆门盖连接结构,包括:
3、内门板,
4、外门板,至少部分所述外门板与至少部分所述内门板相贴合;
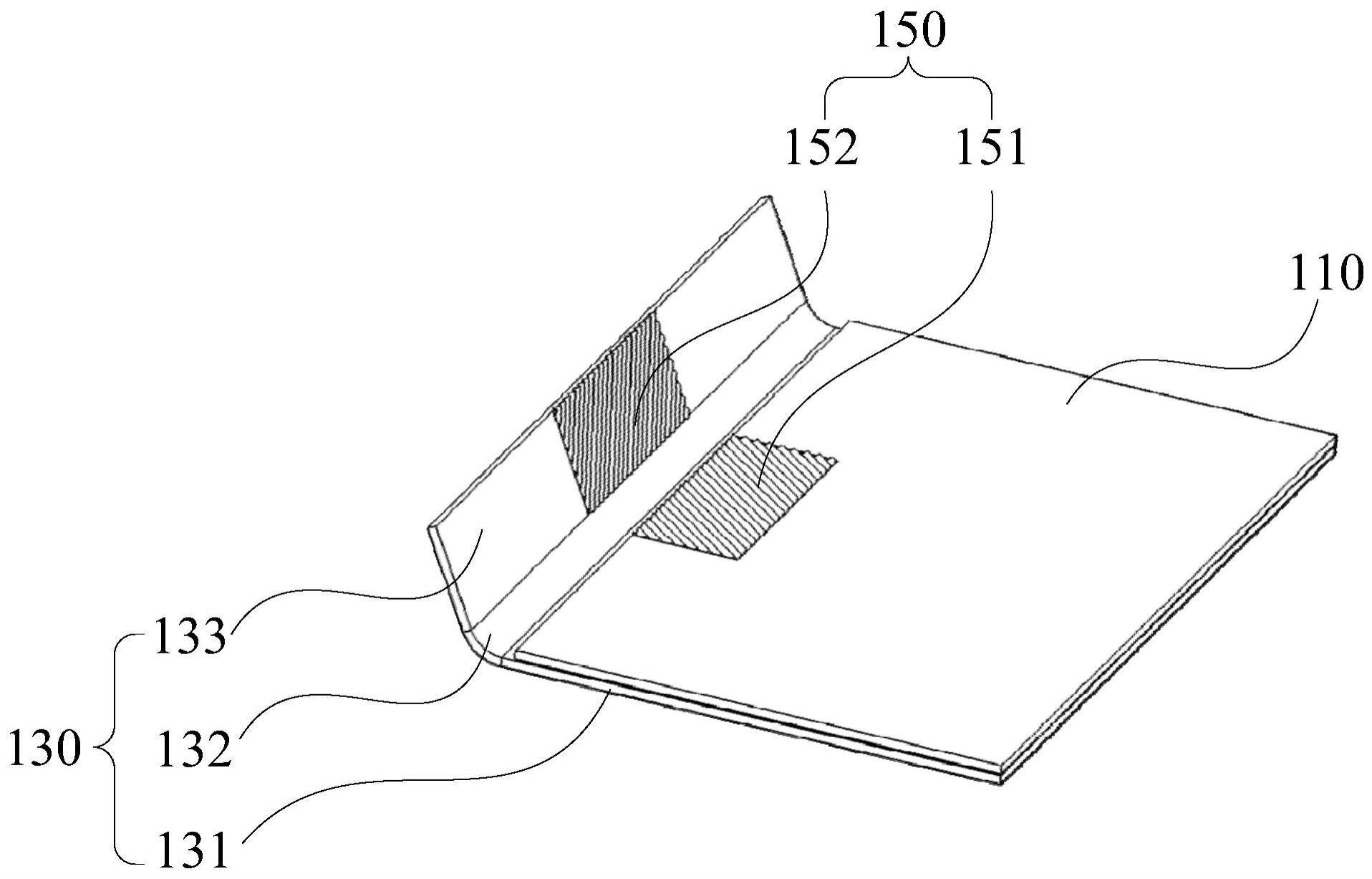
5、限位结构,所述限位结构包括第一限位部和第二限位部,所述第一限位部设置在所述内门板,所述第二限位部设置在所述外门板;其中,在折弯所述外门板的情况下,所述第一限位部和所述第二限位部相互挤压变形以使所述内门板和所述外门板之间抵接。
6、根据本申请的车辆门盖连接结构,将内门板放置在部分外门板上,通过对另一部分的外门板施加作用力以使外门板折弯,直至内门板的第一限位部和外门板的第二限位部相互挤压变形进而使内门板和外门板之间抵接,进而使外门板能分别和内门板的上下表面始终贴合紧密,从而保证了在运输和经过涂装高温固化工序的过程中内门板和外门板始终相对静止,不会发生相互窜动的现象,保证了尺寸精度和装配质量。另外,相较于相关技术中,采用双组份胶或者玻璃注胶制成的包边胶,或者是在折弯外门板使外门板夹住内门板时,利用点焊或者co2焊接工艺焊接外门板和内门板,本实施例通过限位结构能极大地降低生产成本,节省了加工工序,省时省力。
7、根据本申请的一个实施例,所述第一限位部和所述第二限位部中的一个包括多个间隔设置的第一凸起,在折弯所述外门板的情况下,所述第一限位部和所述第二限位部中的另一个包括多个间隔设置的第一凹槽,所述第一凹槽和所述第一凸起嵌接。
8、根据本申请的一个实施例,设定所述第一凸起设置在所述内门板时,沿所述内门板的长度方向,所述第一凸起与所述内门板的边缘之间的距离逐渐变小。
9、根据本申请的一个实施例,所述第一凸起的高度不小于0.2mm。
10、根据本申请的一个实施例,所述第一限位部和所述第二限位部中的一个还包括多个间隔设置的第二凸起,在折弯所述外门板的情况下,所述第一限位部和所述第二限位部中的另一个还包括多个间隔设置的第二凹槽,所述第二凹槽和所述第二凸起嵌接,所述第一凹槽位于所述内门板和所述外门板中的一个,所述第二凹槽位于所述内门板和所述外门板中的另一个。
11、根据本申请的一个实施例,在折弯所述外门板的情况下,所述第一凸起和所述第二凸起之间形成的夹角为θ,30°≤θ≤90°。
12、根据本申请的一个实施例,所述限位结构由冲压成型工艺制成。
13、根据本申请的一个实施例,所述外门板包括依次连接的第一贴合部、折弯部和第二贴合部,所述第一贴合部和所述内门板的下表面贴合,所述第二贴合部和所述内门板的上表面贴合,所述第二限位结构设置在所述第二贴合部。
14、第二方面,本申请提供了一种车辆,该车辆包括:
15、车身,以及
16、如上所述的车辆门盖连接结构,所述车辆门盖结构安装于所述车身。
17、根据本申请的车辆,通过车辆门盖连接结构的限位结构使外门板能分别和内门板的上下表面贴合,从而保证了在运输和涂装高温固化工序时内门板和外门板始终相对静止,不会发生相互窜动的现象,保证了尺寸精度和装配质量,并极大地降低生产成本,节省了加工工序,省时省力。
18、第三方面,本申请提供了一种车辆门盖连接方法,基于如上所述的车辆门盖连接结构,该车辆门盖连接方法包括:
19、加工待加工件使其分别形成所述外门板和所述内门板,且所述内门板设置有所述第一限位部,所述外门板设置有所述第二限位部;
20、折弯所述外门板,直至所述第一限位部和所述第二限位部相互挤压变形以使所述内门板和所述外门板之间抵接。
21、根据本申请的车辆门盖连接方法,通过加工得到的限位结构使外门板能分别和内门板的上下表面贴合,从而保证了在运输和涂装高温固化工序时内门板和外门板始终相对静止,不会发生相互窜动的现象,保证了尺寸精度和装配质量,并极大地降低生产成本,节省了加工工序,省时省力。
22、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.一种车辆门盖连接结构,其特征在于,包括:
2.根据权利要求1所述的车辆门盖连接结构,其特征在于,所述第一限位部和所述第二限位部中的一个包括多个间隔设置的第一凸起,在折弯所述外门板的情况下,所述第一限位部和所述第二限位部中的另一个包括多个间隔设置的第一凹槽,所述第一凹槽和所述第一凸起嵌接。
3.根据权利要求2所述的车辆门盖连接结构,其特征在于,设定所述第一凸起设置在所述内门板时,沿所述内门板的长度方向,所述第一凸起与所述内门板的边缘之间的距离逐渐变小。
4.根据权利要求2所述的车辆门盖连接结构,其特征在于,所述第一凸起的高度不小于0.2mm。
5.根据权利要求2至4任一项所述的车辆门盖连接结构,其特征在于,所述第一限位部和所述第二限位部中的一个还包括多个间隔设置的第二凸起,在折弯所述外门板的情况下,所述第一限位部和所述第二限位部中的另一个还包括多个间隔设置的第二凹槽,所述第二凹槽和所述第二凸起嵌接,所述第一凹槽位于所述内门板和所述外门板中的一个,所述第二凹槽位于所述内门板和所述外门板中的另一个。
6.根据权利要求5所述的车辆门盖连接结构,其特征在于,在折弯所述外门板的情况下,所述第一凸起和所述第二凸起之间形成的夹角为θ,30°≤θ≤90°。
7.根据权利要求1至4任一项所述的车辆门盖连接结构,其特征在于,所述限位结构由冲压成型工艺制成。
8.根据权利要求1至4任一项所述的车辆门盖连接结构,其特征在于,所述外门板包括依次连接的第一贴合部、折弯部和第二贴合部,所述第一贴合部和所述内门板的下表面贴合,所述第二贴合部和所述内门板的上表面贴合,所述第二限位结构设置在所述第二贴合部。
9.一种车辆,其特征在于,包括:
10.一种车辆门盖连接方法,其特征在于,基于权利要求至1至8任一项所述的车辆门盖连接结构,包括:
技术总结
本申请公开了一种车辆门盖连接结构、车辆及车辆门盖连接方法,属于车辆零部件加工技术领域。车辆门盖连接结构包括内门板、外门板和限位结构,至少部分外门板与至少部分内门板相贴合;限位结构包括第一限位部和第二限位部,第一限位部设置在内门板,第二限位部设置在外门板;在折弯外门板的情况下,第一限位部和第二限位部相互挤压变形以使内门板和外门板之间抵接。通过将内门板放置在部分外门板上,再对另一部分的外门板施加作用力以使外门板折弯,直至内门板的第一限位部和外门板的第二限位部相互挤压变形,进而使内门板和外门板之间抵接,从而保证在运输和涂装高温固化工序时内门板和外门板不会发生相互窜动的现象,保证了尺寸精度和装配质量。
技术研发人员:魏健,李天奇,蒋连轴,许天宇
受保护的技术使用者:浙江极氪智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!