一种带有排气线结构的三角胶芯及其制作方法与流程
本发明涉及轮胎结构,尤其涉及一种带有排气线结构的三角胶芯及其制作方法。
背景技术:
1、现有轮式车辆奔驰于高速公路上,轮胎做为车辆与路面唯一的接触部件,起着非常重要的作用,尤其是卡客车载重轮胎,承担车辆全部负荷的同时,又要向地面传递驱动力、制动力,改变和保持车辆的行驶方向,吸收地面震动等。
2、这种目标对轮胎提出了特别高的要求,轮胎性能的关键点主要为轮廓设计、部件设计、骨架选取及过程工艺控制。部件设计与过程工艺控制相辅相成,部件设计中,特别是三角胶芯,合理的三角胶芯不仅能提升轮胎的胎圈性能,而且可以与过程工艺配合,减少轮胎生产过程圈部缺陷。
3、目前传统的三角胶芯设计,特别对于部分真空胎小规格在一次法三鼓成型机生产时三角胶芯难以从底部压合,三角胶芯特别是硬三角胶芯与内侧胎体帘线间易出现气泡、脱层问题。
技术实现思路
1、为解决三角胶芯特别硬三角胶芯与内侧胎体帘线间易出现气泡、脱层的问题,本发明提供一种带有排气线结构的三角胶芯及其制作方法。
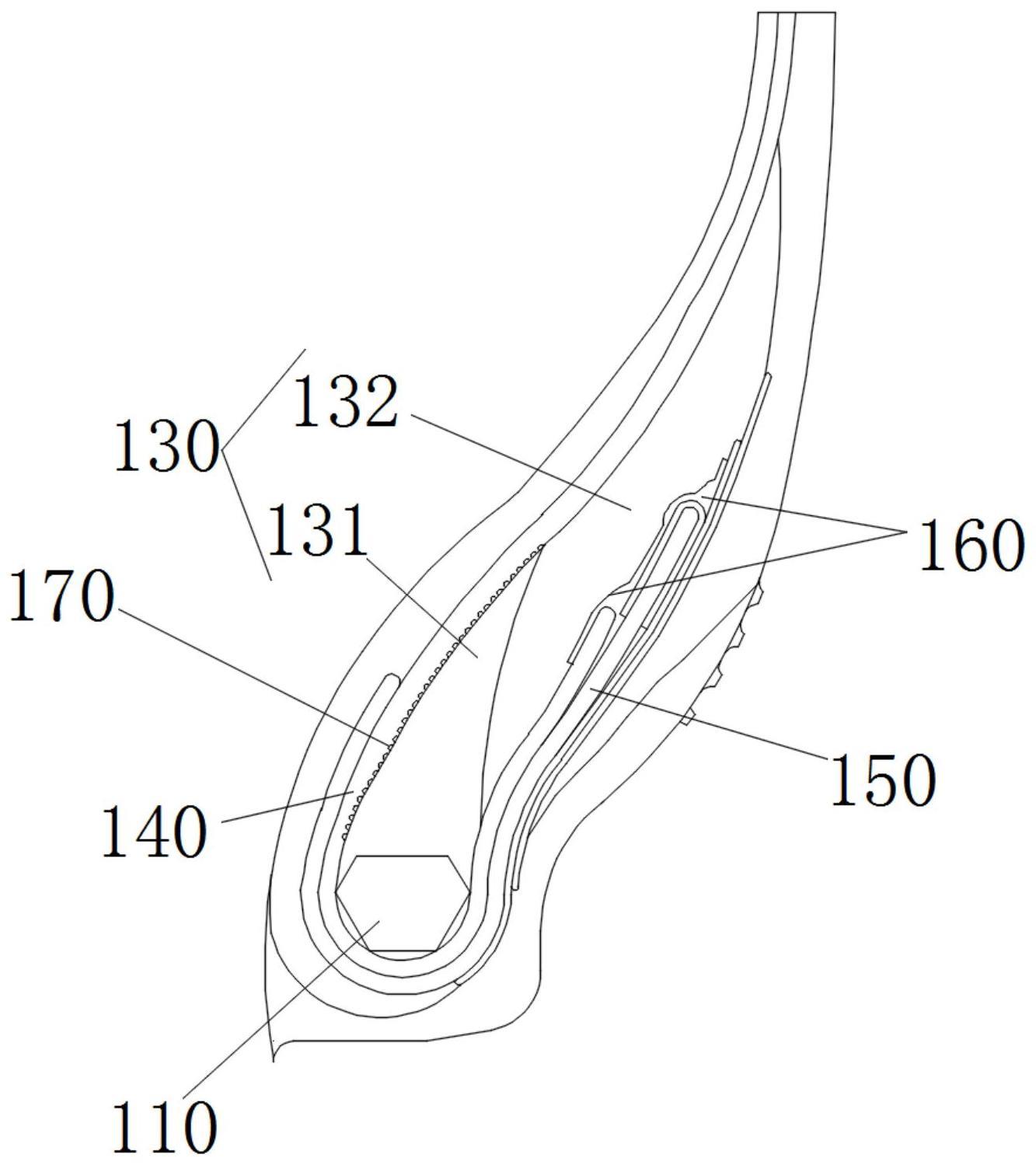
2、为实现本发明目的提供的一种带有排气线结构的三角胶芯,包括钢圈和设置于钢圈上部的胶芯底座,胶芯底座上装有复合胶芯,钢圈和复合胶圈的外侧依次包裹有胎体层和钢丝包布,胎体层和钢丝包布的外侧接触有填充胶片,复合胶芯包括软三角胶芯和硬三角胶芯,硬三角胶芯与胶芯底座紧贴,软三角胶芯的底部与硬三角胶芯的顶部紧贴,软三角胶芯和硬三角胶芯的内侧还设有排气线,排气线由多个凸起的半圆形的排气线段组成,且多个凸起的半圆形的排气线段间隔设置,排气线沿胎体层的周向延伸,排气线的凸起部分嵌入到胎体层内。
3、在其中一些具体实施例中,多个半圆形的排气线段均匀设置,相邻两个排气线段之间的距离h1满足:0.5mm≤h1≤1mm。
4、在其中一些具体实施例中,排气线段高度h满足:0.5mm≤h≤2mm。
5、在其中一些具体实施例中,排气线与胶芯底座的距离h2满足:5mm≤h2≤10mm。
6、在其中一些具体实施例中,排气线与远离胶芯底座的硬三角胶芯的端点之间的距离h3满足:-10mm≤h3≤20mm。
7、基于同一构思的一种带有排气线结构的三角胶芯的制作方法,包括以下步骤:将相应的橡胶组合物通过第一口型以形成未固化的条状的硬三角胶芯,将相应的橡胶组合物通过第一口型以形成未固化的条状的软三角胶芯,硬三角胶芯和软三角胶芯通过复合设备进行复合形成复合胶芯后,从复合设备上的第二口型挤出,第二口型的相应位置上设有压排气线装置,复合胶芯挤出后经过排气线装置,使复合胶芯的内侧形成排气线,最后将条状的复合胶芯沿胎圈的外部周向环绕形成闭合。
8、在其中一些具体实施例中,硬三角胶芯和软三角胶芯进行复合后,软三角胶芯的底部与硬三角胶芯的顶部紧贴。
9、在其中一些具体实施例中,胎圈的顶部还设有胶芯底座,复合后的硬三角胶芯与软三角胶芯沿胶芯底座的外部周向环绕形成闭合。
10、在其中一些具体实施例中,硬三角胶芯与胶芯底座紧贴。
11、在其中一些具体实施例中,排气线与胶芯底座的距离h2满足:5mm≤h2≤10mm。
12、本发明的有益效果:
13、本发明通过在硬三角胶芯和软三角胶芯的内侧设置了排气线,且排气线大部分位于硬三角胶芯的内侧,排气线由多个凸起的半圆形排气线段组成,排气线凸起的部分嵌入到了胎体层的内部,由此可见,三角胶芯与胎体之间形成了一部分可以储存气体的排气线,在轮胎生产过程中,三角胶芯内的多余气体可以排入到排气线内部,本发明结构简单,设计构思巧妙,在不改变现有工艺流程的情况下,改善了生产过程中三角胶芯与胎体间脱层问题,降低了生产过程中三角胶芯与胎体帘布间脱层故障率,减轻了企业生产过程中的负担,提升轮胎质量和使用寿命。
技术特征:
1.一种带有排气线结构的三角胶芯,其特征在于,包括钢圈和设置于所述钢圈上部的胶芯底座,所述胶芯底座上装有复合胶芯,所述钢圈和所述复合胶圈的外侧依次包裹有胎体层和钢丝包布,所述胎体层和所述钢丝包布的外侧接触有填充胶片,所述复合胶芯包括软三角胶芯和硬三角胶芯,所述硬三角胶芯与所述胶芯底座紧贴,所述软三角胶芯的底部与所述硬三角胶芯的顶部紧贴,所述软三角胶芯和所述硬三角胶芯的内侧还设有排气线,所述排气线由多个凸起的半圆形的排气线段组成,且多个凸起的半圆形的所述排气线段间隔设置,所述排气线沿所述胎体层的周向延伸,所述排气线的凸起部分嵌入到所述胎体层内。
2.根据权利要求1所述的带有排气线结构的轮胎三角胶芯,其特征在于,多个半圆形的所述排气线段均匀设置,相邻两个所述排气线段之间的距离h1满足:0.5mm≤h1≤1mm。
3.根据权利要求1所述的带有排气线结构的三角胶芯,其特征在于,所述排气线段高度h满足:0.5mm≤h≤2mm。
4.根据权利要求1所述的带有排气线结构的三角胶芯,其特征在于,所述排气线与所述胶芯底座的距离h2满足:5mm≤h2≤10mm。
5.根据权利要求1所述的带有排气线结构的三角胶芯,其特征在于,所述排气线与远离所述胶芯底座的所述硬三角胶芯的端点之间的距离h3满足:-10mm≤h3≤20mm。
6.一种带有排气线结构的三角胶芯的制作方法,其特征在于,包括以下步骤:将相应的橡胶组合物通过第一口型以形成未固化的条状的所述硬三角胶芯,将相应的橡胶组合物通过所述第一口型以形成未固化的条状的所述软三角胶芯,所述硬三角胶芯和所述软三角胶芯通过复合设备进行复合形成所述复合胶芯后,从所述复合设备上的第二口型挤出,所述第二口型的相应位置上设有压排气线装置,所述复合胶芯挤出后经过所述排气线装置,使所述复合胶芯的内侧形成所述排气线,最后将条状的所述复合胶芯沿胎圈的外部周向环绕形成闭合。
7.根据权利要求6所述的带有排气线结构的三角胶芯的制作方法,其特征在于,所述硬三角胶芯和所述软三角胶芯进行复合后,所述软三角胶芯的底部与所述硬三角胶芯的顶部紧贴。
8.根据权利要求6所述的带有排气线结构的三角胶芯的制作方法,其特征在于,所述胎圈的顶部还设有所述胶芯底座,复合后的所述硬三角胶芯与所述软三角胶芯沿所述胶芯底座的外部周向环绕形成闭合。
9.根据权利要求8所述的带有排气线结构的三角胶芯的制作方法,其特征在于,所述硬三角胶芯与所述胶芯底座紧贴。
10.根据权利要求9所述的带有排气线结构的三角胶芯的制作方法,其特征在于,所述排气线与所述胶芯底座的距离h2满足:5mm≤h2≤10mm。
技术总结
本发明涉及一种带有排气线结构的三角胶芯及其制作方法,其中,一种带有排气线结构的三角胶芯,包括钢圈和设置于钢圈上部的胶芯底座,胶芯底座上装有复合胶芯,钢圈和复合胶圈的外侧依次包裹有胎体层和钢丝包布,复合胶芯包括软三角胶芯和硬三角胶芯,软三角胶芯和硬三角胶芯的内侧还设有排气线,排气线由多个凸起的半圆形的排气线段组成,且多个凸起的半圆形的排气线段间隔设置,排气线沿胎体层的周向延伸,排气线的凸起部分嵌入到胎体层内。在轮胎生产过程中,三角胶芯内的多余气体可以排入到排气线内部,在不改变现有工艺流程的情况下,改善了生产过程中三角胶芯与胎体间脱层问题,降低了生产过程中三角胶芯与胎体帘布间脱层故障率。
技术研发人员:王锋,陈雪梅,李洪汛,王志浩,史先盛,陈彦鸿,马小刚,丁宁,李明
受保护的技术使用者:山东玲珑轮胎股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!