合成树脂集装箱的卸货方法与流程
本发明涉及合成树脂集装箱卸货,具体而言,涉及一种合成树脂集装箱的卸货方法。
背景技术:
1、随着散改集的推广实施,大宗散状颗粒货物如粮食、化工原料等逐渐采用合成树脂集装箱的方式储运与装卸,在进行卸货时,主要采用液压顶升机构实现合成树脂集装箱翻转实现卸货。依靠散粒自重实现货物流出。
2、在相关技术中,卸货操作由人工通过观测合成树脂集装箱一端角度指示表来控制液压缸伸出长度进而控制合成树脂集装箱翻转角度,这样的卸货效率不高,并且由于需要依靠人工经验判断,进而会导致卸货时间差异较大。
技术实现思路
1、本发明的主要目的在于提供一种合成树脂集装箱的卸货方法,以解决相关技术中的合成树脂集装箱的卸货效率不高的问题。
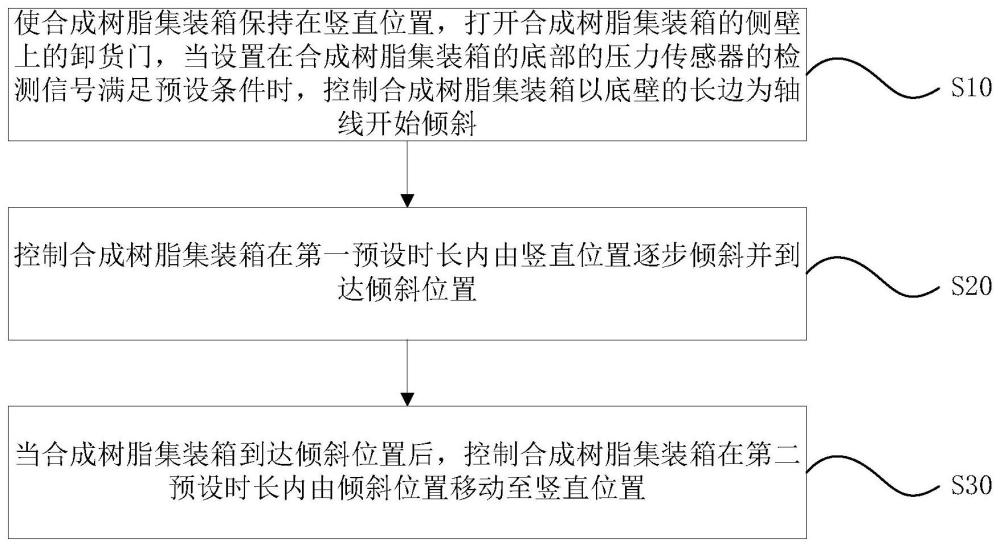
2、为了实现上述目的,本发明提供了一种合成树脂集装箱的卸货方法,包括:使合成树脂集装箱保持在竖直位置,打开合成树脂集装箱的侧壁上的卸货门,当设置在合成树脂集装箱的底部的压力传感器的检测信号满足预设条件时,控制合成树脂集装箱以底壁的长边为轴线开始倾斜;控制合成树脂集装箱在第一预设时长内由竖直位置逐步倾斜并到达倾斜位置;当合成树脂集装箱到达倾斜位置后,控制合成树脂集装箱在第二预设时长内由倾斜位置移动至竖直位置。
3、进一步地,当设置在合成树脂集装箱的底部的压力传感器的检测信号满足预设条件时,控制合成树脂集装箱以底壁的长边为轴线开始倾斜的步骤包括:压力传感器检测到的检测信号传递至控制器,检测信号对应于合成树脂集装箱的实时重量;当合成树脂集装箱的实时重量与合成树脂集装箱的总重量的比值满足预设比值时,控制器控制顶升机构工作以使合成树脂集装箱以底壁的长边为轴线开始倾斜;其中,预设比值在0.75至0.65之间。
4、进一步地,当设置在合成树脂集装箱的底部的压力传感器的检测信号未满足预设条件,且合成树脂集装箱保持在竖直位置的时长达到第三预设时长时,控制合成树脂集装箱以底壁的长边为轴线开始倾斜。
5、进一步地,当第二预设时长小于第一预设时长,第一预设时长大于第三预设时长。
6、进一步地,当第一预设时长和第二预设时长之和与第三预设时长的比值在1.5至3之间。
7、进一步地,当第一预设时长与第二预设时长之和在30min至50min之间。
8、进一步地,当控制合成树脂集装箱在第一预设时长内由竖直位置逐步倾斜并到达倾斜位置的步骤包括:当合成树脂集装箱的实时重量与合成树脂集装箱的总重量的比值大于0.55时,合成树脂集装箱以第一速度倾斜,当合成树脂集装箱的实时重量与合成树脂集装箱的总重量的比值大于等于0.3且小于等于0.55时,合成树脂集装箱以第二速度翻转,当合成树脂集装箱的实时重量与合成树脂集装箱的总重量的比值在小于0.3时,合成树脂集装箱以第三速度翻转,其中,第一速度小于第二速度,第三速度小于第二速度。
9、进一步地,当第一速度大于第三速度。
10、进一步地,当第一速度、第二速度以及第三速度均在0.75°/min至1.25°/min之间。
11、进一步地,当合成树脂集装箱处于倾斜位置时,合成树脂集装箱的底面与水平面之间的夹角在30°至50°之间。
12、应用本发明的技术方案,使合成树脂集装箱保持在竖直位置并打开合成树脂集装箱上的卸货门。当设置在合成树脂集装箱的底部的压力传感器的检测信号满足预设条件时,控制合成树脂集装箱以底壁的长边为轴线开始倾斜。控制合成树脂集装箱在第一预设时长内由竖直位置逐步倾斜并到达倾斜位置。当合成树脂集装箱到达倾斜位置后,控制合成树脂集装箱在第二预设时长内由倾斜位置移动至竖直位置。通过上述的设置,在进行卸货时,先打开卸货门并使得合成树脂集装箱在竖直位置时先进行卸货,由于合成树脂集装箱内满载货物,因此在竖直位置时,货物的流动速度较快,当满足预设条件时,控制合成树脂集装箱开始倾斜,由于在竖直位置时已经卸出部分货物,此时合成树脂集装箱的重量减小,这样合成树脂集装箱更容易倾斜。合成树脂集装箱在逐步倾斜的过程中,货物不断地从卸货门流出,并且流出的速度较快。当到达倾斜位置后,控制合成树脂及装卸在第二预设时长内由倾斜位置移动至竖直位置,在上述的过程中,合成树脂集装箱内残留的货物能够被逐步卸出,进而能够将合成树脂集装箱内的货物完全卸出,并且这样的卸货效率较高。因此本申请的技术方案有效地解决了相关技术中的合成树脂集装箱的卸货效率不高的问题。
技术特征:
1.一种合成树脂集装箱的卸货方法,其特征在于,包括:
2.根据权利要求1所述的合成树脂集装箱的卸货方法,其特征在于,当设置在所述合成树脂集装箱(1)的底部的压力传感器的检测信号满足预设条件时,控制所述合成树脂集装箱(1)以底壁的长边为轴线开始倾斜的步骤包括:
3.根据权利要求1所述的合成树脂集装箱的卸货方法,其特征在于,当设置在所述合成树脂集装箱(1)的底部的压力传感器的检测信号未满足所述预设条件,且所述合成树脂集装箱(1)保持在竖直位置的时长达到第三预设时长时,控制所述合成树脂集装箱(1)以底壁的长边为轴线开始倾斜。
4.根据权利要求3所述的合成树脂集装箱的卸货方法,其特征在于,所述第二预设时长小于所述第一预设时长,所述第一预设时长大于所述第三预设时长。
5.根据权利要求4所述的合成树脂集装箱的卸货方法,其特征在于,所述第一预设时长和所述第二预设时长之和与所述第三预设时长的比值在1.5至3之间。
6.根据权利要求4所述的合成树脂集装箱的卸货方法,其特征在于,所述第一预设时长与所述第二预设时长之和在30min至50min之间。
7.根据权利要求1所述的合成树脂集装箱的卸货方法,其特征在于,控制所述合成树脂集装箱(1)在第一预设时长内由所述竖直位置逐步倾斜并到达倾斜位置的步骤包括:
8.根据权利要求7所述的合成树脂集装箱的卸货方法,其特征在于,所述第一速度大于所述第三速度。
9.根据权利要求8所述的合成树脂集装箱的卸货方法,其特征在于,所述第一速度、所述第二速度以及所述第三速度均在0.75°/min至1.25°/min之间。
10.根据权利要求1至9中任一项所述的合成树脂集装箱的卸货方法,其特征在于,当所述合成树脂集装箱(1)处于所述倾斜位置时,所述合成树脂集装箱(1)的底面与水平面之间的夹角在30°至50°之间。
技术总结
本发明提供了一种合成树脂集装箱的卸货方法,包括:使合成树脂集装箱保持在竖直位置,打开合成树脂集装箱的侧壁上的卸货门,当设置在合成树脂集装箱的底部的压力传感器的检测信号满足预设条件时,控制合成树脂集装箱以底壁的长边为轴线开始倾斜;控制合成树脂集装箱在第一预设时长内由竖直位置逐步倾斜并到达倾斜位置;当合成树脂集装箱到达倾斜位置后,控制合成树脂集装箱在第二预设时长内由倾斜位置移动至竖直位置。本申请的技术方案有效地解决了相关技术中的合成树脂集装箱的卸货效率不高的问题。
技术研发人员:陈兰忠,宫文新,杨天奎,曹丙武,陈磊,杨学柏,祝万海,李华,刘海鹏,岳凌汉,李涛,侯天华,杨启鹏,尹晶,李翠,李林杰,张军凤,伞军民,李中波
受保护的技术使用者:中车齐齐哈尔车辆有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!