一种挡风板扶手的制作方法
本技术涉及挡风板领域,具体为一种挡风板扶手。
背景技术:
1、现有挡风板扶手类产品,虽有诸多优点,但也存在造型简单、大面积挡风玻璃不方便乘客倚靠、门区客流量较大时挡风玻璃不方便乘客抓握等缺点。即现有挡风板扶手一般为大面积挡风玻璃结构,当客流量较大时,门区位置的站立乘客有很大的抓握需求,才可保证身体平衡,大面积挡风玻璃结构不方便抓握及倚靠,车辆紧急制动时容易造成乘客互相推搡导致摔倒出现安全事故,另若出现车辆碰撞事故时,大面积的挡风玻璃破碎后存在对乘客增加额外伤害的风险,因此需要一种挡风板扶手。
2、现在使用的挡风板使用时,现有挡风板扶手,造型单一,大面积挡风玻璃结构,挡风玻璃破碎后存在安全隐患,乘客抓握区域少,容易造成乘客摔伤,存在安全隐患的问题,为此急需一种挡风板扶手。
技术实现思路
1、基于此,本实用新型的目的是提供一种挡风板扶手,在使用时解决现有挡风板扶手,造型单一,大面积挡风玻璃结构,挡风玻璃破碎后存在安全隐患,乘客抓握区域少,容易造成乘客摔伤,存在安全隐患的问题。
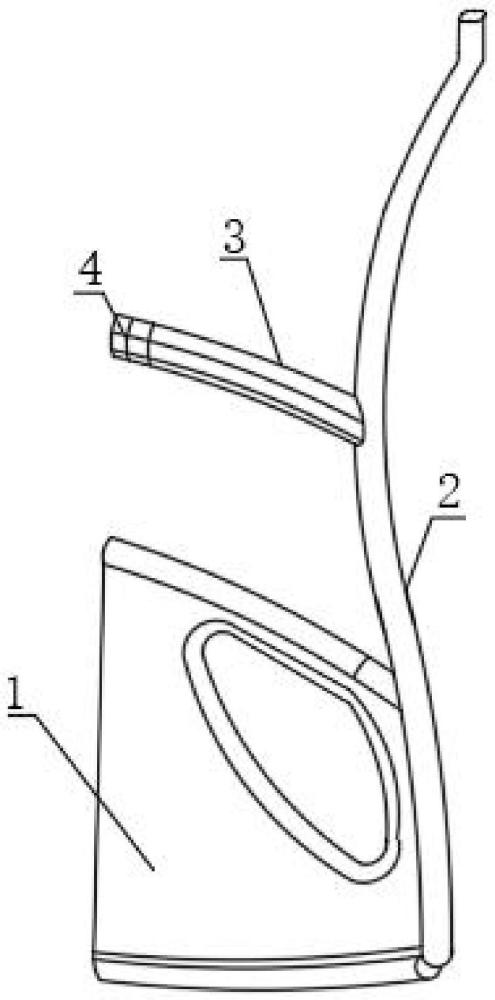
2、为实现上述目的,本实用新型提供如下技术方案:一种挡风板扶手,包括挡风板主体、圆扶手、扁扶手、端部安装座组件、压型组件,所述挡风板主体一端焊接有圆扶手,且圆扶手一端安装有扁扶手,所述扁扶手前端焊接有端部安装座组件。
3、优选地,所述挡风板主体与圆扶手焊接连接,且圆扶手为“s”形结构设置。
4、优选地,所述挡风板主体为开孔式设置,且挡风板主体与扁扶手平行分布。
5、优选地,所述端部安装座组件包括第一安装座、固定孔和第二安装座,且第一安装座表面开设有固定孔,所述第一安装座一端安装有第二安装座。
6、优选地,所述压型组件包括第一压模、凸出块、第二压模和成型块,且第一压模下端焊接有凸出块,所述第一压模下端安装有第二压模,且第二压模上端焊接有成型块。
7、与现有技术相比,本实用新型的有益效果是:
8、1、本实用新型挡风板扶手结构优化设计后,保证了造型美观、方便安装、生产工期较短,大大提升了工作效率,又避免了挡风玻璃结构造成人身伤害的风险;
9、2、本实用新型通过设置的挡风板扶手端部安装座采用压型拼焊工艺,解决了新开铸模无法满足业主工期要求的问题,具有造型美观、方便安装、生产工期较短以及安全性强。
技术特征:
1.一种挡风板扶手,包括挡风板主体(1)、圆扶手(2)、扁扶手(3)、端部安装座组件(4)、压型组件(5),其特征在于:所述挡风板主体(1)一端焊接有圆扶手(2),且圆扶手(2)一端安装有扁扶手(3),所述扁扶手(3)前端焊接有端部安装座组件(4)。
2.根据权利要求1所述的一种挡风板扶手,其特征在于:所述挡风板主体(1)与圆扶手(2)焊接连接,且圆扶手(2)为“s”形结构设置。
3.根据权利要求1所述的一种挡风板扶手,其特征在于:所述挡风板主体(1)为开孔式设置,且挡风板主体(1)与扁扶手(3)平行分布。
4.根据权利要求1所述的一种挡风板扶手,其特征在于:所述端部安装座组件(4)包括第一安装座(401)、固定孔(402)和第二安装座(403),且第一安装座(401)表面开设有固定孔(402),所述第一安装座(401)一端安装有第二安装座(403)。
5.根据权利要求1所述的一种挡风板扶手,其特征在于:所述压型组件(5)包括第一压模(501)、凸出块(502)、第二压模(503)和成型块(504),且第一压模(501)下端焊接有凸出块(502),所述第一压模(501)下端安装有第二压模(503),且第二压模(503)上端焊接有成型块(504)。
技术总结
本技术公开了一种挡风板扶手,涉及挡风板领域,包括挡风板主体、圆扶手、扁扶手、端部安装座组件、压型组件,所述挡风板主体一端焊接有圆扶手,且圆扶手一端安装有扁扶手,所述扁扶手前端焊接有端部安装座组件。本技术通过挡风板扶手结构优化设计后,保证了造型美观、方便安装、生产工期较短,大大提升了工作效率,又避免了挡风玻璃结构造成人身伤害的风险,通过设置的挡风板扶手端部安装座采用压型拼焊工艺,解决了新开铸模无法满足业主工期要求的问题,具有造型美观、方便安装、生产工期较短以及安全性强。
技术研发人员:马城,黄柏青,郁有海,田阳
受保护的技术使用者:长春冠信瑞达轨道客车配件有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!