一种钣金支架整体焊接结构的制作方法
本技术涉及汽车配件,具体为一种钣金支架整体焊接结构。
背景技术:
1、在汽车设计开发过程中,车身和饰件需要钣金支架安装连接,对钣金支架成型可行性及量产节拍有更高要求,钣金支架结构形式直接影响钣金支架的质量和量产进度。
2、现有的钣金支架有如下缺陷:
3、现有钣金支架折弯处成型堆料,起皱破损;钣金支架折弯处应力集中,在受到较大压力下容易开裂折断。为此,需要设计相应的技术方案解决存在的技术问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种钣金支架整体焊接结构,以解决上述背景技术中提出的问题。
3、(二)技术方案
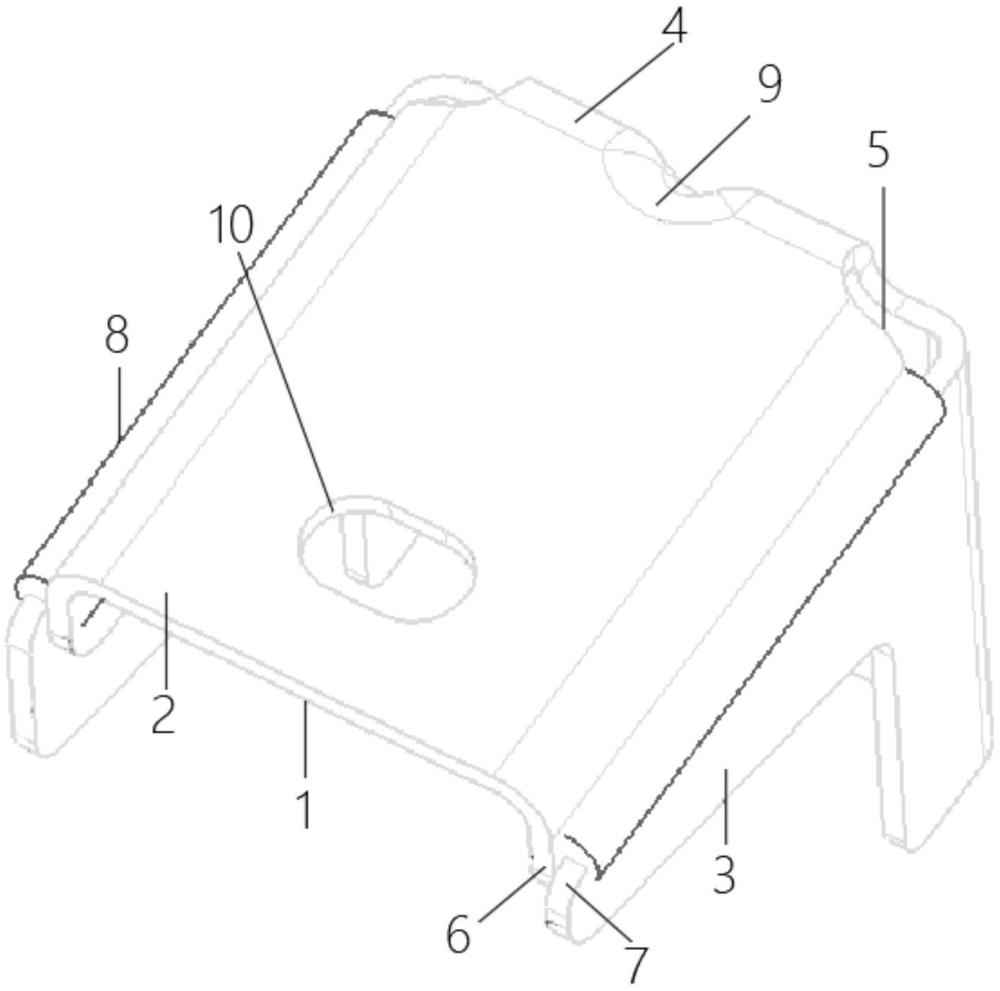
4、为实现以上目的,本实用新型通过以下技术方案予以实现:一种钣金支架整体焊接结构,包括装置本体,所述装置本体包括上部钣金支架和底部钣金支架,所述上部钣金支架和底部钣金支架为平滑过渡且一体冲压成型结构,所述底部钣金支架位于上部钣金支架底部;所述上部钣金支架和底部钣金支架均位矩形状结构,所述上部钣金支架和底部钣金支架安装后呈l状结构,所述上部钣金支架与底部钣金支架连接处设有钣金折弯处,所述钣金折弯处开设有加强缺口,所述加强缺口呈波浪状结构,所述钣金折弯处表面设有若干组加强筋。
5、优选的,所述上部钣金支架左右两端均设有钣金内侧,所述钣金内侧呈弧度状结构,所述底部钣金支架前端设有一组呈对称方式分布的钣金外侧,所述钣金外侧呈矩形状结构,所述钣金内侧与钣金外侧之间设有二氧化碳保护焊接层。
6、优选的,所述上部钣金支架顶部开设有安装孔,所述安装孔呈椭圆状结构。
7、(三)有益效果
8、本实用新型提供了一种钣金支架整体焊接结构。具备以下有益效果:
9、该种钣金支架整体焊接结构对钣金支架折弯处结构进行改进,将钣金支架侧面分内侧和外侧,并通过二氧化碳保护焊焊接,此设计有利于冲压成型,增加支架整体刚度和强度,满足安装和性能要求,提高钣金支架生产良品率,提高效率,而钣金支架整体焊接结构外侧面可以开孔供线束等部件安装,并减轻重量,增加扭曲强度。
技术特征:
1.一种钣金支架整体焊接结构,其特征在于:包括装置本体(1),所述装置本体(1)包括上部钣金支架(2)和底部钣金支架(3),所述上部钣金支架(2)和底部钣金支架(3)为平滑过渡且一体冲压成型结构,所述底部钣金支架(3)位于上部钣金支架(2)底部;
2.根据权利要求1所述的一种钣金支架整体焊接结构,其特征在于:所述上部钣金支架(2)左右两端均设有钣金内侧(6),所述钣金内侧(6)呈弧度状结构,所述底部钣金支架(3)前端设有一组呈对称方式分布的钣金外侧(7),所述钣金外侧(7)呈矩形状结构,所述钣金内侧(6)与钣金外侧(7)之间设有二氧化碳保护焊接层(8)。
3.根据权利要求1所述的一种钣金支架整体焊接结构,其特征在于:所述上部钣金支架(2)顶部开设有安装孔(10),所述安装孔(10)呈椭圆状结构。
技术总结
本技术公开了一种钣金支架整体焊接结构,包括装置本体,所述装置本体包括上部钣金支架和底部钣金支架,所述上部钣金支架和底部钣金支架为平滑过渡且一体冲压成型结构,所述底部钣金支架位于上部钣金支架底部;所述上部钣金支架和底部钣金支架均位矩形状结构,所述上部钣金支架和底部钣金支架安装后呈L状结构,所述上部钣金支架与底部钣金支架连接处设有钣金折弯处,所述钣金折弯处开设有加强缺口,所述加强缺口呈波浪状结构,所述钣金折弯处表面设有若干组加强筋。该种装置可以增加支架整体刚度和强度,满足安装和性能要求,提高钣金支架生产良品率,提高效率。
技术研发人员:盛龙,陈亮,穆龙飞,于华龙,张书稚
受保护的技术使用者:上海英赛迅科技有限公司
技术研发日:20230830
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!