一种汽车角窗上泡棉胶带粘贴用工装的制作方法
1.本实用新型涉及汽车制造技术领域,尤其涉及一种汽车角窗上泡棉胶带粘贴用工装。
背景技术:
2.大多数汽车后门上都有三角窗玻璃,三角窗玻璃通过背面的销钉等卡接到整车上,并用tpu胶进行粘接固定。
3.三角窗与后门接触的区域存在缝隙,势必产生噪音。为了获得一个更为舒适的驾车体验,对于噪音的处理必不可少,而对汽车进行隔音降噪主要包括:减振、隔音、吸音、密封四个环节。
4.现有三角窗与后车门密封主要有以下方式:一是,三角窗玻璃包边本体,在与后车门接触区域注塑出软胶,缺点是:软胶的压缩性能和回弹性能不如泡棉胶带;二是,三角窗与后车门的接触区域可以采用粘贴泡棉胶带的方式,进行隔音降噪,但目前主要是以手动方式粘贴泡棉胶带,缺点是:粘贴不够整齐,如果出现外露,会影响外视效果,为达到良好的粘贴效果,需要的操作工时长。
技术实现要素:
5.本实用新型的目的是提供一种汽车角窗上泡棉胶带粘贴用工装,是通过工装翻板来固定泡棉胶带的粘贴位置,粘贴泡棉胶带前,需要把翻板闭合,闭合后操作者沿着翻板位置可以快速粘贴泡棉胶带。
6.为实现上述目的,本实用新型采用如下技术方案:一种汽车角窗上泡棉胶带粘贴用工装,其特征在于,包括:基座、第一仿形块、第二仿形块、第三仿形块、第一翻板和第二翻板,所述第一仿形块、第二仿形块和第三仿形块设置在基座上;第一仿形块、第二仿形块和第三仿形块分别与汽车后三角窗的三个包边形状匹配且一一对应;在第二仿形块和第三仿形块上分别设置有第一翻板和第二翻板,第一翻板通过转动轴与第二仿形块转动连接,第二翻板通过转动轴与第三仿形块转动连接;第一翻板和第二翻板相对于汽车后三角窗的待粘贴泡棉胶带的表面旋转角度为0度~180度。
7.进一步,所述第一仿形块为由数控铣床cnc加工形成的一体成形式结构。
8.进一步,所述第二仿形块为由数控铣床cnc加工形成的一体成形式结构。
9.进一步,所述第三仿形块为由数控铣床cnc加工形成的一体成形式结构。
10.通过上述设计方案,本实用新型可以带来如下有益效果:本实用新型提出的汽车角窗上泡棉胶带粘贴用工装,结构紧凑,占地面积小,节省空间。可以节省操作者粘贴泡棉胶带的工时;同时粘贴泡棉胶带前,需要把翻板闭合,闭合后操作者沿着翻板位置可以快速粘贴泡棉胶带,泡棉胶带粘贴位置更准确,粘贴效果更美观,粘贴后从车外看外视效果更佳。相比传统方法,可以降低成本,增加效率。
附图说明
11.此处的附图说明用来提供对本实用新型的进一步理解,构成本实用新型申请的一部分,本实用新型示意性实施例及其说明用于理解本实用新型,并不构成本实用新型的不当限定,在附图中:
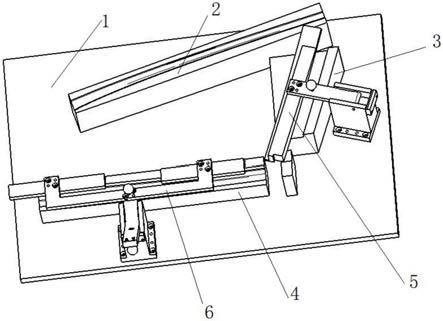
12.图1为汽车角窗上泡棉胶带粘贴用工装的结构示意图;
13.图2为使用本实用新型提出的汽车角窗上泡棉胶带粘贴用工装的进行泡棉胶带粘贴的工作状态示意图。
14.图中:1-基座;2-第一仿形块;3-第二仿形块;4-第三仿形块;5-第一翻板;6-第二翻板。
具体实施方式
15.为使得本实用新型的目的、特征、优点能够更加的明显和易懂,下面结合本实用新型的实施例中的附图,对本实用新型中的技术方案进行清楚完整地描述。显然,本实用新型不受下述实施例的限制,可根据本实用新型的技术方案与实际情况来确定具体的实施方式。
16.如图1和图2所示,汽车角窗上泡棉胶带粘贴用工装包括基座1、第一仿形块2、第二仿形块3、第三仿形块4、第一翻板5和第二翻板6,所述第一仿形块2、第二仿形块3和第三仿形块4设置在基座1上;第一仿形块2、第二仿形块3和第三仿形块4分别与汽车后三角窗的三个边框形状匹配且一一对应;第一仿形块2起到定位作用;在第二仿形块3和第三仿形块4上分别设置有第一翻板5和第二翻板6,第一翻板5通过转动轴与第二仿形块3转动连接,第二翻板6通过转动轴与第三仿形块4转动连接;第一翻板5和第二翻板6相对于汽车后三角窗的待粘贴泡棉胶带的表面旋转角度为0度~180度。
17.本发明的工装材质为尼龙,通过数控铣床cnc加工出各个仿形块。三角窗正面向下放置到仿形块上,闭合翻板,即第一翻板5和第二翻板6贴合在玻璃包边本体,操作者快速粘贴泡棉胶带。
18.具体操作过程如下:
19.1、玻璃包边本体正面向下放置到汽车角窗上泡棉胶带粘贴用工装内,图1。
20.2、闭合两处翻板,图2。
21.3、沿着翻板粘贴泡棉胶带,图1和图2。
22.本发明涉及的工装,结构紧凑,占地面积小,节省空间。可以节省操作者粘贴泡棉胶带的工时;同时,泡棉胶带粘贴位置更准确,粘贴效果更美观,粘贴后从车外看外视效果更佳。相比传统方法,可以降低成本,增加效率。
技术特征:
1.一种汽车角窗上泡棉胶带粘贴用工装,其特征在于,包括:基座(1)、第一仿形块(2)、第二仿形块(3)、第三仿形块(4)、第一翻板(5)和第二翻板(6),所述第一仿形块(2)、第二仿形块(3)和第三仿形块(4)设置在基座(1)上;第一仿形块(2)、第二仿形块(3)和第三仿形块(4)分别与汽车后三角窗的三个包边形状匹配且一一对应;在第二仿形块(3)和第三仿形块(4)上分别设置有第一翻板(5)和第二翻板(6),第一翻板(5)通过转动轴与第二仿形块(3)转动连接,第二翻板(6)通过转动轴与第三仿形块(4)转动连接;第一翻板(5)和第二翻板(6)相对于汽车后三角窗的待粘贴泡棉胶带的表面旋转角度为0度~180度。2.根据权利要求1所述的汽车角窗上泡棉胶带粘贴用工装,其特征在于:所述第一仿形块(2)为由数控铣床cnc加工形成的一体成形式结构。3.根据权利要求1所述的汽车角窗上泡棉胶带粘贴用工装,其特征在于:所述第二仿形块(3)为由数控铣床cnc加工形成的一体成形式结构。4.根据权利要求1所述的汽车角窗上泡棉胶带粘贴用工装,其特征在于:所述第三仿形块(4)为由数控铣床cnc加工形成的一体成形式结构。
技术总结
一种汽车角窗上泡棉胶带粘贴用工装,属于汽车制造技术领域,基座、第一仿形块、第二仿形块、第三仿形块、第一翻板和第二翻板,所述第一仿形块、第二仿形块和第三仿形块设置在基座上;第一仿形块、第二仿形块和第三仿形块分别与汽车后三角窗的三个包边形状匹配且一一对应;在第二仿形块和第三仿形块上分别设置有第一翻板和第二翻板,第一翻板通过转动轴与第二仿形块转动连接,第二翻板通过转动轴与第三仿形块转动连接;第一翻板和第二翻板相对于汽车后三角窗的待粘贴泡棉胶带的表面旋转角度为0度~180度。本实用新型是通过工装翻板来固定泡棉胶带的粘贴位置,粘贴泡棉胶带前,需要把翻板闭合,闭合后操作者沿着翻板位置可以快速粘贴泡棉胶带。粘贴泡棉胶带。粘贴泡棉胶带。
技术研发人员:黄鹤
受保护的技术使用者:长春威卡威汽车零部件有限公司
技术研发日:2021.07.26
技术公布日:2022/3/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1