具体用于车辆的组装的移动式组装线和相关联的方法与流程
本发明涉及一种用于执行车辆、具体是机动车辆的组装的组装设施和相关联的方法,该组装设施配置成创建可移动且可重新配置的组装线。
背景技术:
1、众所周知,车辆如今借助于形成组装线或链的固定设施来顺序组装,该组装线或链包括一系列固定的加工站和地面或高架输送机装置,这些地面或高架输送机装置服务于加工站以向加工站馈送要组装的机械部件和/或穿过加工站以沿着组装线传输必须接收机械部件的车辆本体。在组装线的末端,完全组装的车辆从输送机装置释放/拾取/交付并且进行储存。
2、在此处和下文中,术语“机械部件”是指必须单独获得和/或组装并且然后安装在本体上的所有元件,诸如侧门、马达(热力马达的或电力马达)、传动装置部件(齿轮箱、车轴等)、电池、仪表板、前悬架和后悬架及其部件(诸如减震器、弹簧等)。
3、目前使用的上述类型的组装设施存在许多缺点。
4、首先,由于它们是固定的结构并且设计成针对固定最大数量的要生产车辆,因此它们一点也不灵活,而市场(尤其是汽车市场)在所需车辆的数量和类型方面相对易变。因此,在需要的车辆数量高于项目数量的情况下,必须利用不可接受的等待时间来创建新设施。在需要的车辆数量低于项目数量的更常见情况下,设施规模过大,生产成本相应增加。
5、这些缺点在组装设施被设想用于要投放市场的新车型(其产量是不确定的)的情况下更为明显。
6、其次,目前使用的设施或组装线在结构层面上需要相当大的投资,这是因为必须构造建筑物、支撑结构和用于输送机和组装站的场所等。
7、第三,一旦为设施选择了特定的布局,在需求改变的情况下无法对这种特定的布局进行修改,除非暂时停止设施本身,并且在任何情况下都需要相当大的投资成本,并且通常需要克服技术困难以进行必要的改变。
8、最后,在涉及设施重新定位的生产需求改变的情况下,必须提供新的支撑结构(建筑物、场所、支撑结构),然后涉及输送机装置和组装站的拆卸和重新组装。
技术实现思路
1、因此,本发明的目的是提供一种用于执行车辆、具体是机动车辆的组装的组装设施和相关联的方法,其没有上述现有技术的缺点。具体地,本发明的目的是提供一种组装设施,该组装设施配置成创建可重新配置且易于移动的组装线。
2、本发明的另一目的是提供一种用于实现这样的方法和组装设施的模块,该方法和组装设施在生产量方面极其灵活,同时在经济上是可持续的,以便能够容易地管理生产量和/或车型的变化。
3、因此,基于本发明,提供了一种如所附权利要求中所限定的用于执行车辆、具体是机动车辆的组装的设施和方法,以及一种相关联的机动化模块。
技术特征:
1.一种用于执行车辆、具体是机动车辆的组装的设施(1),所述设施包括多个组装站(3),所述组装站配置成接收相应的车辆本体(2)和要组装在所述本体上的相应的机械部件(4);其特征在于,所述设施包括:
2.根据权利要求1所述的设施,其特征在于,所述设施还包括多个机动化台车(24),所述机动化台车是自引导的并且配置成将所述机械部件(4)单独地或以每个台车一个或多个机械部件的方式输送到预定模块(5),所述台车(24)配置成通过所述控制系统(23;23b)而:g)行进到预定模块(5)的侧面并且当所述预定模块运动时,以相同的速度运动;或者h)当所述预定模块停放在所述地板(6)上的预定位置时,行进到所述预定模块的侧面。
3.根据权利要求1或2所述的设施,其特征在于,所述控制系统(23;
4.根据权利要求3所述的设施,其特征在于,每个模块(5)包括多个传感器(27)例如雷达,多个所述传感器是由每个支撑结构(7)承载的,多个所述传感器配置成向所述控制系统(23;23b)提供沿着所述轨迹(t)在每个模块(5)之前的至少一个可能模块(5)和在每个模块之后的一个可能模块的位置和距离。
5.根据前述权利要求中任一项所述的设施,其特征在于,所述控制系统(23b)至少部分地装载在每个所述模块(5)上,被约束到所述支撑结构(7),并且是可编程的,使得每个模块(5)的每个支撑结构(7)构成可编程的自驱动车辆。
6.根据权利要求1至4中任一项所述的设施,其特征在于,所述控制系统(23)至少部分定位成相对于所述地板(6)静止和/或位于操作者(p)的手中并且借助于数据传输系统、优选为wifi类型的数据传输系统与所述模块(5)通信。
7.根据前述权利要求中任一项所述的设施,其特征在于,所述第一机动化系统(10)配置成不仅根据命令来使所述钩挂单元(8)升高和降低,而且还通过使所述钩挂单元(8)的对应的端部(15,16)升高和/或降低来使所述钩挂单元(8)以及由所述钩挂单元承载的本体(2)朝向所述支撑结构(7)的前端部(11)或后端部(12)倾斜;并且/或者,优选地,使所述钩挂单元(8)横向于所述支撑结构的所述前端部(11)和所述后端部(12)旋转。
8.根据前述权利要求中任一项所述的设施,其特征在于,所述第二机动化系统(21)配置成使对应的模块(5)相对于相应的所述模块的支撑结构(7)的前端部(11)或后端部(12)所在的一侧前进和/或后退;所述支撑结构设置有相应的支脚(22),每个支脚设置有一对机动化轮(21b),所述一对机动化轮能够可逆旋转并且彼此相同,并排安装在单个公用旋转轴线上;每个机动化系统(21)的所述一对轮(21b)以及相关的第一马达(71)位于板或凸缘(72)的下方,所述板或凸缘被约束成相对于对应的支脚(22)空转,并且所述一对轮侧向地被约束成悬置于所述对应的支脚,两个相对的马达(73)布置成具有竖直轴线并且平行于所述凸缘(72)的旋转轴线;所述第二马达(73)能旋转地致动与固定的带齿轮(75)啮合的相应的带齿小齿轮(74),所述固定的带齿轮由对应的所述支脚(22)整体地承载。
9.根据权利要求8所述的设施,其特征在于,所述第二机动化系统(21)还配置成使相应的所述模块(5)横向于将所述支撑结构(7)的前端部和后端部彼此连接的虚拟中心线(m)侧向地移动。
10.一种用于执行车辆、具体是机动车辆的组装的方法,所述方法包括以下步骤:使相应的车辆本体(2)移动通过多个组装站(3),要组装在所述车辆本体上的相应的机械部件(4)也被馈送到多个所述组装站;其特征在于,所述方法包括以下步骤:
11.根据权利要求10所述的方法,其特征在于,所述方法附加地包括以下步骤:
12.一种机动化模块(5),所述机动化模块能够与多个其他相似或相同的机动化模块相关联以创建用于组装车辆、具体是机动车辆的设施(1),所述机动化模块是完全能移动的且能重新配置的,所述模块包括:
13.根据权利要求12所述的机动化模块(5),其特征在于,每个所述支脚(22)设置有用于保护所述轮(21b)的遮蔽件(76),所述遮蔽件具有无空隙侧壁或网格侧壁(77),或者所述遮蔽件覆盖有传感性织物,使得每个遮蔽件(76)至少在其下边缘处设置有至少一个接触或接近传感器(79)。
14.根据权利要求12或13所述的机动化模块(5),其特征在于,所述支撑结构(7)被分成上交错式框架(80)和四个侧构件(700),所述上交错式框架被制成单个自支撑件,所述四个侧构件借助于多对螺栓连接板(701)而被约束成与所述框架(80)构成整体,但能移除地与所述框架构成整体;所述支脚(22)在与所述板(701)相对的一侧在所述侧构件(700)下方被整体地承载,每个所述侧构件(700)与一对所述螺栓连接板(701)和形成框架(80)的整体部分的角立柱(702)一起形成所述支撑结构(7)的相应的支腿(70)。
15.根据权利要求12至14中任一项所述的机动化模块(5),其特征在于,所述钩挂单元(8)由刚性框架(82)整体地承载,所述刚性框架能滑动地接合所述支撑结构(7)的相应的支腿(70),以借助于对应的滑轨(83)由所述支撑结构在竖直方向上引导;每个滑轨(83)包括两对在竖直方向上布置成纵列的轮(84),至少部分地一个轮在所述刚性框架(82)的上方,一个轮在所述刚性框架的下方;第一对轮(84)由第一板(85)承载,而第二对轮(84)由第二板(86)承载;所述板(85,86)固定地布置成彼此基本上成直角,以联接所述第一对轮和所述第二对轮(84),所述第一对轮和所述第二对轮与每个支腿(70)的侧向对置面(87,88)接触,所述侧向对置面两者都面向所述三维支撑结构(7)的内部。
16.根据权利要求12至15中任一项所述的机动化模块(5),其特征在于,所述机动化模块还包括电力电源系统(50),所述电力电源系统操作性地与属于用于组装车辆的所述设施(1)的感应轨道或母线(13b)相关联,所述电力电源系统(50)包括:滑轨(52),所述滑轨与所述母线(13b)操作性地相关联并且在所述滑轨上设置有多个扁平线圈(53),所述扁平线圈配置成用于通过感应来传递电能,在使用中面向所述母线(13b);受电弓升降机(54),所述受电弓升降机被不断地推向高度最大延伸位置;以及多对空转辊(56),所述空转辊由所述滑轨(52)在其相对两侧上整体地承载,所述空转辊平行于所述模块(5)的相应侧面(14)布置并且配置成在使用中以低摩擦在所述母线(13b)上滚动,所述空转辊(56)竖直地突出超过所述线圈(53)的所在平面,优选地,所述空转辊借助于臂(57)在竖直和水平上由所述滑轨(52)悬臂式地承载,所述臂的形状类似于开口呈钝角的l形。
技术总结
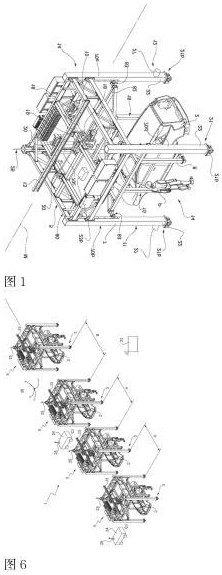
用于组装车辆的设施(1)和方法,其中,与多个相似或相同但独立于其的其他模块(5)相关联的机动化模块(5)以与其他模块协调的方式沿着预定轨迹(T)移动,以使这些模块处于多个不同的位置,在这些位置中的每个位置,同一模块(5)顺序地构成组装设施(1)的不同组装站(3),因此该组装设施是完全可移动且可重新配置的。
技术研发人员:马西莫·贝莱扎,丹尼·蒙蒂
受保护的技术使用者:CPM股份公司
技术研发日:
技术公布日:2025/3/20
- 还没有人留言评论。精彩留言会获得点赞!