一种LNG船B型舱罐体支撑座安装精度控制方法与流程
本申请涉及船舶建造,尤其涉及一种lng船b型舱罐体支撑座安装精度控制方法。
背景技术:
1、b型舱结构作为一种新型lng船维护系统结构,与目前主流采用的no.96型及mark3型维护系统结构方式存在明显的区别,其是我国自主研发的新型维护系统结构。b型舱罐体结构与船体结构之间主要依靠支撑座结构进行力的传递及绝缘,由于单个罐体结构较大,整体主尺寸分别达40m、20m、12m,因此单个罐体结构在罐体底部及顶部分别布置了多种不同类型的支撑座,同时由于在罐体侧及船体结构侧分别布置由不同材质的支撑座,主要涉及9ni钢特殊钢,不允许进行火工矫正,并且要求在搭载过程中精准对接,保证所有支撑座面板平整度同时满足相应的要求,难度极大,相应结构型式如图1所示。
技术实现思路
1、lng船b型舱罐体结构支撑座安装的关键难点在于单个罐体涉及多种类型的支撑座,累计达46个,要同时保证所有支撑座的水平在相应的公差范围之内,难度较大。其次本船型罐体结构较大,在罐体结构制造过程中将不可避免的产生变形,因此要在不进行火工矫正的情况下满足整体地平整度要求,难度极大。本发明从结构制造过程中的划线精度、定位基准设定、水平控制等角度进行整体地策划控制,确保支撑座安装精度满足相应的要求。
2、本发明实施例提供一种lng船b型舱罐体支撑座安装精度控制方法,包括如下步骤:
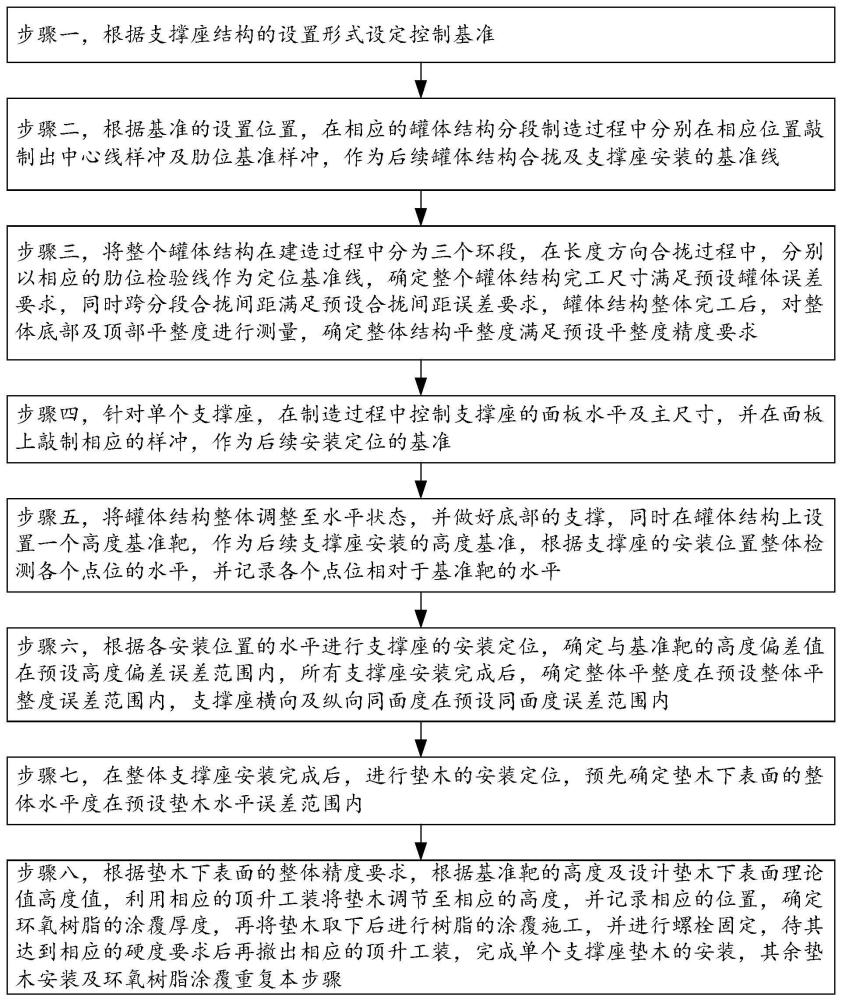
3、步骤一,根据支撑座结构的设置形式设定控制基准;
4、步骤二,根据基准的设置位置,在相应的罐体结构分段制造过程中分别在相应位置敲制出中心线样冲及肋位基准样冲,作为后续罐体结构合拢及支撑座安装的基准线;
5、步骤三,将整个罐体结构在建造过程中分为三个环段,在长度方向合拢过程中,分别以相应的肋位检验线作为定位基准线,确定整个罐体结构完工尺寸满足预设罐体误差要求,同时跨分段合拢间距满足预设合拢间距误差要求,罐体结构整体完工后,对整体底部及顶部平整度进行测量,确定整体结构平整度满足预设平整度精度要求;
6、步骤四,针对单个支撑座,在制造过程中控制支撑座的面板水平及主尺寸,并在面板上敲制相应的样冲,作为后续安装定位的基准;
7、步骤五,将罐体结构整体调整至水平状态,并做好底部的支撑,同时在罐体结构上设置一个高度基准靶,作为后续支撑座安装的高度基准,根据支撑座的安装位置整体检测各个点位的水平,并记录各个点位相对于基准靶的水平;
8、步骤六,根据各安装位置的水平进行支撑座的安装定位,确定与基准靶的高度偏差值在预设高度偏差误差范围内,所有支撑座安装完成后,确定整体平整度在预设整体平整度误差范围内,支撑座横向及纵向同面度在预设同面度误差范围内;
9、步骤七,在整体支撑座安装完成后,进行垫木的安装定位,预先确定垫木下表面的整体水平度在预设垫木水平误差范围内;
10、步骤八,根据垫木下表面的整体精度要求,根据基准靶的高度及设计垫木下表面理论值高度值,利用相应的顶升工装将垫木调节至相应的高度,并记录相应的位置,确定环氧树脂的涂覆厚度,再将垫木取下后进行树脂的涂覆施工,并进行螺栓固定,待其达到相应的硬度要求后再撤出相应的顶升工装,完成单个支撑座垫木的安装,其余垫木安装及环氧树脂涂覆重复本步骤。
11、在一些实施例中,所述支撑座结构的设置形式,包括:横向抗摇支撑座、纵向抗摇支撑座和普通型支撑座。
12、在一些实施例中,所述根据支撑座结构的设置形式设定控制基准,包括:
13、对应罐体轴线方向、及垂直于罐体轴线方向的罐体前后两端及罐体中间位置确定支撑座位置。
14、在一些实施例中,所述预设罐体误差要求为±15mm。
15、在一些实施例中,所述预设合拢间距误差为±8mm。
16、在一些实施例中,所述预设平整度精度要求为±8mm。
17、在一些实施例中,所述预设高度偏差误差范围为±5mm。
18、在一些实施例中,所述预设整体平整度误差范围为±5mm。
19、在一些实施例中,所述预设同面度误差范围为±3mm。
20、在一些实施例中,所述预设垫木水平误差范围为±3mm。
21、本申请实施例,通过上述步骤即可保证整体地支撑座垫木下表面整体满足±3mm的设计要求,为后续b型舱罐体的整体安装奠定基础。
技术特征:
1.一种lng船b型舱罐体支撑座安装精度控制方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的lng船b型舱罐体支撑座安装精度控制方法,其特征在于,所述支撑座结构的设置形式,包括:横向抗摇支撑座、纵向抗摇支撑座和普通型支撑座。
3.根据权利要求1所述的lng船b型舱罐体支撑座安装精度控制方法,其特征在于,所述根据支撑座结构的设置形式设定控制基准,包括:
4.根据权利要求1所述的lng船b型舱罐体支撑座安装精度控制方法,其特征在于,所述预设罐体误差要求为±15mm。
5.根据权利要求1所述的lng船b型舱罐体支撑座安装精度控制方法,其特征在于,所述预设合拢间距误差为±8mm。
6.根据权利要求1所述的lng船b型舱罐体支撑座安装精度控制方法,其特征在于,所述预设平整度精度要求为±8mm。
7.根据权利要求1所述的lng船b型舱罐体支撑座安装精度控制方法,其特征在于,所述预设高度偏差误差范围为±5mm。
8.根据权利要求1所述的lng船b型舱罐体支撑座安装精度控制方法,其特征在于,所述预设整体平整度误差范围为±5mm。
9.根据权利要求1所述的lng船b型舱罐体支撑座安装精度控制方法,其特征在于,所述预设同面度误差范围为±3mm。
10.根据权利要求1所述的lng船b型舱罐体支撑座安装精度控制方法,其特征在于,所述预设垫木水平误差范围为±3mm。
技术总结
本发明实施例公开了一种LNG船B型舱罐体结构支撑座的安装精度控制方法,B型舱结构作为一种新型LNG船维护系统结构,与目前主流采用的NO.96型及MARK3型维护系统结构方式存在明显的区别,其是我国自主研发的新型维护系统结构。B型舱罐体结构与船体结构之间主要依靠支撑座结构进行力的传递及绝缘,由于单个罐体结构较大,整体主尺寸分别达40m、20m、12m,因此单个罐体结构在罐体底部及顶部分别布置了多种不同类型的支撑座,同时由于在罐体侧及船体结构侧分别布置由不同材质的支撑座,并且要求在搭载过程中精准对接,保证所有支撑座面板平整度同时满足相应的要求,难度极大。本发明从结构制造、支撑座安装等全过程进行控制,确保整体安装精度满足相应的要求。
技术研发人员:支银峰,阮弘哲,张亮,杜娟,李学峰
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!