一种船舶分段合拢管及其应用方法与流程
本发明属于船舶建造,具体涉及一种船舶分段合拢管及其应用方法。
背景技术:
1、为了不影响分段搭载合拢,管路不能突出分段边缘,因为船体分段对接精度的问题,在分段的端口会设计一定余量,导致两个分段预装的管路无法直接连接,需在在两个分段间设置合拢管,用于连接两个分段的管路。对于分段间的合拢管,目前有两种方式,一是按设计理论尺寸提前预制合拢管,二是在分段合拢后测量管路实际间距后制作。
2、但是这两种方式存在以下缺陷:
3、方式一,按设计理论尺寸提前预制钢管,当出现分段对接精度偏差≥10mm时,预制的钢管就安装不上,需要对预制钢管修改重新制作,这种方式的预制合拢管修改率达到30%以上;
4、方式二,在分段合拢后测量管路实际间距后制作钢管,需要在船体分段搭载后才能测量合拢管间距,开始制作钢管,大量的合拢管测量与制作量,且钢管的制作周期较长,影响管路系统安装完整密性报验;
5、此外,分段端口出的预装管路座标参差不一,不利于分段预装管的精度测量及监控。
技术实现思路
1、为了解决现有技术中的技术问题,本发明提供了一种船舶分段合拢管,所述分段合拢管的长度固定,所述分段合拢管的管材以及管路附件均采用船舶管路的常用规格。
2、进一步的,所述分段合拢管的长度固定为800mm。
3、进一步的,所述管材包括通径、壁厚、等级。
4、进一步的,所述管路附件包括法兰、套管。
5、进一步的,在定尺寸的基础上,将合拢管按常用系统表面处理做成标准件。
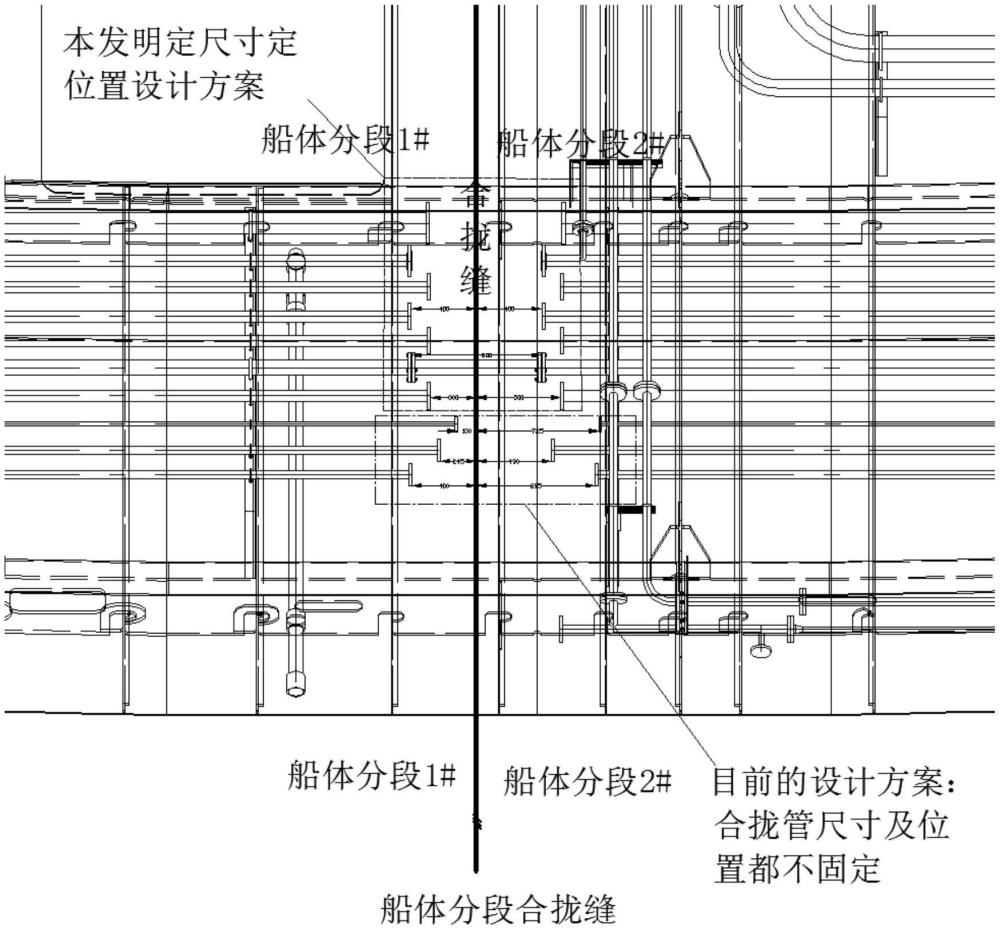
6、进一步的,合拢管管端按照距离船体分段边缘几种位置设计若干管段,管端错位设计;
7、分段预装的管路距分段端口只有固定的若干种座标。
8、进一步的,所述合拢管管端按照距离船体分段边缘300mm、400mm、500mm三种位置设计管段。
9、进一步的,分段预装的管路距分段端口只有固定的三种座标。
10、上述船舶分段合拢管的应用方法,包括以下步骤:
11、标准化合拢管制作完成后按规格、表面处理进行分类标准合拢管入库管理;
12、分段预舾装管路安装,按设计尺寸检查并修正分段合拢口管端的座标;
13、船体分段合拢定位后,测量合拢缝两端管口间距;
14、确定其间距是否满足标准合拢管应用的要求,满足要求则到标准合拢管仓库领用并安装,不满足要求则按实际需求尺寸制作后安装。
15、与现有技术相比,本发明的有益效果在于:
16、本发明分段端口处的预装管路座标固定,不需要查找每个端口的设计座标信息,可以快速测量及检验安装精度,更好地控制预装管路的安装精度;合拢管标准化,可以提前预制并做库存,按需即时领用,错峰制作,不受分段合拢时机的影响;安装前不需实体管段试装,简单测量合拢管位置间距,满足精度的直接领用安装,当出现间距偏差时,测量实际数据后制作,不存在预制钢管的废返修改。
技术特征:
1.一种船舶分段合拢管,其特征在于:所述分段合拢管的长度固定,所述分段合拢管的管材以及管路附件均采用船舶管路的常用规格。
2.根据权利要求1所述的合拢管,其特征在于:所述分段合拢管的长度固定为800mm。
3.根据权利要求1所述的合拢管,其特征在于:所述管材包括通径、壁厚、等级。
4.根据权利要求1所述的合拢管,其特征在于:所述管路附件包括法兰、套管。
5.根据权利要求1所述的合拢管,其特征在于:在定尺寸的基础上,将合拢管按常用系统表面处理做成标准件。
6.根据权利要求1所述的合拢管,其特征在于:合拢管管端按照距离船体分段边缘几种位置设计若干管段,管端错位设计;
7.根据权利要求6所述的合拢管,其特征在于:所述合拢管管端按照距离船体分段边缘300mm、400mm、500mm三种位置设计管段。
8.根据权利要求7所述的合拢管,其特征在于:分段预装的管路距分段端口只有固定的三种座标。
9.一种如权利要求1-8任意一项所述的船舶分段合拢管的应用方法,其特在于,包括以下步骤:
技术总结
本发明提出了一种船舶分段合拢管及其应用方法,分段端口处的预装管路座标固定,不需要查找每个端口的设计座标信息,可以快速测量及检验安装精度,更好地控制预装管路的安装精度;合拢管标准化,可以提前预制并做库存,按需即时领用,错峰制作,不受分段合拢时机的影响;安装前不需实体管段试装,简单测量合拢管位置间距,满足精度的直接领用安装,当出现间距偏差时,测量实际数据后制作,不存在预制钢管的作废或修改。
技术研发人员:吴世军,张猛,韦青嵩,孙靖靖,娄海,丁园,郑小慧,邓洁瑜
受保护的技术使用者:广船国际有限公司
技术研发日:
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!