飞机大部件快速对接托架及其使用方法与流程
1.本发明属于航空装配领域,涉及一种飞机大部件快速对接托架及其使用方法。
背景技术:
2.机翼大部件通常采用交点孔和面配合的方式进行对接,而大部件由于体积大、重量大的特点,在对接时,大部件的调姿是比较困难的。在现有装配车间,大多采用数字化自动对接设备进行大部件的调姿和对接工作,但对于装配数量少的大部件以及在厂外维修时,采用数字化自动设备成本太高,且不方便运输,因此必须采用成本较低的对接工装进行人工对接。目前的机翼大部件人工对接工装形式主要有:滑轨托架、架车式托架,主要依靠滑轨或架车实现粗定位,依靠前后、上下、左右三个方向的精细丝杠或滑轨实现微调,保证大部件的对接交点同轴,这种工装结构复杂、重量大、调节费时费力、调节精度底、交点销轴安装应力大,极易划伤孔壁,不能保证飞机对接质量。
技术实现要素:
3.为了解决上述问题,本发明提供了一种对接简易的对接托架,通过车轮、滑轮和调节丝杠等组件实现大部件对接时的粗调姿,通过弹簧装置平衡大部件自身重力并实现大部件微调和随动,通过对接销轴带动对接大部件交点随动实现大部件快速对接,并保证对接时对孔壁损伤最小。本发明取代了传统的对接托架,实现飞机大部件对接时的快速调姿和快速对接,并设计一种飞机大部件快速对接方法。
4.本发明的技术方案是:
5.一种飞机大部件快速对接装置,包括上下两部分,上部分为移动托架,下部分为固定托架。
6.所述移动托架包括上托架6、防护层1、大部件托架2、弹簧3、移动手轮4、固定手轮5、调节丝杠14和滑轮12。其中,上托架6是根据大部件大小由钢管材焊接而成的框架结构,其底部4个角采用螺接的方式安装有灵活滑动的滑轮12;其顶端4个角均通过轴承安装有固定手轮5,调节丝杠14与固定手轮5通过螺纹配合连接,转动固定手轮5,实现调节丝杠14升降。位于同一侧的两个调节丝杠14为一组,每组调节丝杠14顶端通过销轴15与一大部件托架2底部的连接孔连接,销轴15与连接孔为间隙配合。所述大部件托架2根据大部件型面设计,其上粘接有防护层1。每个调节丝杠14上均安装有1个移动手轮4,移动手轮4在调节丝杠14上能上下调节;每个移动手轮4和大部件托架2之间均安装有弹簧3,弹簧3根据大部件重量和调节丝杠14直径选定,保证大部件安放到大部件托架2上后,弹簧3不完全压缩。
7.所述固定托架包括下托架9、地脚8、活动轮10和底板11。其中,下托架9的底部和边缘分别焊接有4个活动轮10和4个地脚8。4个底板11螺接到下托架9的四角位置处,移动托架通过滑轮12放置在固定托架的底板11上;下托架9的两侧分别设有2个限位挡杆7,调好位置后通过插销13将限位挡杆7与上托架6连接固定。
8.进一步的,销轴15直径比大部件托架2底部的连接孔直径小5mm。
9.进一步的,所述防护层1为橡胶或棉布。
10.本发明的有益效果:
11.(1)采用滑轮与底板配合,减小大部件及托架的移动摩擦力,实现大部件快速靠近,省时省力;
12.(2)大部件对接困难的主要原因为重量大,采用弹簧支撑托架的方式,平衡大部件重力,使大对接部件6自由度调姿更加容易,能大大减小劳动强度,提高对接效率;
13.(3)以固定大部件上的交点孔为基准,通过销轴实现对接部件交点的自动找心,提高对接精度,减小装配应力;
14.(4)大部件快速对接托架均为管材焊接,结构简单轻盈,适用于任何装配环境,能快速移动,且方便运输,解决外场飞机修复时大部件对接困难问题。
附图说明
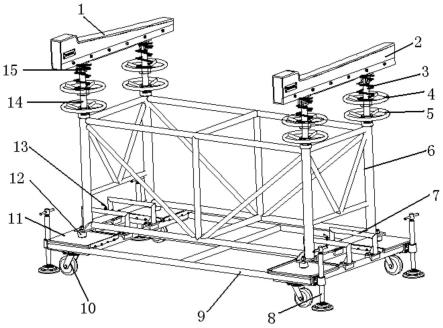
15.图1为大部件快速对接托架的结构示意图。
16.图中:1防护层;2大部件托架;3弹簧;4移动手轮;5固定手轮;6上托架;7限位挡杆;8地脚;9下托架;10活动轮;11底板;12滑轮;13插销;14调节丝杠;15销轴。
具体实施方式
17.以下结合实施例和附图进一步解释本发明的具体实施方式,但不用于限定本发明。
18.如图1所示的一种飞机大部件快速对接装置,其使用方法如下:
19.1)使用前,用插销13将移动托架与固定托架定位,调节移动手轮4保证弹簧3处于松弛状态;
20.2)移动大部件快速对接装置靠近基准大部件,拧紧4个地脚8以固定大部件快速对接装置,同时保证4个底板11基本水平;
21.3)将对接大部件吊装到大部件快速对接装置的大部件托架2上;
22.4)调节固定手轮5使调节丝杠14上升或下降,进而调整对接大部件的交点孔与基准部件对接交点位置高度相当;
23.5)打开插销13,轻推移动托架,滑轮12在底板11上滑动,使对接大部件靠近基准大部件直至对接面间隙约为1mm,锁紧滑轮12;
24.6)调节固定手轮5使调节丝杠14上升或下降,调整对接大部件的交点孔与基准部件对接交点同轴度约为1mm;
25.7)调节移动手轮4使弹簧3压缩支撑起对接大部件,保证销轴15顶端不与大部件托架2底部连接孔孔壁接触,且对接大部件的交点孔与基准部件对接交点尽量同轴;用手固定移动手轮4,向下调节固定手轮5,保证销轴15基本位于连接孔中心;
26.8)轻轻抬起或下压对接部件,同时在大部件两端将对接销轴插入大部件对接孔内,滑轮12和弹簧3在销轴与孔壁的挤压力下自动调整对接部件交点孔同轴,使销轴顺利穿入交点孔内,完成对接。
技术特征:
1.一种飞机大部件快速对接装置,其特征在于,该装置包括移动托架和固定托架;所述移动托架包括上托架(6)、大部件托架(2)、弹簧(3)、移动手轮(4)、固定手轮(5)、调节丝杠(14)和滑轮(12);其中,上托架(6)为框架结构,其底部4个角安装有滑轮(12);其顶端4个角均通过轴承安装有固定手轮(5),调节丝杠(14)与固定手轮(5)通过螺纹配合连接,转动固定手轮(5),实现调节丝杠(14)升降;位于同一侧的两个调节丝杠(14)为一组,每组调节丝杠(14)顶端通过销轴(15)与一大部件托架(2)底部的连接孔连接,销轴(15)与连接孔为间隙配合;所述大部件托架(2)根据大部件型面设计;每个调节丝杠(14)上均安装有移动手轮(4),移动手轮(4)在调节丝杠(14)上能上下调节;每个移动手轮(4)和大部件托架(2)之间均安装有弹簧(3);所述固定托架包括下托架(9)、地脚(8)、活动轮(10)和底板(11);其中,下托架(9)的底部和边缘分别焊接有活动轮(10)和地脚(8);4个底板(11)分别螺接到下托架(9)的四角位置处,移动托架通过滑轮(12)放置在底板(11)上;下托架(9)的两侧均设有限位挡杆(7),调好位置后通过插销(13)将限位挡杆(7)与上托架(6)连接固定。2.根据权利要求1所述的一种飞机大部件快速对接装置,其特征在于,所述弹簧(3)根据大部件重量和调节丝杠(14)直径选定,保证大部件安放到大部件托架(2)上后,弹簧(3)不完全压缩。3.根据权利要求1或2所述的一种飞机大部件快速对接装置,其特征在于,所述大部件托架(2)上粘接有防护层(1);所述防护层(1)为橡胶或棉布。4.根据权利要求1或2所述的一种飞机大部件快速对接装置,其特征在于,所述销轴(15)直径比大部件托架(2)底部的连接孔直径小5mm。5.根据权利要求3所述的一种飞机大部件快速对接装置,其特征在于,所述销轴(15)直径比大部件托架(2)底部的连接孔直径小5mm。6.一种如权利要求1-5任一所述的飞机大部件快速对接装置的使用方法,其特征在于,包括以下步骤:1)使用前,用插销(13)将移动托架与固定托架定位,调节移动手轮(4)保证弹簧(3)处于松弛状态;2)移动大部件快速对接装置靠近基准大部件,拧紧4个地脚(8)以固定大部件快速对接装置,同时保证4个底板(11)水平;3)将对接大部件吊装到大部件托架(2)上;4)调节固定手轮(5)使调节丝杠(14)上升或下降,进而调整对接大部件的交点孔与基准部件对接交点位置高度相当;5)打开插销(13),轻推移动托架,滑轮(12)在底板(11)上滑动,使对接大部件靠近基准大部件直至对接面间隙为1mm,锁紧滑轮(12);6)调节固定手轮(5)使调节丝杠(14)上升或下降,调整对接大部件的交点孔与基准部件对接交点同轴度为1mm;7)调节移动手轮(4)使弹簧(3)压缩从而支撑起对接大部件,保证销轴(15)顶端不与大部件托架(2)底部连接孔孔壁接触,且对接大部件的交点孔与基准部件对接交点同轴;用手固定移动手轮(4),向下调节固定手轮(5),保证销轴(15)基本位于连接孔中心;8)轻轻抬起或下压对接部件,同时在大部件两端将对接销轴插入大部件对接孔内,滑
轮(12)和弹簧(3)在销轴与孔壁的挤压力下自动调整对接部件交点孔同轴,使销轴顺利穿入交点孔内,完成对接。
技术总结
本发明提出一种飞机大部件快速对接托架及其使用方法,属于航空装配技术领域。本发明通过车轮、滑轮和调节丝杠等组件实现大部件对接时的粗调姿,通过弹簧装置平衡大部件自身重力并实现大部件微调和随动,通过对接销轴带动对接大部件交点随动实现大部件快速对接,并保证对接时对孔壁损伤最小。本发明取代了传统的对接托架,实现飞机大部件对接时的快速调姿和快速对接,适用于任何装配环境,能快速移动,且方便运输,解决外场飞机修复时大部件对接困难问题。问题。问题。
技术研发人员:黎宝德 朱树亮 冯亮亮 宋啟林 何林
受保护的技术使用者:沈阳飞机工业(集团)有限公司
技术研发日:2022.07.07
技术公布日:2022/9/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1