一种异形加筋变刚度复合材料结构及其成型方法与流程
本申请属于航空航天,特别涉及一种异形加筋变刚度复合材料结构及其成型方法。
背景技术:
1、国外先进飞行器结构目前大量采用复合材料,尤其是b787、a350等先进民用飞机机身机翼壁板结构已经接近全复材化,近年来我国航空结构的复合材料用量也取得了长足的进步,但还存在差距,主要原因在于复合材料壁板结构强度的优势未充分挖掘。作为航空飞行器机体的典型结构,复合材料壁板局有减重潜力巨大、传载路径复杂等显著特征。复合材料加筋壁板结构载荷型式多样、细节设计考究、成型工艺复杂,是一个多学科耦合的复杂工程问题。
2、传统的壁板结构采用直线铺放方式,传力路径与纤维方向未能高度吻合,使得复合材料纤维方向高比刚度、高比强度的特性发挥不充分,结构效率低,尤其是复合材料壁板结构在真实情况中常受到多轴载荷联合作用,传统壁板结构的劣势更为明显,难以适应先进军民用飞行器对轻质高效的严苛要求。
3、因此,希望有一种技术方案来克服或至少减轻现有技术的至少一个上述缺陷。
技术实现思路
1、本申请的目的是提供了一种异形加筋变刚度复合材料结构及其成型方法,以解决现有技术存在的至少一个问题。
2、本申请的技术方案是:
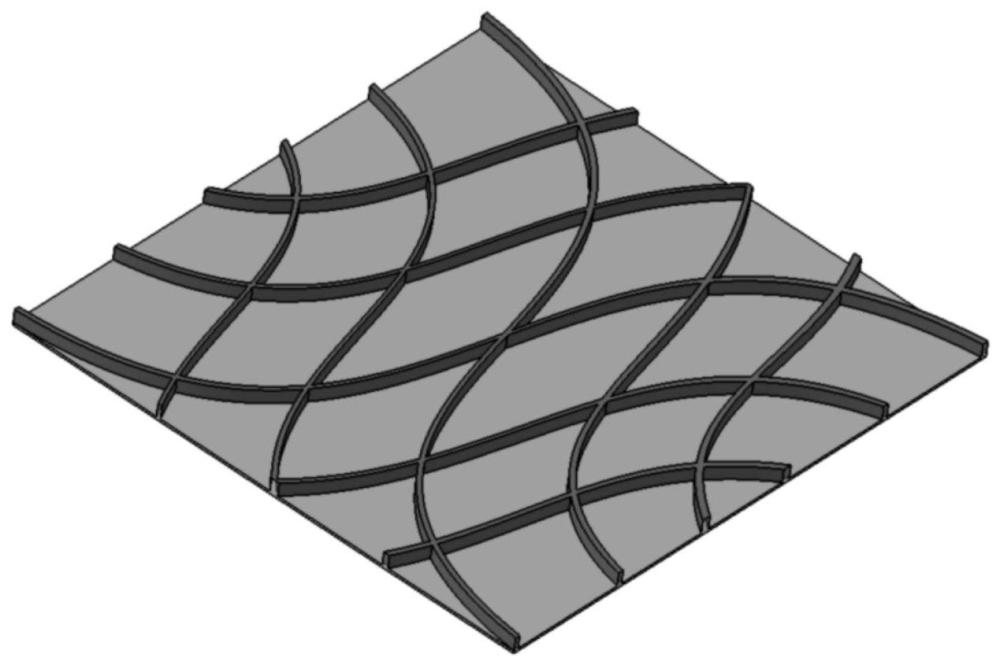
3、本申请的第一个方面提供了一种异形加筋变刚度复合材料结构,包括:
4、蒙皮,包括多层,所述蒙皮最外两层丝束为直线铺放,所述蒙皮中间层丝束为曲线铺放;
5、变曲率筋条,包括多个,多个所述变曲率筋条设置在所述蒙皮上。
6、在本申请的至少一个实施例中,所述蒙皮共20层。
7、在本申请的至少一个实施例中,所述蒙皮的单层厚度为0.19mm。
8、在本申请的至少一个实施例中,所述变曲率筋条的轨迹方程为:
9、
10、其中,t0为x=0处切线方向与x轴夹角,t1为x=l/2处切线方向与x轴夹角。
11、本申请的第二个方面提供了一种异形加筋变刚度复合材料结构成型方法,包括:
12、步骤一、在蒙皮模具上通过自动铺丝技术铺覆多层蒙皮,实现蒙皮成型;
13、步骤二、采用3d打印技术根据预设轨迹在蒙皮上进行变曲率筋条成型;
14、步骤三、将异形加筋变刚度复合材料结构进行加热固化。
15、在本申请的至少一个实施例中,步骤一中,所述在蒙皮模具上通过自动铺丝技术铺覆多层蒙皮,实现蒙皮成型,包括:
16、s11、采用函数参数法定义蒙皮中曲线路径,将每层蒙皮的丝束铺放方向、丝束宽度、最小回转半径、铺层厚度、裁切方式输入到catia软件建立数字化模型,并生成丝束铺放轨迹;
17、s12、选择预浸带进行裁剪,把蒙皮模具放置于自动铺丝装置的自动铺丝头下进行定位,将丝束以平行等距的方式输出;
18、s13、在压辊的作用下将丝束压紧到芯模表面,使坯料与蒙皮模具贴合,放入热压罐固化后,取出降温脱模,实现蒙皮成型。
19、在本申请的至少一个实施例中,步骤二中,所述采用3d打印技术根据预设轨迹在蒙皮上进行变曲率筋条成型,包括:
20、s21、在3d打印装置的3d打印头内部加入热固性树脂及其固化剂混合物,并通过加热熔融得到熔融树脂基体,将纤维丝束从料卷输送至3d打印头内部,浸渍熔融树脂基体;
21、s22、将成型好的蒙皮放置于3d打印装置的打印基板上,调整蒙皮中心使其与打印基板中心保持一致,将纤维丝束随熔融树脂基体从3d打印头喷嘴挤出,定型附着于蒙皮上;
22、其中,3d打印头沿预设的单个切片轨迹在x-y平面内移动,单层打印完成后,打印基板沿z向下降单个切片厚度,循环本步骤直至完成单个变曲率筋条的打印成型;
23、重复单个变曲率筋条的打印过程,完成全部变曲率筋条的打印。
24、在本申请的至少一个实施例中,步骤三中,所述将异形加筋变刚度复合材料结构进行加热固化,包括:
25、s31、将异形加筋变刚度复合材料结构通过柔性真空袋包裹,并通过密封胶密封;
26、s32、通过外接真空泵对柔性真空袋施加真空压力,排除柔性真空袋内部空气并保持其原始形状;
27、s33、通过烘箱进行加热固化。
28、在本申请的至少一个实施例中,还包括步骤四、对异形加筋变刚度复合材料结构的边缘进行休整,切除多余量并打磨掉毛刺,完成异形加筋变刚度复合材料结构的成型。
29、发明至少存在以下有益技术效果:
30、本申请的异形加筋变刚度复合材料结构,极大拓宽了复合材料结构的设计空间,有效提高了复合材料加筋板的承载效率。
技术特征:
1.一种异形加筋变刚度复合材料结构,其特征在于,包括:
2.根据权利要求1所述的异形加筋变刚度复合材料结构,其特征在于,所述蒙皮共20层。
3.根据权利要求2所述的异形加筋变刚度复合材料结构,其特征在于,所述蒙皮的单层厚度为0.19mm。
4.根据权利要求3所述的异形加筋变刚度复合材料结构,其特征在于,所述变曲率筋条的轨迹方程为:
5.一种异形加筋变刚度复合材料结构成型方法,其特征在于,包括:
6.根据权利要求5所述的异形加筋变刚度复合材料结构成型方法,其特征在于,步骤一中,所述在蒙皮模具上通过自动铺丝技术铺覆多层蒙皮,实现蒙皮成型,包括:
7.根据权利要求6所述的异形加筋变刚度复合材料结构成型方法,其特征在于,步骤二中,所述采用3d打印技术根据预设轨迹在蒙皮上进行变曲率筋条成型,包括:
8.根据权利要求7所述的异形加筋变刚度复合材料结构成型方法,其特征在于,步骤三中,所述将异形加筋变刚度复合材料结构进行加热固化,包括:
9.根据权利要求8所述的异形加筋变刚度复合材料结构成型方法,其特征在于,还包括步骤四、对异形加筋变刚度复合材料结构的边缘进行休整,切除多余量并打磨掉毛刺,完成异形加筋变刚度复合材料结构的成型。
技术总结
本申请属于航空航天技术领域,特别涉及一种异形加筋变刚度复合材料结构及其成型方法。结构,包括:多层蒙皮以及多个变曲率筋条,所述蒙皮最外两层丝束为直线铺放,所述蒙皮中间层丝束为曲线铺放;多个所述变曲率筋条设置在所述蒙皮上。本申请的异形加筋变刚度复合材料结构及其成型方法,提出了蒙皮纤维曲线铺放、异形筋条随型打印的设计方案,极大拓宽了复合材料结构的设计空间,有效提高了复合材料加筋板的承载效率;提供了面向于异形加筋变刚度复合材料结构可行的制造方法,大尺寸变刚度蒙皮采用AFP工艺制备,以保证成型效率;小尺寸异形筋条采用3D打印工艺实现,以保证成型质量,两种工艺的结合有效兼顾了加筋板成型质量与效率。
技术研发人员:陈向明,王喆,邹鹏,杨钧超,于飞
受保护的技术使用者:中国飞机强度研究所
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!