一种舵翼加工方法及舵翼与流程
本申请属于飞行器加工,尤其涉及一种舵翼加工方法及舵翼。
背景技术:
1、舵翼,又称扰流板,为飞行器的空气动力组件中的一部分;主要用于减少火箭尾部的升力,避免火箭尾部的升力比火箭头部的升力大,从而抑制火箭过度转向,保持高速运动时的稳定性。
2、舵翼多采用铸造、焊接等工艺加工制备,然而受装夹以及加工操作难度和复杂性的影响,整体生产效率不高。另一方面,舵翼件为异形件,多采用耐高温难切削材料,使得装夹和加工操作难度加大,且加工基准协调与转换精度不稳定,不可靠,易导致后续机械加工过程中出现质量缺陷。
技术实现思路
1、本申请提供了一种舵翼加工方法及舵翼,旨在至少能够在一定程度上解决舵翼加工过程中,装夹不便,加工基准精度不可靠,质量不稳定的技术问题,达到改善装夹和加工便捷性、可靠性,提升加工质量的技术效果。为此,
2、本申请实施例提供的一种舵翼加工方法,包括:
3、3d打印舵翼毛坯,且所述舵翼毛坯包括一体成型的翼本体、工艺凸台以及连接轴;
4、检测所述工艺凸台关于所述翼本体的中心翼面的对称度,并以所述翼本体的后墙为基准检测所述工艺凸台的外形尺寸、所述连接轴的颈部和底面的工艺余量;
5、以所述中心翼面为基准,结合检测得到的所述对称度数据,加工所述工艺凸台的平行于所述中心翼面的第一平面和第二平面,使所述工艺凸台相对于所述中心翼面的对称度在0.08mm以内,并在所述工艺凸台上开设定位孔,且所述定位孔与所述第一平面的垂直度在0.02mm以内;
6、以所述后墙为基准,结合所述工艺凸台的外形尺寸和所述连接轴的端面的工艺余量数据,粗加工所述连接轴的轴端面和轴根部外形,以及所述翼本体的底面;
7、利用所述定位孔将所述工艺凸台定位装夹在车夹工装上,精加工所述连接轴的轴颈、轴端面、内螺孔以及外圆螺纹;
8、切除所述工艺凸台。
9、在一些实施例中,所述工艺凸台的数量为多个,分别对应设置在所述翼本体的高度方向的顶部和底部。
10、在一些实施例中,所述切除工艺凸台包括:
11、找正所述翼本体的所述底面,切除所述底面上的所述工艺凸台;
12、找正所述翼本体的所述后墙,切除所述翼本体的顶面上的所述工艺凸台。
13、在一些实施例中,所述车夹工装包括:安装架、过渡盘以及承载盘;
14、所述过渡盘设置在所述安装架上,以将所述安装架适配装夹到车床上;
15、所述承载盘设置在所述安装架上,且所述承载盘设置有装夹组件,以适配装夹所述工艺凸台。
16、在一些实施例中,所述装夹组件包括:定位销、垫片、垫块以及螺母;
17、所述垫片和所述垫块设置在所述工艺凸台上,并通过穿设于所述定位孔内的定位销配合所述螺母将所述工艺凸台压紧在所述承载盘上。
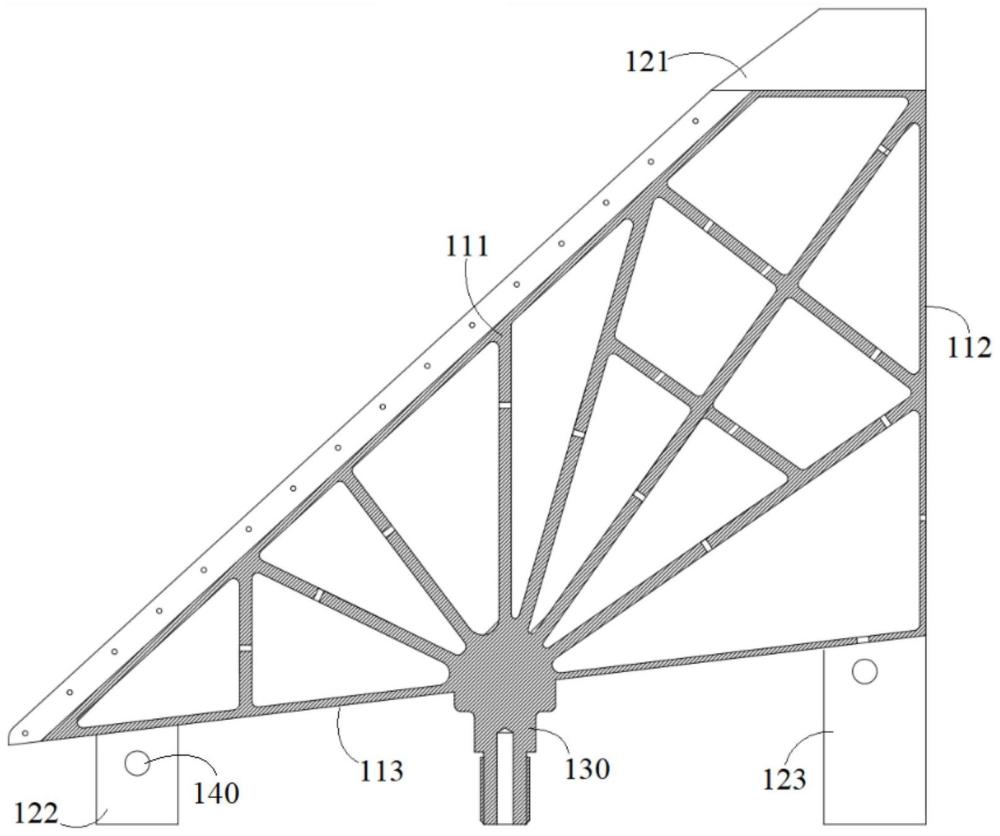
18、在一些实施例中,所述翼本体整体成类三角形,所述工艺凸台为三个,所述三个工艺凸台分别对应设置在所述翼本体的三个角部区域。
19、在一些实施例中,所述定位孔的规格为φ12h7。
20、在一些实施例中,所述机床通过卡盘夹持所述过渡盘,找正所述过渡盘外圆在φ0.02mm以内。
21、在一些实施例中,所述连接轴的轴颈部的粗加工留余量0.2mm。
22、本申请的另一方面,还提供一种舵翼,采用所述的舵翼加工方法制造。
23、本申请实施例至少具有如下有益效果:
24、本申请实施例提供的舵翼加工方法及舵翼,通过3d打印出舵翼毛坯,并同步在毛坯上连接轴,从而相对于独立制造翼本体和连接轴的方式,能够相对改善加工复杂性和效率;同时,还一体成型工艺凸台,用作装夹部位,并以翼本体的中心翼面为基准加工工艺凸台,从而将中心翼面的虚位置转换为可精确定位的实体对象,以便于高精度稳定装夹,定位,从而在机床生产加工舵翼时,能够通过精确定位工艺凸台,实现高精度生产舵翼,一方面改善装夹定位的精度,保证加工质量;另一方面还可以相对简化装夹操作的复杂性,降低装夹对产品表面质量的影响,并改善加工效率。
技术特征:
1.一种舵翼加工方法,其特征在于,包括:
2.如权利要求1所述的舵翼加工方法,其特征在于,所述工艺凸台的数量为多个,分别对应设置在所述翼本体的高度方向的顶部和底部。
3.如权利要求2所述的舵翼加工方法,其特征在于,所述切除工艺凸台包括:
4.如权利要求1所述的舵翼加工方法,其特征在于,所述车夹工装包括:安装架、过渡盘以及承载盘;
5.如权利要求4所述的舵翼加工方法,其特征在于,所述装夹组件包括:定位销、垫片、垫块以及螺母;
6.如权利要求4所述的舵翼加工方法,其特征在于,所述翼本体整体成类三角形,所述工艺凸台为三个,所述三个工艺凸台分别对应设置在所述翼本体的三个角部区域。
7.如权利要求1所述的舵翼加工方法,其特征在于,所述定位孔的规格为φ12h7。
8.如权利要求4所述的舵翼加工方法,其特征在于,所述机床通过卡盘夹持所述过渡盘,找正所述过渡盘外圆在φ0.02mm以内。
9.如权利要求1所述的舵翼加工方法,其特征在于,所述连接轴的轴颈部的粗加工留余量0.2mm。
10.一种舵翼,其特征在于,采用如权利要求1~9任一项所述的舵翼加工方法制造。
技术总结
本申请属于飞行器加工技术领域,具体公开了一种舵翼加工方法及舵翼;舵翼加工方法包括:3D打印舵翼毛坯;检测工艺凸台关于翼本体的中心翼面的对称度,并以翼本体的后墙为基准检测工艺凸台外形尺寸、连接轴的颈部和底面的工艺余量;以中心翼面为基准,加工第一平面和第二平面,工艺凸台相对于中心翼面的对称度在0.08mm以内,在工艺凸台上开设定位孔,且与第一平面的垂直度在0.02mm以内;以后墙为基准,粗加工连接轴的轴端面和轴根部外形,以及翼本体的底面;利用定位孔将工艺凸台定位装夹在车夹工装上,精加工连接轴的轴颈、轴端面、内螺孔以及外圆螺纹;切除工艺凸台。本申请提供的舵翼加工方法及舵翼,能够改善装夹精度和加工质量。
技术研发人员:王跃强,张颖,游淞清,黄傑
受保护的技术使用者:湖北三江航天红阳机电有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!