极卷自动撕条码装置的制作方法
1.本发明涉及极片加工技术领域,尤其涉及一种极卷自动撕条码装置。
背景技术:
2.在二次电池的生产过程中,极片的料卷通常被支撑在传动辊上,通过主动辊向极片料卷的展开端施加一定拉力,使得极片可以持续向主动辊所在的方向移动,并参与至后续的加工过程。而在进行这个操作之前,需要先将极卷条码从卷料上撕下,传统的方式是人工操作,即人工直接从卷料上撕下条码,这种方式非常影响工作效率,且非常被动,需要依赖于人工,造成人工成本居高不下。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种极卷自动撕条码装置,可有效提升加工效率,无需依赖于人工,实现自动化操作。
4.本发明的技术方案如下:一种极卷自动撕条码装置,用于对新极卷的卷料头条码进行撕除,该极卷自动撕条码装置包括备卷位、备胶纸机构、卷胶纸机构和剪胶纸机构,所述备卷位的中部伸出有悬挂新极卷用的悬挂轴,所述卷胶纸机构位于所述备卷位的上方,所述备胶纸机构、剪胶纸机构均靠近所述卷胶纸机构,所述备胶纸机构为所述卷胶纸机构提供粘条码用胶纸,所述卷胶纸机构将所述粘条码用胶纸卷绕一圈以上且粘面朝外,通过所述粘条码用胶纸的粘面将新极卷的卷料头条码粘住,再通过所述剪胶纸机构将新极卷的卷料头条码部分剪断。
5.进一步的,所述卷胶纸机构包括转动臂、夹取卷针、第一伺服电机、第二伺服电机和同步带,所述第一伺服电机固定在所述备卷位的一侧,所述转动臂的一端转动连接在所述第一伺服电机的转轴上,所述转动臂的另一端转动设置有所述夹取卷针,所述夹取卷针的中部设有胶纸夹取空隙,所述第二伺服电机固定在所述转动臂上,所述第二伺服电机的转轴通过所述同步带与所述夹取卷针传动连接。
6.进一步的,所述胶纸夹取空隙的两侧活动设置有气动活塞。
7.进一步的,所述夹取卷针为圆筒状。
8.进一步的,所述剪胶纸机构通过一气动剪刀来完成剪切动作。
9.进一步的,该极卷自动撕条码装置还包括设置在所述卷胶纸机构下方的废胶纸收集机构,用于收集所述卷胶纸机构上粘有条码的胶纸卷。
10.进一步的,所述废胶纸收集机构通过顶部的气动夹爪将粘有条码的胶纸卷取下。
11.进一步的,该极卷自动撕条码装置还包括活动设置在所述备卷位上的极卷搬运机构,所述备卷位上的新极卷通过所述极卷搬运机构从备卷位中搬出和搬运到下一工序。
12.相对于现有技术,本发明的有益效果在于:本发明设有备卷位,被卷位上放置新极卷,工作时,可自动的对新极卷的卷料头条码进行撕除,在撕除后自动搬运到下一工序。通过该极卷自动撕条码装置,可以极大地提升加工效率,无需依赖于人工,实现自动化操作,
进而可以降低工人劳动量。
附图说明
13.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
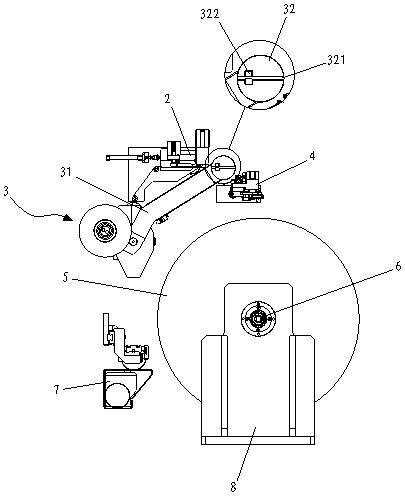
14.图1为本发明实施例所提供的极卷自动撕条码装置的平面结构图;图2为本发明实施例所述卷胶纸机构的平面结构图。
具体实施方式
15.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
16.为了说明本发明所述的技术方案,下面通过具体实施例来进行说明。
实施例
17.请参阅图1、图2,本发明实施例提供了一种极卷自动撕条码装置,用于对新极卷的卷料头条码进行撕除,该极卷自动撕条码装置包括备卷位5、备胶纸机构2、卷胶纸机构3和剪胶纸机构4,备卷位5的中部伸出有悬挂新极卷用的悬挂轴6,卷胶纸机构2位于备卷位5的上方,备胶纸机构2、剪胶纸机构4均靠近卷胶纸机构3,其中,所述卷胶纸机构3包括转动臂31、夹取卷针32、第一伺服电机33、第二伺服电机34和同步带35,第一伺服电机33固定在备卷位5的一侧,转动臂31的一端转动连接在第一伺服电机33的转轴上,转动臂31的另一端转动设置有夹取卷针32,该夹取卷针32为圆筒状,夹取卷针32的中部设有胶纸夹取空隙321,胶纸夹取空隙321的两侧活动设置有气动活塞322,第二伺服电机34固定在转动臂31上,第二伺服电机34的转轴通过同步带35与夹取卷针32传动连接。工作原理:备胶纸机构2为卷胶纸机构3提供粘条码用胶纸,将粘条码用胶纸送入夹取卷针32的胶纸夹取空隙321中,胶纸夹取空隙321内部的气动活塞322压紧胶纸,第二伺服电机34通过同步带35传动驱动夹取卷针32旋转一圈以上,胶纸则围绕夹取卷针32布置在夹取卷针32的圆柱面上形成胶纸卷,此时胶纸粘面朝外,接着第一伺服电机33驱动夹取卷针32摆动到新极卷表面,夹取卷针32的胶纸粘住新极卷的卷料头条码,第二伺服电机34再次驱动夹取卷针32旋转(旋转的角度可设定),以实现条码完全被粘到夹取卷针32上为止,然后夹取卷针32摆动回初始位置,剪胶纸机构4伸出,通过气动剪刀剪断卷料头条码部分。
18.进一步的,该极卷自动撕条码装置还包括设置在卷胶纸机构3下方的废胶纸收集机构7,用于收集卷胶纸机构3上粘有条码的胶纸卷。在卷料头条码部分被剪断后,夹取卷针32再次摆动到废胶纸收集机构7处,胶纸夹取空隙321内部的气动活塞322松开,废胶纸收集机构7通过顶部的气动夹爪将将粘有条形码的胶纸卷取下,最后夹取卷针32回到初始位置。
19.进一步的,该极卷自动撕条码装置还包括活动设置在备卷位5上的极卷搬运机构8,备卷位5上的新极卷通过极卷搬运机构8从备卷位5中搬出和搬运到下一工序。操作流程:
人工通过上料辅助小车将多个新极卷放置在备卷位5的悬挂轴6上,极卷搬运机构8将备卷位5上的新极卷取出,送到极卷自动撕条码区域,该极卷自动撕条码装置对新极卷的卷料头条码进行撕除,随后极卷搬运机构将已完成撕条码的极卷运送到下一工序。
20.通过该极卷自动撕条码装置,可以极大地提升加工效率,无需依赖于人工,实现自动化操作,进而可以降低工人劳动量。
21.以上仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种极卷自动撕条码装置,用于对新极卷的卷料头条码进行撕除,其特征在于:该极卷自动撕条码装置包括备卷位、备胶纸机构、卷胶纸机构和剪胶纸机构,所述备卷位的中部伸出有悬挂新极卷用的悬挂轴,所述卷胶纸机构位于所述备卷位的上方,所述备胶纸机构、剪胶纸机构均靠近所述卷胶纸机构,所述备胶纸机构为所述卷胶纸机构提供粘条码用胶纸,所述卷胶纸机构将所述粘条码用胶纸卷绕一圈以上且粘面朝外,通过所述粘条码用胶纸的粘面将新极卷的卷料头条码粘住,再通过所述剪胶纸机构将新极卷的卷料头条码部分剪断。2.根据权利要求1所述的极卷自动撕条码装置,其特征在于:所述卷胶纸机构包括转动臂、夹取卷针、第一伺服电机、第二伺服电机和同步带,所述第一伺服电机固定在所述备卷位的一侧,所述转动臂的一端转动连接在所述第一伺服电机的转轴上,所述转动臂的另一端转动设置有所述夹取卷针,所述夹取卷针的中部设有胶纸夹取空隙,所述第二伺服电机固定在所述转动臂上,所述第二伺服电机的转轴通过所述同步带与所述夹取卷针传动连接。3.根据权利要求2所述的极卷自动撕条码装置,其特征在于:所述胶纸夹取空隙的两侧活动设置有气动活塞。4.根据权利要求2所述的极卷自动撕条码装置,其特征在于:所述夹取卷针为圆筒状。5.根据权利要求1所述的极卷自动撕条码装置,其特征在于:所述剪胶纸机构通过一气动剪刀来完成剪切动作。6.根据权利要求1所述的极卷自动撕条码装置,其特征在于:该极卷自动撕条码装置还包括设置在所述卷胶纸机构下方的废胶纸收集机构,用于收集所述卷胶纸机构上粘有条码的胶纸卷。7.根据权利要求6所述的极卷自动撕条码装置,其特征在于:所述废胶纸收集机构通过顶部的气动夹爪将粘有条码的胶纸卷取下。8.根据权利要求1所述的极卷自动撕条码装置,其特征在于:该极卷自动撕条码装置还包括活动设置在所述备卷位上的极卷搬运机构,所述备卷位上的新极卷通过所述极卷搬运机构从备卷位中搬出和搬运到下一工序。
技术总结
本发明公开一种极卷自动撕条码装置,用于对新极卷的卷料头条码进行撕除,该极卷自动撕条码装置包括备卷位、备胶纸机构、卷胶纸机构和剪胶纸机构,所述备卷位的中部伸出有悬挂新极卷用的悬挂轴,所述卷胶纸机构位于所述备卷位的上方,所述备胶纸机构、剪胶纸机构均靠近所述卷胶纸机构,所述备胶纸机构为所述卷胶纸机构提供粘条码用胶纸,所述卷胶纸机构将所述粘条码用胶纸卷绕一圈以上且粘面朝外,通过所述粘条码用胶纸的粘面将新极卷的卷料头条码粘住,再通过所述剪胶纸机构将新极卷的卷料头条码部分剪断。本发明可以极大地提升加工效率,无需依赖于人工,实现自动化操作,进而可以降低工人劳动量。降低工人劳动量。降低工人劳动量。
技术研发人员:陈斌 严海宏 李根发 罗二天 曾耿
受保护的技术使用者:东莞市雅康精密机械有限公司
技术研发日:2020.08.04
技术公布日:2022/2/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1