一种装箱自动控制方法及装置与流程
1.本发明涉及烟叶加工领域,尤其涉及一种装箱自动控制方法及装置。
背景技术:
2.伴随产业升级,复烤厂对打叶复烤线的生产能力以及加工烟叶均匀性提出了越来越高的要求,近年来各个厂家纷纷对生产线进行均质化改造。其中,采用装箱
--
翻箱的工艺路线衔接预处理段与打叶风分段,是提高均质化程度的重要手段之一。而装箱工序的装箱均匀性及装箱密度将直接影响整线的生产能力以及加工水平。
3.装箱工序通常置于预处理段末端,经过切断的烟叶由输料皮带汇总进入圆盘布料机,通过圆盘布料机内两个异向旋转的圆盘,散布在下端点动布料车皮带上,再通过点动车动作落入烟箱。
4.在单个烟箱装箱过程中,烟箱内顺物流方向的烟叶均匀性依靠布料车在烟箱上方往复运动保证,垂直物流方向的均匀性,依靠圆盘布料机保证。
5.理想状态下,物料均匀分布在汇总皮带上最有利于圆盘布料机工作。而实际中由于烟叶是经由提升皮带抛洒落入汇总皮带,势必存在堆积高点,当烟叶分布中心居于汇总皮带中心时,物料分布中心正好位于圆盘布料机两圆盘中心,分散效果最好。而当烟叶由于批次、品种差异,密度等发生变化,抛洒落点也会发生变化造成物料分布中心偏移,进而会对圆盘布料机分散物料的均匀性产生影响,降低装箱效率。
6.目前生产线是通过人工调节圆盘布料机解决此问题,费时费力且存在调节滞后的情况,不利于提高装箱效率。
技术实现要素:
7.本发明要解决的技术问题是:提供一种装箱自动控制方法及装置,可提高物料分布均匀性,保证装箱效率。
8.本发明提供了一种装箱自动控制方法,包括以下步骤:
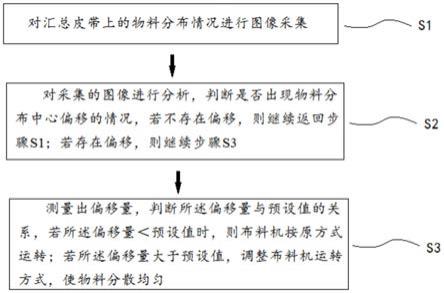
9.步骤s1:对汇总皮带上的物料分布情况进行图像采集;
10.步骤s2:对采集的图像进行分析,判断是否出现物料分布中心偏移的情况,若不存在偏移,则继续返回步骤s1;
11.若存在偏移,则继续步骤s3;
12.步骤s3:测量出偏移量,判断所述偏移量与预设值的关系,
13.若所述偏移量<预设值时,则布料机按原方式运转;
14.若所述偏移量大于预设值,调整布料机运转方式,使物料分散均匀。
15.优选地,利用图像处理单元测量出物料分布中线偏移量。
16.优选地,所述步骤s3中,所述布料机为圆形布料机。
17.优选地,利用控制机构调整圆盘布料机的主轴位置及圆盘转速,使物料分散均匀。
18.本发明还提供了一种装箱装置,包括:圆盘布料机、汇总皮带,图像采集单元和图
像处理单元。
19.优选地,所述图像采集单元为相机。
20.优选地,所述圆盘布料机内部设置有自动控制机构。
21.与现有技术相比,本发明的装箱自动控制方法,对汇总皮带上物料分布情况进行图像采集,采集数据经过智能控制系统处理,对圆盘布料机圆盘位置、旋转速度等参数进行控制,做出实时调整,从而提高物料分布均匀性保障装箱效率。
附图说明
22.图1表示本发明装箱自动控制方法的流程图;
23.图2表示本发明的装箱装置;
24.图3表示实施例1中装箱自动控制方法的流程图;
25.图中,
26.1为圆盘布料机,2为图像采集单元,3为图像处理单元,4为汇总皮带。
具体实施方式
27.为了进一步理解本发明,下面结合实施例对本发明的实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点,而不是对本发明的限制。
28.本发明的实施例公开了一种装箱自动控制方法,包括以下步骤:
29.步骤s1:对汇总皮带上的物料分布情况进行图像采集;
30.步骤s2:对采集的图像进行分析,判断是否出现物料分布中心偏移的情况,若不存在偏移,则继续返回步骤s1;
31.若存在偏移,则继续步骤s3;
32.步骤s3:测量出偏移量,判断所述偏移量与预设值的关系,
33.若所述偏移量<预设值时,则不同做任何操作;
34.若所述偏移量大于预设值,调整布料机运转方式,使物料分散均匀。
35.以下按照步骤,详细说明本发明的装箱自动控制方法:
36.步骤s1:对汇总皮带上的物料分布情况进行图像采集。
37.优选地,利用相机进行图像采集。
38.步骤s2:对采集的图像进行分析,判断是否出现物料分布中心偏移的情况,若不存在偏移,则继续返回步骤s1;
39.若存在偏移,则继续步骤s3。
40.优选地,利用图像处理单元测量出物料分布中线偏移量。
41.步骤s3:测量出偏移量,判断所述偏移量与预设值的关系,
42.若所述偏移量<预设值时,则布料机按原方式运转;
43.若所述偏移量大于预设值,调整布料机运转方式,使物料分散均匀。
44.优选地,所述布料机为圆形布料机。
45.优选地,利用控制机构调整圆盘布料机的主轴位置及圆盘转速,使物料分散均匀。
46.本发明的方法亦可应用于除圆盘布料外,如拨辊布料等,以提升布料均匀性。
47.本发明的实施例还公开一种装箱装置,包括:圆盘布料机1、汇总皮带4,图像采集
单元2和图像处理单元3。
48.优选地,所述图像采集单元2为相机。
49.优选地,所述圆盘布料机1内部设置有自动控制机构。控制机构根据图像处理单元分析的偏移量和/或转速的数据,自动调整圆盘布料机的的主轴位置及圆盘转速,使物料分散均匀。
50.为了进一步理解本发明,下面结合实施例对本发明提供的装箱自动控制方法进行详细说明,本发明的保护范围不受以下实施例的限制。
51.实施例1
52.如图3所示:
53.1)在圆盘布料机上游设置相机对汇总皮带上物料分布情况进行图像采集。
54.2)通过分析采集图像,判断是否出现物料分布中心偏移的情况,出现中心偏移的情况,并测量出偏移量。
55.3)当偏移大于允许程度时,对圆盘布料机发出信号进行控制调整圆盘主轴位置。
56.4)当圆盘根据物料分布情况偏于一侧时,相应提高对侧的圆盘转速,以使物料在垂直物流方向均匀分布。
57.5)记录偏移量与转速数据,以便于根据实际获得的装箱效果不断对调整参数进行优化。
58.以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
59.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种装箱自动控制方法,其特征在于,包括以下步骤:步骤s1:对汇总皮带上的物料分布情况进行图像采集;步骤s2:对采集的图像进行分析,判断是否出现物料分布中心偏移的情况,若不存在偏移,则继续返回步骤s1;若存在偏移,则继续步骤s3;步骤s3:测量出偏移量,判断所述偏移量与预设值的关系,若所述偏移量<预设值时,则布料机按原方式运转;若所述偏移量大于预设值,调整布料机运转方式,使物料分散均匀。2.根据权利要求1所述的装箱自动控制方法,其特征在于,利用图像处理单元测量出物料分布中线偏移量。3.根据权利要求1所述的装箱自动控制方法,其特征在于,所述步骤s3中,所述布料机为圆形布料机。4.根据权利要求3所述的装箱自动控制方法,其特征在于,利用控制机构调整圆盘布料机的主轴位置及圆盘转速,使物料分散均匀。5.一种装箱装置,包括:圆盘布料机(1)、汇总皮带(4),其特征在于,还包括图像采集单元(2)和图像处理单元(2)。6.根据权利要求5所述的装箱装置,其特征在于,所述图像采集单元(2)为相机。7.根据权利要求5所述的装箱装置,其特征在于,所述圆盘布料机(1)内部设置有自动控制机构。
技术总结
本发明涉及烟叶加工领域,尤其涉及一种装箱自动控制方法及装置。所述装箱自动控制方法为:步骤S1:对汇总皮带上的物料分布情况进行图像采集;步骤S2:对采集的图像进行分析,判断是否出现物料分布中心偏移的情况,若不存在偏移,则继续返回步骤S1;若存在偏移,则继续步骤S3;步骤S3:测量出偏移量,判断所述偏移量与预设值的关系,若所述偏移量<预设值时,则布料机按原方式运转;若所述偏移量大于预设值,调整布料机运转方式,使物料分散均匀。所述装箱装置,包括:圆盘布料机、汇总皮带,图像采集单元和图像处理单元。本发明的装箱自动控制方法,提高了物料分布均匀性,保障了装箱效率。保障了装箱效率。保障了装箱效率。
技术研发人员:胡安 许成 陈明 周业效 付贺云 陈武剑 赖进枝 程丽琴 刘延新 周刚 陈煜 周兵 邵垒
受保护的技术使用者:北京长征高科技有限公司
技术研发日:2020.10.13
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1