一种裁铁机的收料装置的制作方法
一种裁铁机的收料装置
[技术领域]
[0001]
本实用新型涉及裁铁机,尤其涉及一种裁铁机的收料装置。
[
背景技术:
]
[0002]
在石油、化工、涂料、颜料等行业,金属罐作为容器已进行了广泛应用。为适应生产企业的规模化发展需要,各种金属罐生产的自动化水平不断提高。在制作金属罐的罐身时,需使用到裁铁机将大张铁片切成一定尺寸的小片,同时在裁切后生产人员需通过收料装置将铁片收集好再进行搬运。但普通的裁铁机收料装置难以实现连续化作业,工作效率低,且收集质量不佳,铁片之间容易在搬运和存放过程中形成磨损。
[0003]
专利号为:cn201420542872.6的实用新型公开了一种裁铁机连续收料装置,包括机架、固定板、勾铁手臂、卡铁挡板和接铁导轨,其特征在于:所述的机架上设置有若干个相互平行的接铁导轨,两块安装板底面两侧各安装有一个运动气缸,每个运动气缸顶部设置有一个可沿导向轴前后运动的气缸活动块,两个气缸活动块顶部为一块横向设置的固定板,所述的固定板上设置有若干个相互平行的勾铁手臂,所述的机架两侧各安装有一个升降气缸,两个升降气缸的活塞杆间安装有一块连接板,所述的连接板上竖直安装有若干块相互平行的卡铁挡板。该实用新型存在以下缺点:1)收铁料槽接收裁铁机料片会容易乱料,乱料原因之一是,裁铁机裁铁过程中突然减速,造成甩料速度不够,不能过渡到接料槽中,造成乱料。2)收铁料架与裁铁机主体是靠左右两端的固定螺栓锁紧固定,收铁料架在调整刀位时,都要整体移动让出调整空间,主体骨架由4个万向脚轮托动,在移动过程中可以节省一些人力,但每次移动收铁料架都要松紧螺栓,效率很低。3)在生产小张料片时,铁料接满的时间(t1)变短,然而人员搬运的时间(t2)是固定的,当t1小于t2时,会造成料片堆积的问题,影响机器的生产效率,铁料堆散落可能产生人员割伤的安全事故。
[
技术实现要素:
]
[0004]
本实用新型要解决的技术问题是提供一种不容易产生乱料的裁铁机的收料装置。
[0005]
为了解决上述技术问题,本实用新型采用的技术方案是,一种裁铁机的收料装置,包括收料架、传送带和控制电路,收料架包括机架和勾铁机构、勾铁机构包括勾铁臂和勾铁气缸,机架包括复数个收料槽,传送带布置在裁铁机与收料槽之间,传送带的进口靠近裁铁机的出口,传送带的出口靠近收料槽。
[0006]
以上所述的裁铁机的收料装置,包括推拉气缸、两条轨道和4个辊轮,轨道铺设的方向与裁铁机的出料方向平行;辊轮安装在收料架的底部,沿轨道行走;推拉气缸的后端固定在裁铁机上,前端固定在收料架上。
[0007]
以上所述的裁铁机的收料装置,包括辊轮锁止气缸,辊轮锁止气缸水平布置,与裁铁机的出料方向正交,布置在辊轮的前方。
[0008]
以上所述的裁铁机的收料装置,传送带通过支架15安装在收料架的机架上。
[0009]
以上所述的裁铁机的收料装置,控制电路包括变频器,传送带的电动机接变频器。
[0010]
以上所述的裁铁机的收料装置,控制电路包括plc控制器、收料槽铁料高度传感器、勾铁臂位置传感器和勾铁气缸电磁阀,收料槽铁料高度传感器的信号输出端、勾铁臂位置传感器的信号输出端和勾铁气缸电磁阀的控制端分别接plc控制器。
[0011]
以上所述的裁铁机的收料装置,控制电路包括占位传感器,占位传感器布置在收料槽的前方,占位传感器的信号输出端接plc控制器。
[0012]
本实用新型在收料槽的入口处加装了输送带,通过输送带传送铁片,铁片加速后落入收料槽中,克服了裁铁机突然降速铁片不能落入收料槽中的问题,收料装置不会乱料,提高了生产的稳定性。
[附图说明]
[0013]
下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
[0014]
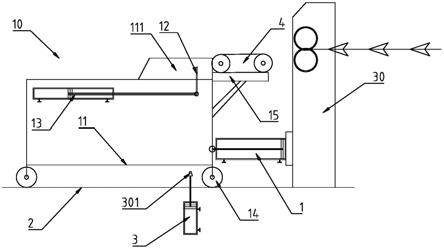
图1是本实用新型实施例裁铁机的收料装置的主视方向示意图。
[0015]
图2是本实用新型实施例裁铁机的收料装置的俯视方向示意图。
[0016]
图3是本实用新型实施例裁铁机维修状态示意图。
[0017]
图4是本实用新型实施例裁铁机的收料装置第一工作状态示意图。
[0018]
图5是本实用新型实施例裁铁机的收料装置第二工作状态示意图。
[0019]
图6是本实用新型实施例裁铁机的收料装置第三工作状态示意图。
[0020]
图7是本实用新型实施例裁铁机的收料装置的控制电路图。
[具体实施方式]
[0021]
本实用新型实施例裁铁机收料装置的结构和工作原理如图1至图7所示。
[0022]
如图1和图2所示,收料装置包括收料架10、推拉气缸1、两条轨道2、辊轮锁止气缸3、传送带4和控制电路。收料架10包括机架11和勾铁机构、勾铁机构包括勾铁臂12和勾铁气缸13,机架11后部有多个收料槽111,包括传送带4、传送带4布置在裁铁机30与收料槽111之间,传送带4的进口靠近裁铁机30的出口,传送带4的出口靠近收料槽111,传送带4通过支架安装在收料架的机架11上。
[0023]
轨道2铺设在地面上,铺设的方向与裁铁机30的出料方向平行。收料架10的底部装有4个辊轮14,辊轮14沿轨道2行走。推拉气缸1的后端固定在裁铁机30上,前端固定在收料架10上。
[0024]
辊轮14锁止气缸3水平布置,与裁铁机30的出料方向正交,布置在辊轮14的前方,辊轮14锁止气缸3活塞杆的前端装有锁止杆301。
[0025]
推拉气缸1由第一手板阀控制,锁止气缸3由第二手板阀控制。如图3所示,当裁铁机需要调整尺寸时,扳动第一手板阀,使推拉气缸1伸出;当裁铁机调整完成后,扳动第一手板阀,使推拉气缸1收回。推拉气缸1推动收料架10和传送带4一起整体的前后移动。
[0026]
当裁铁机需要调整尺寸,移动收料架10前,先扳动第二手板阀,使锁止气缸3收回锁止杆301,收料架10和辊轮可以前后移动;当裁铁机调整完成并且收料架10退回工作位置时,再扳动第二手板阀,使气缸2-01伸出,辊轮被锁止杆301限制卡住,收料架10不能再前后移动。占位传感器8布置在收料架10的上部、收料槽111的前方。
[0027]
控制电路包括plc控制器、变频器、收料槽铁料高度传感器5、勾铁臂第一位置传感
器6、勾铁臂第二位置传感器7、占位传感器8和勾铁气缸电磁阀y3。传送带4的电动机接变频器,速度可调节。
[0028]
收料槽铁料高度传感器5的信号输出端接plc控制器的输入引脚x1,勾铁臂第一位置传感器6接plc控制器的输入引脚x4、勾铁臂第二位置传感器7的信号输出端接plc控制器的输入引脚x2、占位传感器8的信号输出端接plc控制器的输入引脚x3。变频器的控制端接plc控制器的控制信号输出端y1,勾铁气缸电磁阀的控制端接plc控制器的控制信号输出端y2和y3。
[0029]
本实用新型实施例裁铁机收料装置的运行过程如下:料片通过裁铁机的圆刀后,制成符合规定尺寸铁料,铁料落到传送带上,通过传送带落入收料槽中。
[0030]
当收料槽收集的料片到达规定数量后,收料槽铁料高度传感器5发出信号,勾铁机构启动,将整摞铁料推向机架前部平面处;当勾铁机构到达前部极限位置时,勾铁臂第二位置传感器7发出信号,勾铁机构退回,继续接取料片,当勾铁机构返回到初始位置时,勾铁臂第一位置传感器6发出信号,勾铁机构停止动作。推到机架前部平面处整摞的铁料通过人工搬运到焊机上或指定位置。
[0031]
如果人工没有及时搬运机架前部平面处整摞的铁料,对射式占位传感器8持续发出信号,即使收料槽收集的料片到达规定数量后,plc控制器也不再允许勾铁机构启动,而是让裁铁机停止吸料送料。等到人工将机架前部平面处整摞的铁料移走后,对射式占位传感器8终止向plc控制器发出的信号,plc控制器驱动勾铁机构再次启动,将收料槽收集的料片全部清空后,plc控制器再重新启动裁铁机吸料和送料。
[0032]
本实用新型以上实施例在收料槽的入口处加装了输送带,通过输送带传送铁片,铁片加速后落入收料槽中,克服了裁铁机突然降速铁片不能落入收料槽中的问题,收料装置不会乱料,提高了生产的稳定性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1