一种集料架的制作方法
1.本实用新型涉及一种集料架。
背景技术:
2.生产空调换热器翅片时,一般通过带集料针的集料架将翅片码垛堆集再进行下步加工。
3.现有的集料架一般包括支撑板、集料针安装板、托盘、隔套、护板、集料针,其虽能完成一般的集料功能,但因其自身不方便移动,更不能转动,因此,与其他机构如翅片冲压加工装置、翅片的后续处理装置配合还存在灵活性不够、功能受限的问题。
4.由此,现有的集料架组成的相应的集料装置其功能受限,例如旋转两工位集料装置,其包含一个集料工位,一个取料工位,集料工位集满料后,冲压主机停机,为了避免与模具干涉,整个集料装置先向远离冲床的方向平移一段距离,移动到位后,然后才通过转盘旋转180度交换位置,旋转到位后,整个集料装置又接近冲床,然后集料工位继续集料,堆集好的翅片跺已旋转后移到取料工位,为从集料架上取出翅片而不至于散开,通过人工每列翅片跺上插入两根长u管定位,然后将翅片跺一列列取下,在取片的时候必须将整列翅片先搬起高出集料针的顶部,然后才能取下来,然后再平放码垛,这样取翅片跺费力费时,而且速度非常慢,当集料高度变高时,每列翅片将会变得更重,这样对人工力量的要求也会更高,对工人的选用有很大的局限性。
技术实现要素:
5.本实用新型所要解决的技术问题是克服现有技术的上述缺陷而提供一种集料架,使其既能方便直线移动,又能同时旋转。
6.本实用新型解决上述技术问题所采用的技术方案为:
7.集料架,其包括支撑板、集料针安装板、集料针、销轴、滑块、使集料架定位和旋转的定位换向机构;所述集料针安装板平行安装在支撑板上,所述集料针安装在集料板安装板上,所述销轴一端安装在支撑板上,另一端插入设置其下方的滑块的销孔内,所述定位换向机构设置在集料架与工位之间。
8.更好地,还包括托盘、隔套,所述托盘设置在集料针安装板上方,其中部设置集料针通孔,四周为固定部并由隔套支撑,所述隔套下部安装在集料针安装板或支撑板上,所述集料针安装在集料板安装板上,并向上穿过托盘,这样可以通过移动托盘接料。
9.更好地,所述定位换向机构包括活动定位机构和换向机构,所述活动定位机构包括滑块或工位上设置的与所述销孔间隔的另一插孔和定位机构,所述定位机构包括定位驱动器和定位杆,定位驱动器连接并驱动定位杆伸缩,插入另一插孔中或从另一插孔中缩回,所述换向机构为工位上设置的转向槽,定位杆插入转向槽后,换向器由该转向槽引导。当不需要集料架转动时,驱动器使定位杆伸出后插入另一插孔中。由于滑块或滑块与工位存在二个定位处,集料架就相对不动;当需要集料架转动时,可通过定位驱动器缩回定位杆,使
集料架的滑块之间只有销轴一个定位处,因此,集料架可以以销轴为中心旋转,并以转向槽引导。这样,集料架能够改变操作方向,以利后续操作。
10.更好地,所述定位驱动器为动力缸或者电机,这样结构简单。
11.更好地,所述定位换向机构包括集料架支撑板上设置的换向器和工位上设置的转向槽,换向器插入转向槽内后便可由转向槽引导集料架转动。这样,集料架能够改变操作方向,以利后续操作。
12.更好地,所述换向器为动力缸或者轴承,动力缸的活塞杆或者轴承插入转向槽内后便可由转向槽引导集料架转动。这样结构更简单。
13.更好地,所述内转盘上设置与转向槽连贯的能容纳动力缸活塞杆或轴承的槽。这样,
14.更好地,还包括使集料架直线移动的直线驱动机构,所述直线驱动机构与移动集料架滑块连接并使其直线移动,所述直线驱动机构安装在内转盘上,使集料架能够在操作工位和内转盘间移动,并使集料架能够转动。
15.更具体地,所述直线驱动机构为动力缸,所述动力缸安装在内转盘上,动力缸活塞杆与集料架滑块连接并驱动集料架移动,使集料架能够在操作工位和内转盘间移动。
16.更好地,还包括托盘升降驱动机构,所述托盘升降驱动机构对称设置在底座上,其包括驱动器、传动机构、驱动机构和托板,所述的托板连接在驱动机构上并由其驱动,所述的驱动器通过传动机构、驱动机构驱动托板升降,从而可由托板托住托盘进行升降。
17.更具体地,所述驱动器为电机,所述传动机构为链轮传动机构,所述驱动机构为丝杆、丝杆螺母,所述电机安装在底座上,所述丝杆一端由底座滚动支撑,另一端由防护支撑座滚动支撑,所述丝杆螺母穿套在丝杆外,所述托板两端分别与一个丝杆螺母连接,所述链轮传动机构包括:主动链轮、链轮、中间链轮和链条,各个链轮间通过链条连接和传动,每个链轮都安装在相应的丝杆上。电机驱动传动机构同时带动四根丝杆转动,通过丝杆螺母带动托板上升或下降。当移动集料架移动到位后,使其托盘的两端分别搭接在托板上,便可通过托盘升降驱动机构带动托盘上升或下降。
18.更好地,所述固定部四周还垂直安装了护板。所述移动集料架接收翅片时,可以先提升托盘,所述护板一方面可以对翅片起导向作用,另一方面可以对托盘上堆积的翅片起扶正和夹持的作用。
19.更好地,所述固定部侧面上还设置与升降驱动机构支撑部配合的托举部,升降驱动机构通过支撑部、托举部可以将整个托盘及其放置在托盘上的翅片垛托起和下降,从而使托盘和一体的支撑板、集料针安装板、集料针之间能够分离和组合。
20.更好地,所述护板侧面上还设置使其旋转的旋转中心部和施力部,通过施力部使整个托盘和护板以旋转中心部为中心旋转整个托盘和护板,最终将整个托盘和护板侧放在底座上,这样方便对整个托盘和护板内的翅片垛进行移动等操作,同时也充分利用了升降机构,使其既能完成集料针的脱离,又能使托盘倾倒。还免去将翅片列搬起脱离集料针才能下料的操作,比较省力省时,方便连接其他接料装置。
21.更具体地,所述旋转中心部为前导向柱,与设置在底座上的托架配合作为旋转中心,所述施力部为后导向柱,其可与升降驱动机构的后托钩配合,由升降驱动机构上升,使以托盘和护板旋转而侧放在底座上。
22.更好地,还包括托盘升降驱动机构,所述托盘升降驱动机构对称设置在底座上,其包括驱动器、传动机构、驱动机构和托板,所述的托板连接在驱动机构上并由其驱动,所述的驱动器通过传动机构、驱动机构驱动托板升降,从而可由托板托住托盘进行升降。
23.更好地,所述托盘中部和四周固定部分离,中部二侧设有伸出部,伸出部可由托盘升降驱动机构的托板升降,这样,托盘升降驱动机构的托板上升时可仅带动托盘先上升,再逐步下降集料,这样护板便不会与托盘一起上升,避免与生产翅片的冲床的吸风装置发生干涉。
24.更具体地,所述驱动器为电机,所述传动机构为链轮传动机构,所述驱动机构为丝杆、丝杆螺母,所述电机安装在底座上,所述丝杆一端由底座滚动支撑,另一端由防护支撑座滚动支撑,所述丝杆螺母穿套在丝杆外,所述托板两端分别与一个丝杆螺母连接,所述链轮传动机构包括:主动链轮、链轮、中间链轮和链条,各个链轮间通过链条连接和传动,每个链轮都安装在相应的丝杆上。电机驱动传动机构同时带动四根丝杆转动,通过丝杆螺母带动托板上升或下降。当移动集料架移动到位后,使其托盘的两端分别搭接在托板上,便可通过托盘升降驱动机构带动托盘上升或下降。
25.与现有技术相比,本实用新型的优点在于:
26.1、由于集料架可方便直线移动并且能够通过自身旋转而变换其操作位置,从而能灵活应用到各个操作工位和各种操作中,适应性广。
附图说明
27.图1为本实用新型实施例1集料装置的立体示意图。
28.图2为本实用新型实施例1内回转集料装置的内转盘结构示意图。
29.图3为本实用新型实施例1集料架的立体图。
30.图4为本实用新型实施例1集料架的结构示意图。
31.图5为本实用新型实施例1链轮传动机构的结构示意图。
32.图6为本实用新型实施例1移动传动机构的结构示意图。
33.图7为本实用新型实施例1集料装置集料完成后集料架移动到转盘上时的示意图。
34.图8为本实用新型实施例1集料装置集料架运移到取料工位时的示意图。
35.图9为本实用新型实施例1集料装置在取料工位取下集料针架时的示意图。
36.图10为本实用新型实施例1集料装置在取料工位取下翅片垛时的示意图。
37.图11为本实用新型实施例1集料装置在取料工位翅片垛翻转后的示意图。
38.图12为本实用新型实施例1集料装置再次安装托盘架时的示意图。
39.图13为本实用新型实施例1集料装置移动集料架至回转盘时的示意图。
40.图14为本实用新型实施例3集料装置的立体图。
41.图15为本实用新型实施例2集料装置的立体图。
42.图16为本实用新型实施例4集料装置的立体图。
43.图17为本实用新型实施例4集料装置与托盘升降驱动机构配合关系示意图。
具体实施方式
44.以下结合附图、实施例对本实用新型作进一步详细描述。
45.实施例1
46.如图3、4所示,移动集料架4,其包括支撑板401、集料针安装板402、托盘403、隔套405、护板406、集料针30、销轴404、滑块407。
47.所述集料针安装板402平行安装在支撑板401上,所述托盘403设置在集料针安装板402上方,其中间设置集料针通孔,四周为固定板4031,由隔套405支撑,所述隔套405下部安装在集料针安装板402上,隔套405上部插入托盘403中,将托盘403与集料针安装板402隔开,所述集料针30安装在集料板安装板402上,并向上穿过托盘403中间的集料针通孔。
48.所述销轴404一端安装在支撑板401的中心上,另一端插入设置其下方的滑块407的销孔4071内,这样,整个移动集料架4能够以销轴404为中心在滑块407上转动。
49.为了防止集料架在移动的时候发生转动,还在滑块407和集料架4之间设置活动定位机构,本实施例的活动定位机构包括:滑块407设置的与销孔4071间隔的另一销孔4072和定位气缸408,所述定位气缸408的活塞杆伸出后可插入另一销孔4072,因此,当不需要集料架转动时,定位气缸408的活塞杆伸出后插入另一销孔4072。由于集料架4和滑块407之间存在二个定位处,二者就相对不动;当需要集料架转动时,可通过定位气缸408缩回活塞杆,使集料架4和滑块407之间只有销轴404一个定位处,因此,集料架4可以销轴404为中心旋转。
50.所述固定板4031四周还垂直安装了护板406,所述移动集料架4接收翅片时,可以先提升托盘403,所述护板406一方面可以对翅片起导向作用,另一方面可以对托盘403上堆积的翅片起扶正和夹持的作用。
51.所述固定板4031侧面上还设置与下述的升降驱动机构8支撑部配合的托举部4032和4032',升降驱动机构8通过支撑部、托举部4032和4032'可以将整个托盘403及其放置在托盘403的翅片托起,从而使固定板4031和一体的支撑板401、集料针安装板402、集料针分离,也可将托盘403放回到一体的支撑板401、集料针安装板402、集料针上,重新形成带托盘403的集料架。
52.所述护板406侧面上还设置导向柱4061和4061',可以以二个侧面的前导向柱4061'(见图10)为旋转中心、以二个侧面的后导向柱4061为施力点而旋转整个托盘403和护板406,最终侧放在底座1上,这样方便对翅片垛进行插管等操作。本实施例中,前导向柱4061'与设置在底座1上的托架102配合作为旋转中心,后导向柱4061与升降驱动机构8的后托钩8041配合,由升降驱动机构8上升,使以托盘403和护板406旋转而侧放在底座1上。
53.上述移动集料架既能直线移动,又能在移动过程中转动,因此,可以灵活应用到各种集料装置中。
54.本实施例中,集料装置包括上述移动集料架4、底座1、内转盘2和回转驱动机构,所述内转盘2和回转驱动机构安装在底座1上,所述内转盘2与回转驱动机构连接,通过回转驱动机构驱动转盘2相对底座1转动设定角度,见图1-13。
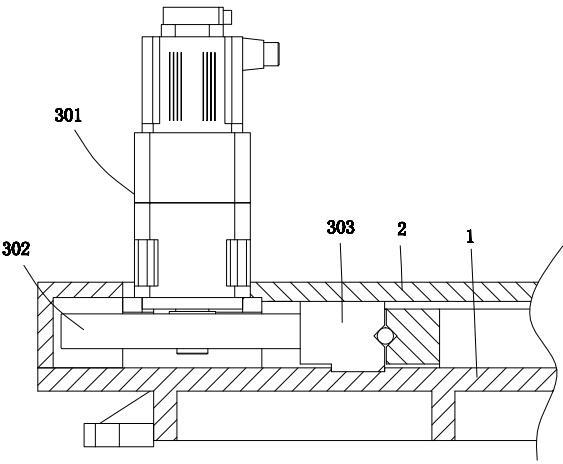
55.如图2所示,所述回转驱动机构包括:电机301、主动齿轮302、大齿轮303;所述电机301安装在底座1上,其输出轴上安装有主动齿轮302,所述大齿轮303由底座1滚动支撑,所述主动齿轮302与大齿轮303啮合,所述内转盘2安装在大齿轮303上;这样由电机301带动主动齿轮302转动,然后通过大齿轮303带动其上安装的内转盘2转动,转动角度根据实际需要确定,如根据需要设置的工位数量及工位间的间隔而确定转动角度。
56.为了使移动集料架移动平稳,底座1上设置与上述移动集料架4底部的滑块407配
合的滑槽101,内转盘2上也设置与滑槽101对应的转盘滑槽201,所述滑块407可在滑槽101和转盘滑槽201中移动。这样移动集料架4便可以通过气缸5活塞杆的伸缩,滑块407就沿着滑槽101和201移动,使移动集料架4移到底座1上或移到内转盘2上,然后通过内转盘旋转180度,使集料工位的集料架和取料工位的集料架交换位置。
57.还设置换向机构,所述换向机构包括换向气缸7和转向槽701,所述换向气缸7安装在支撑板401上,所述转向槽701设置在底座1的取料工位上,见图1,其为与滑块407移动方向呈斜角的长直槽,所述换向气缸7活塞杆伸出插入转向槽701内后,由于该长直槽的引导,集料架4在气缸5的驱动下,会以销轴404为中心旋转,最终可带动集料架4旋转 90度而使整个换向。
58.如图3所示,所述回转驱动机构包括:电机301、主动齿轮302、大齿轮303;所述电机301安装在底座1上,其输出轴上安装有主动齿轮302,所述大齿轮303由底座1滚动支撑,所述主动齿轮302与大齿轮303啮合,所述内转盘2安装在大齿轮303上;这样由电机301带动主动齿轮302转动,然后通过大齿轮303带动其上安装的内转盘2转动,转动角度根据实际需要确定,如根据需要设置的工位数量及工位间的间隔而确定转动角度。
59.还包括托盘升降驱动机构6,所述托盘升降驱动机构6对称设置在底座1的集料工位上,靠近冲床侧,如图1所示,其包括电机601、传动机构、丝杆602、丝杆螺母603和托板604。所述电机601安装在底座1上,所述丝杆602上下两端分别由防护支撑座605滚动支撑,所述丝杆螺母603穿套在丝杆602外,所述托板604两端分别与一个丝杆螺母603连接;电机601驱动传动机构同时带动四根丝杆602转动,通过丝杆螺母603带动托板604上升或下降。当移动集料架4移动到集料工位,使其固定板4031的两端分别搭接在托板604上,便可带动托盘403上升或下降。
60.所述传动机构为链轮传动机构,也可以为带轮传动等机构,本实施例采用链轮传动机构。如图5所示,所述链轮传动机构包括:主动链轮606、链轮607、中间链轮608和链条609,各个链轮间通过链条609连接和传动,每个链轮607都安装在丝杆602上。
61.还包括使托盘和集料针分离的另一升降驱动机构8,所述驱动机构包含两组,对称设置在底座1的取料工位上,如图1所示,其包括电机801、传动机构、丝杆802、丝杆螺母803和托板804。
62.所述电机801安装在底座1上,通过传动机构与二根丝杆802连接并驱动二根丝杆802转动。
63.所述传动机构为链轮传动机构,其包括安装在电机801输出轴上的链轮和安装在两丝杆下端的链轮,链轮之间通过链条连接和传动,具体可参考托盘的链轮传动机构。
64.所述丝杆802上下两端分别由防护支撑座805滚动支撑,所述丝杆螺母803穿套在丝杆802外,所述托板804两端分别与一个丝杆螺母803连接,其上设置与托举块4032和4032'配合的托钩8041和8041’。
65.还包括设置在取料工位的平移机构9,所述平移机构9包括平移驱动机构、平移传动机构和连接机构,连接机构连接升降驱动机构8,所述平移驱动机构通过平移传动机构和连接机构连接和驱动连接机构移动,从而使升降驱动机构8平移。本实施例中,平移驱动机构为电机901,平移传动机构包括带轮903、带轮904、传动轴905、带轮906、带轮907带轮908和传动带910,连接机构为螺钉,所述电机安装在底座1上,其输出轴上安装带轮902,所述传
动轴905两端由底座1滚动支撑,其上安装带轮903、904和906,所述所述带轮908和907分别安装在两端由底座1滚动支撑的短轴909上,带轮902和903、带轮904和908、带轮906和907分别通过带连接和传动,所述传动带910与所述升降驱动机构8的防护支撑座805下端由螺钉(未画出)连接。由此,通过电机901带动其上的带轮转动,并经带轮903、904、906的传动,使传动带910带动防护支撑座805移动,从而带动整个升降驱动机构8平移。
66.为了使防护支撑座805移动平稳,在底座1和防护支撑座805之间增加了滑块滑轨导向机构,所述滑块滑轨导向机构的滑块911安装在防护支撑座805上,所述滑块滑轨导向机构的滑轨912安装在底座1上。
67.采用上述集料机构,可以进行以下的翅片集料、取料过程。
68.1、集料时,两移动集料架4分别位于集料工位和取料工位,定位气缸408的活塞杆伸出插入销孔4072,集料工位的集料架4的固定板4031的两端搭接在托板604上,托盘升降驱动机构6带动托盘403上升到集料针30的上部指定位置,随着翅片堆积,托盘403间歇性的下降,直到接满料下降到设定位置停止,保证了翅片跺堆集的顺利完成。由于集料针细而且长,所以在竖直状态下,上部会有不同程度的倾斜,为了使翅片更容易落下,所以设置了上述托盘403和托盘升降机构6。集料完成后,两气缸5的活塞杆退回,将两移动集料架4移到内转盘2上,如图7所示。
69.2、回转驱动机构驱动内转盘2转动180度。两气缸5的活塞杆伸出,将空的集料架4从内转盘2上推到底座1的集料工位上停止,然后开始集料,集满翅片的集料架4被向取料工位推送,当推到导向槽701的上方,定位气缸408的活塞杆退出销孔4072,同时换向气缸7的活塞杆伸出插入导向槽701内,在气缸5的推动及换向机构的作用下,集满翅片的集料架4被旋转90度停止移动,如图8所示。
70.3、取料工位的平移机构9带动升降驱动机构8移动,移动到位后,使托钩8041和8041'托住托举块4032和4032',然后升降驱动机构8带动托盘403和翅片跺上升,与集料针分离后停止上升,如图9所示。
71.4、取料工位气缸5的活塞杆退回,将集料架4原路返回到内转盘2上等待,然后升降驱动机构8带动托盘403和翅片跺下降,如图10所示,直到将固定板4031和托盘403放置到底座1上,安装在底座1上的托钩102托住导向柱4061',然后托钩8041和8041'继续下降,直到脱离托举块4032和4032'停止,平移机构9移动一定距离,使托钩8041上升托住导向柱4061,然后升降驱动机构8继续上升,在导向柱4061和4061'的作用下,带动托盘403和翅片跺被向外侧翻转90度,升降驱动机构8停止,如图11所示,然后将翅片跺取下。例如下述的实施例中,翅片垛连同集料针会被水平旋转90度推到取料工位,在人工插入定位长u管后,翅片跺与集料针自动分离后,集料针能移到内转盘上,并可将翅片跺再向外侧翻转90度放下下料,这样下料,免去将翅片列搬起脱离集料针才能下料的动作,比较省力省时,也方便连接其他接料装置,将整个翅片跺搬离集料装置运输到下一工序,而且无需整体移动集料装置
72.5、翅片跺取下后,升降驱动机构8下降,将空的托盘403和固定板4031又平放在底座1上,继续下降,直到托钩8041脱离导向柱4061停止,平移机构9反向移动一定距离,升降驱动机构8上升,使托钩8041和8041'托住托举块4032和4032',继续上升,直到可以让集料针通过的高度停止,取料工位的气缸5活塞杆伸出,将集料架4从内转盘2上推到底座1上,并旋转90度,如图12所示状态,然后升降驱动机构8带动托盘403下降重新回到集料架上。
73.6、取料工位的气缸5活塞杆退回,将空的集料架移到到内转盘上等待(如图13所示),待集料工位的集料架集满翅片,与其连接的气缸5活塞杆退回,将集满翅片的集料架4移到内转盘2上。
74.7、然后内转盘2旋转180度,重复上述2-6步骤。
75.实施例2
76.实施例2对实施例1进行微小改变,集料装置取消活动定位机构:定位气缸408、销孔4072,并将换向机构的换向气缸7替换为穿过并安装在支撑板401上的螺柱滚针轴承7',把设置在取料工位底座1上的转向槽701替换为转向槽701',所述螺柱滚针轴承7'在转向槽701'内移动,并在内转盘2上设置与转向槽701'连贯的能容纳螺柱滚针轴承7'的槽207,如图15所示。
77.采用上述集料机构,可以进行以下的翅片集料、取料过程。
78.1、同实施例1的工作过程1。
79.2、回转驱动机构驱动内转盘2转动180度,如图15所示。两气缸5的活塞杆伸出,将空的集料架4从内转盘2上推到底座1的集料工位上停止,开始集料,集满翅片的集料架4被通过换向机构旋转90度推到取料工位。
80.3、其他同实施例1的工作过程。
81.实施例3
82.实施例3对实施例1进行微小改变,集料装置中取消活动定位机构:定位气缸408、销孔4072,并将换向机构的换向气缸7替换为穿过并安装在支撑板401上的螺柱滚针轴承7',把设置在取料工位底座1上的转向槽701替换为设置在集料工位底座1上的转向槽701',所述螺柱滚针轴承7'在转向槽701'内移动,并在内转盘2上设置与转向槽701'连贯的能容纳螺柱滚针轴承7'的槽207,如图14所示。由于定位气缸408和换向气缸7工作需要布置通气管路,同时还要满足工位转化时的移动和旋转,这就给通气管路的布置带来了一定的难度,而本实施例的方案可以避免此问题。
83.采用上述集料机构,可以进行以下的翅片集料、取料过程。
84.1、同实施例1的工作过程1,不同之处在于,气缸5活塞杆退回时,集料工位的集料架4通过换向机构螺柱滚针轴承7'沿着转向槽701'的轨迹移动而被旋转90度移动到内转盘2上。
85.2、回转驱动机构驱动内转盘2转动180度。两气缸5的活塞杆伸出,将空的集料架4从内转盘2上通过换向机构旋转90度推到底座1的集料工位上停止,开始集料,集满翅片的集料架4被推到取料工位。
86.3、同实施例1的工作过程3。
87.4、同实施例1的工作过程4。
88.5、同实施例1的工作过程5,不同之处在于等待在内转盘2上的空集料架回到内转盘上无需旋转90度。
89.6、同实施例1的工作过程6,不同之处在于取料工位的空集料架回到内转盘上无需旋转90度,集料工位的集料架4被旋转90度移动到内转盘2上。
90.7、然后内转盘2旋转180度,重复上述2-6步骤。
91.实施例4
92.如图16、17所示,实施例4对实施例1进行微小改变,所述托盘403的中间部分两端设有伸出部4033,伸出部4033上安装定位销4034,托盘403通过定位销4034插入托板604的销孔(图中未示)与托板604连接在一起。
93.集料时,托盘升降驱动机构6的托板604上升时可仅带动托盘403先上升,再逐步下降集料,这样固定板4031、护板406便不会与托盘403一起上升,避免与生产翅片的冲床的吸风装置产生干涉,集料完成后,托板可以继续下降一段距离,使托盘403和托板604分离。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1