板材预堆垛装置的制作方法
1.本实用新型属于板材堆垛装置领域,特别涉及一种应用于人造板材堆垛的可连续工作的板材预堆垛装置。
背景技术:
2.在人造板的生产加工中,有着频繁的堆垛工序。每次进行人造板堆垛工序时,都需要大量的时间从而影响人造板成板效率。堆垛工序的速度及生产过程的可靠性,对企业的生产成本和生产时间有着较大的影响。
3.一般的堆垛方法是每次单板堆垛,成垛后再运走,再开始堆垛,每垛的时间间隔很长。生产人造板时,需要长时间等待,这样造成生产成本增加,生产效率下降。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种不需要等待,可连续堆垛的板材预堆垛装置。
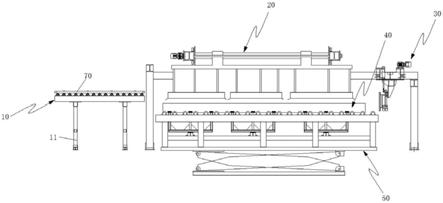
5.本实用新型采用的技术方案是:板材预堆垛装置,包括用于输送板材的过渡摩擦辊台装置、用于承接板材的接板装置、用于板材纵向码齐的纵向推板装置、用于板材横向码齐的横向推板装置、用于堆垛板材的液压升降辊台装置;所述液压升降辊台装置的两端分别安装过渡摩擦辊台装置和纵向推板装置,所述横向推板装置包括横向挡板和横向推板,横向挡板和横向推板分别安在液压升降辊台装置的两侧;所述接板装置安装在液压升降辊台装置的上方。
6.优选的,上述的板材预堆垛装置,所述用于输送板材的过渡摩擦辊台装置,包括主体支架和设有若干辊轴的辊台ⅰ,辊台ⅰ固定在主体支架上。
7.优选的,上述的板材预堆垛装置,所述用于承接板材的接板装置,包括l型接板架ⅰ、l型接板架ⅱ、导向板ⅰ、导向板ⅱ、电机ⅰ、齿轮ⅰ、齿轮ⅱ齿形带ⅰ、齿形带ⅱ、转轴ⅰ和转轴ⅱ;l型接板架ⅰ的两端分别固定有导向板ⅰ,齿轮ⅰ安装在转轴ⅰ上,电机ⅰ带动转轴ⅰ转动,转轴ⅰ带动齿轮ⅰ转动,齿轮ⅰ与齿形带ⅰ啮合,齿形带ⅰ上端与导向板ⅰ连接,下端与导向板ⅱ连接;l型接板架ⅱ的两端分别固定有导向板ⅱ,齿轮ⅱ安装在转轴ⅱ上,齿轮ⅱ与齿形带ⅱ啮合,齿形带ⅱ上端与导向板ⅰ连接,下端与导向板ⅱ连接;导向板ⅰ、齿形带ⅰ、导向板ⅱ和齿形带ⅱ构成完整的环。
8.优选的,上述的板材预堆垛装置,设有导向支架,导向支架上设有导轨ⅰ,导向板ⅰ和导向板ⅱ上分别设有导向轮,导向轮沿导轨ⅰ移动。
9.优选的,上述的板材预堆垛装置,所述用于板材纵向码齐的纵向推板装置,包括导轨ⅱ、电机ⅱ、滑块装置和纵向推板;电机ⅱ驱动滑块装置沿导轨ⅱ移动,滑块装置与纵向推板固定。
10.优选的,上述的板材预堆垛装置,所述用于板材横向码齐的横向推板装置,包括气缸ⅰ,气缸ⅰ带动横向推板移动。
24
‑
2与齿形带ⅱ25
‑
2啮合,齿形带ⅱ25
‑
2上端与导向板ⅰ22
‑
1连接,下端与导向板ⅱ22
‑
2连接;导向板ⅰ22
‑
1、齿形带ⅰ25
‑
1、导向板ⅱ22
‑
2和齿形带ⅱ25
‑
2构成完整的环。
32.作为优选,设有导向支架27,导向支架27上设有导轨ⅰ28,导向板ⅰ22
‑
1和导向板ⅱ22
‑
2上分别设有导向轮29,导向轮29沿导轨ⅰ28移动。保证l型接板架ⅰ21
‑
1和l型接板架ⅱ21
‑
2向内或向外平稳移动,安稳承接板材。
33.纵向推板装置30用于纵向码齐板材。纵向推板装置30,包括导轨ⅱ31、电机ⅱ32、滑块装置33和纵向推板34;电机ⅱ32驱动滑块装置33沿导轨ⅱ31移动,滑块装置33与纵向推板34固定。
34.横向推板装置40用于横向码齐板材。横向推板装置40,包括横向挡板41、横向推板42和气缸ⅰ43,气缸ⅰ43带动横向推板42移动。
35.液压升降辊台装置50用于堆垛板材。液压升降辊台装置50,包括辊台ⅱ51和液压升降台52,辊台ⅱ51固定在液压升降台51的上端,液压升降台52带动辊台ⅱ51上下移动。
36.压板装置60用于将接板装置20承接过来的板材压住。压板装置60包括固定轮61,压轮62和气缸ⅱ63,气缸ⅱ63带动压轮62移动。
37.液压升降辊台装置50的两端分别安装过渡摩擦辊台装置10和纵向推板装置30,过渡摩擦辊台装置10的出料端与液压升降辊台装置50的端部相对应。横向推板装置40的横向挡板41和横向推板42分别设置在液压升降辊台装置50的两侧。接板装置20安装在液压升降辊台装置50的上方。
38.本实用新型的工作过程是:
39.接板:启动液压升降辊台装置50的液压升降台52,带动辊台ⅱ51上移,初始状态时,使辊台ⅱ51和辊台ⅰ13高度相同。将板材70置于过渡摩擦辊台装置10的辊台ⅰ13上,启动电机,带动辊轴12转动,板材70向前移动。同时,接板装置启动,通过电机ⅰ23带动齿轮ⅰ24
‑
1转动,通过齿形带ⅰ25
‑
1、齿形带ⅱ25
‑
2、导向板ⅰ22
‑
1和导向板ⅱ22
‑
2的转动,带动l型接板架ⅰ21
‑
1和l型接板架ⅱ21
‑
2向内移动,将板材接住。
40.压板:接着压板装置60启动,气缸ⅱ63带动压轮62转动,通过压轮62和固定轮61的配合将板材压住。
41.码板:接着,纵向推板装置30启动,电机ⅱ32驱动滑块装置33沿导轨ⅱ31向板材方向移动,滑块装置33带动纵向推板34移动,将板材纵向方向码齐。同时,启动横向推板装置40,气缸ⅰ43带动横向推板42伸出,通过横向推板42和横向挡板41的配合将板材横向方向码齐。
42.放板:反向启动电机ⅰ23,带动齿轮ⅰ24
‑
1反转,通过齿形带ⅰ25
‑
1、齿形带ⅱ25
‑
2、导向板ⅰ22
‑
1和导向板ⅱ22
‑
2的反转,带动l型接板架ⅰ21
‑
1和l型接板架ⅱ21
‑
2向外移动,将板材放于液压升降辊台装置50的辊台ⅱ51上。启动液压升降辊台装置50的液压升降台52,带动辊台ⅱ51下移一定高度,使辊台ⅱ51最上层板材平面与辊台ⅰ13高度相同。
43.重复接板、压板、码板和放板步骤,板垛随着液压升降辊台装置下降,码叠到一定高度后运出堆垛站。辊台ⅱ51再次上升进行下次接板。这样实现板材的连续堆垛,不需要时间等待,生产效率大幅度提升。
技术特征:
1.板材预堆垛装置,其特征在于,包括用于输送板材的过渡摩擦辊台装置(10)、用于承接板材的接板装置(20)、用于板材纵向码齐的纵向推板装置(30)、用于板材横向码齐的横向推板装置(40)、用于堆垛板材的液压升降辊台装置(50);所述液压升降辊台装置(50)的两端分别安装过渡摩擦辊台装置(10)和纵向推板装置(30),所述横向推板装置(40)包括横向挡板(41)和横向推板(42),横向挡板(41)和横向推板(42)分别安在液压升降辊台装置(50)的两侧;所述接板装置(20)安装在液压升降辊台装置(50)的上方。2.根据权利要求1所述的板材预堆垛装置,其特征在于,所述用于输送板材的过渡摩擦辊台装置(10),包括主体支架(11)和设有若干辊轴(12)的辊台ⅰ(13),辊台ⅰ(13)固定在主体支架(11)上。3.根据权利要求1所述的板材预堆垛装置,其特征在于,所述用于承接板材的接板装置(20),包括l型接板架ⅰ(21
‑
1)、l型接板架ⅱ(21
‑
2)、导向板ⅰ(22
‑
1)、导向板ⅱ(22
‑
2)、电机ⅰ(23)、齿轮ⅰ(24
‑
1)、齿轮ⅱ(24
‑
2)、齿形带ⅰ(25
‑
1)、齿形带ⅱ(25
‑
2)、转轴ⅰ(26
‑
1)和转轴ⅱ(26
‑
2);l型接板架ⅰ(21
‑
1)的两端分别固定有导向板ⅰ(22
‑
1),齿轮ⅰ(24
‑
1)安装在转轴ⅰ(26
‑
1)上,电机ⅰ(23)带动转轴ⅰ(26
‑
1)转动,转轴ⅰ(26
‑
1)带动齿轮ⅰ(24
‑
1)转动,齿轮ⅰ(24
‑
1)与齿形带ⅰ(25
‑
1)啮合,齿形带ⅰ(25
‑
1)上端与导向板ⅰ(22
‑
1)连接,下端与导向板ⅱ(22
‑
2)连接;l型接板架ⅱ(21
‑
2)的两端分别固定有导向板ⅱ(22
‑
2),齿轮ⅱ(24
‑
2)安装在转轴ⅱ(26
‑
2)上,齿轮ⅱ(24
‑
2)与齿形带ⅱ(25
‑
2)啮合,齿形带ⅱ(25
‑
2)上端与导向板ⅰ(22
‑
1)连接,下端与导向板ⅱ(22
‑
2)连接;导向板ⅰ(22
‑
1)、齿形带ⅰ(25
‑
1)、导向板ⅱ(22
‑
2)和齿形带ⅱ(25
‑
2)构成完整的环。4.根据权利要求3所述的板材预堆垛装置,其特征在于,设有导向支架(27),导向支架(27)上设有导轨ⅰ(28),导向板ⅰ(22
‑
1)和导向板ⅱ(22
‑
2)上分别设有导向轮(29),导向轮(29)沿导轨ⅰ(28)移动。5.根据权利要求1所述的板材预堆垛装置,其特征在于,所述用于板材纵向码齐的纵向推板装置(30),包括导轨ⅱ(31)、电机ⅱ(32)、滑块装置(33)和纵向推板(34);电机ⅱ(32)驱动滑块装置(33)沿导轨ⅱ(31)移动,滑块装置(33)与纵向推板(34)固定。6.根据权利要求1所述的板材预堆垛装置,其特征在于,所述用于板材横向码齐的横向推板装置(40),包括气缸ⅰ(43),气缸ⅰ(43)带动横向推板(42)移动。7.根据权利要求1所述的板材预堆垛装置,其特征在于,所述用于堆垛板材的液压升降辊台装置(50),包括辊台ⅱ(51)和液压升降台(52),辊台ⅱ(51)固定在液压升降台(52)的上端,液压升降台(52)带动辊台ⅱ(51)上下移动。8.根据权利要求1
‑
7任意一项所述的板材预堆垛装置,其特征在于,包括压板装置(60),所述压板装置(60)包括固定轮(61),压轮(62)和气缸ⅱ(63),气缸ⅱ(63)带动压轮(62)移动。
技术总结
本实用新型涉及板材预堆垛装置。包括用于输送板材的过渡摩擦辊台装置、用于承接板材的接板装置、用于板材纵向码齐的纵向推板装置、用于板材横向码齐的横向推板装置、用于堆垛板材的液压升降辊台装置;所述液压升降辊台装置的两端分别安装过渡摩擦辊台装置和纵向推板装置,所述横向推板装置包括横向挡板和横向推板,横向挡板和横向推板分别安在液压升降辊台装置的两侧;所述接板装置安装在液压升降辊台装置的上方。本实用新型不需要等待,可实现连续堆垛。续堆垛。续堆垛。
技术研发人员:于洪军 于洋 范旭东
受保护的技术使用者:朝阳宏达机械有限公司
技术研发日:2020.12.31
技术公布日:2021/9/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1