复合绞线及其制造方法、绳索、带和电梯与流程
本公开涉及复合绞线及其制造方法、绳索、带和电梯。
背景技术:
1、在现有的电梯绳索中,在绳索芯的外周捻合有多根钢绞线。绳索芯具有载荷负担部和合成纤维制的包覆部。包覆部包覆于载荷负担部的外周。载荷负担部由纤维集合体构成。在载荷负担部中浸渗并固化有挠性树脂。载荷负担部具有以下作用,即在对电梯绳索施加了拉伸载荷时分担载荷,减轻施加于多根钢绞线的载荷(例如,参照专利文献1)。
2、现有技术文献
3、专利文献
4、专利文献1:国际公开第2017/138228号公报
技术实现思路
1、发明所要解决的课题
2、在上述那样的现有的电梯绳索中,在纤维制的绳索芯的外周配置有多根钢绞线。因此,由于使用中的反复弯曲,存在绳索芯损伤、绳索整体的强度降低的担忧。
3、本公开是为了解决上述那样的课题而完成的,其目的在于得到能够抑制因反复弯曲而导致的绞线芯部件的损伤的复合绞线及其制造方法、绳索、带和电梯。
4、用于解决课题的手段
5、本公开的复合绞线的制造方法包括:第一工序,形成使未固化的基质树脂浸渗到高强度纤维束中而成的芯中间体;第二工序,在第一工序之后,使多根钢制的外周线部件捻合于芯中间体的外周;以及第三工序,在第二工序之后,通过使基质树脂固化而使芯中间体成为纤维增强塑料制的绞线芯部件。
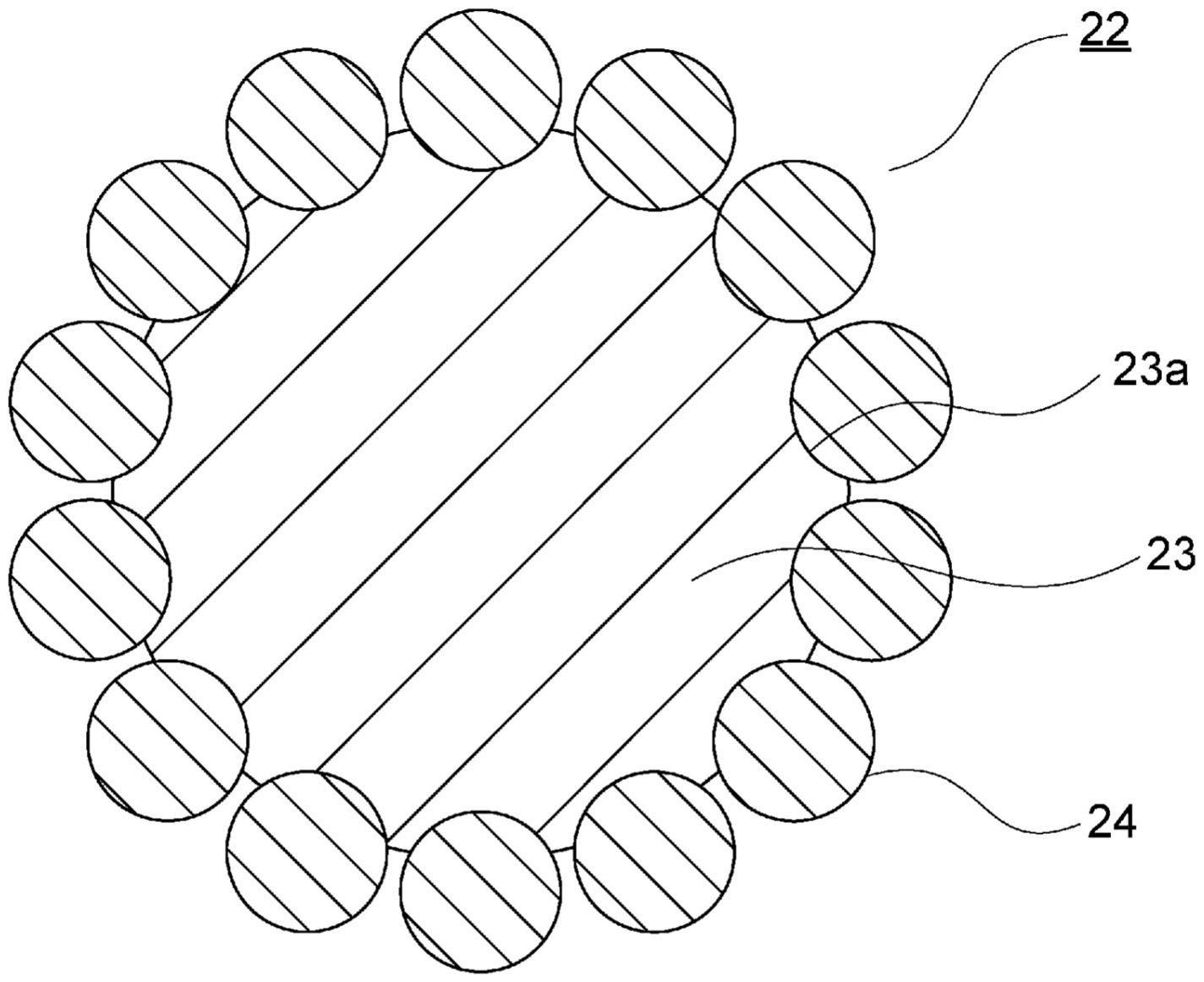
6、本公开的复合绞线具备:纤维增强塑料制的绞线芯部件;以及多根钢制的外周线部件,它们捻合于绞线芯部件的外周,在绞线芯部件的外周面设置有多个槽,在与绞线芯部件的长度方向垂直的截面中,各外周线部件的一部分插入于对应的槽,各槽的内表面的形状为沿着各外周线部件的外周面的形状。
7、发明效果
8、根据本公开,能够抑制因反复弯曲而导致的绞线芯部件的损伤。
技术特征:
1.一种复合绞线的制造方法,其包括:
2.根据权利要求1所述的复合绞线的制造方法,其中,
3.根据权利要求1所述的复合绞线的制造方法,其中,
4.根据权利要求1至3中的任意一项所述的复合绞线的制造方法,其中,
5.根据权利要求1至4中的任意一项所述的复合绞线的制造方法,其中,
6.一种复合绞线,其具备:
7.根据权利要求6所述的复合绞线,其中,
8.根据权利要求6或7所述的复合绞线,其中,
9.根据权利要求8所述的复合绞线,其中,
10.根据权利要求6至9中的任意一项所述的复合绞线,其中,
11.根据权利要求6至10中的任意一项所述的复合绞线,其中,
12.根据权利要求6至10中的任意一项所述的复合绞线,其中,
13.根据权利要求6至12中的任意一项所述的复合绞线,其中,
14.一种绳索,其具备具有多根绳索绞线的绳索主体,
15.根据权利要求14所述的绳索,其中,
16.根据权利要求14或15所述的绳索,其中,
17.根据权利要求14至16中的任意一项所述的绳索,其中,
18.根据权利要求17所述的绳索,其中,
19.一种带,其具备:
20.一种带,其具备:
21.根据权利要求19或20所述的带,其中,
22.一种电梯,其具备权利要求14至18中的任意一项所述的绳索。
23.一种电梯,其具备权利要求19至21中的任意一项所述的带。
技术总结
复合绞线的制造方法包括第一工序、第二工序和第三工序。第一工序是形成使未固化的基质树脂浸渗到高强度纤维束中而成的芯中间体的工序。第二工序在第一工序之后实施。而且,第二工序是使多根钢制的外周线部件捻合于芯中间体的外周的工序。第三工序在第二工序之后实施。而且,第三工序是通过使基质树脂固化而使芯中间体成为纤维增强塑料制的绞线芯部件的工序。
技术研发人员:内藤晋也,肥田政彦,野口丰弘
受保护的技术使用者:三菱电机株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!