一种浴帘成品包装前的在线折叠机构的制作方法
1.本实用新型属于自动制造技术领域,涉及到一种折叠机构,具体为一种浴帘成品包装前的在线折叠机构。
背景技术:
2.由于塑料台布和浴帘的材质光滑不透气的特性,要将单张成品从大张折成小叠后入袋包装,有二个主要难点:一是由于布料光滑对折时容易滑动对角拉平比较难,二是由于布料不透气折叠后容易充气鼓包;目前市面上常用的棉布、无纺布折叠设备无法满足这类产品的生产需求。所以许多生产这类产品的企业还是需要人工折叠来完成这道工序,用工成本非常高。
技术实现要素:
3.本实用新型设计了一种浴帘成品包装前的在线折叠机构,采用了卷曲装置和对折装置进行两次机器折叠,解决了浴帘包装前人工折叠的难题,减少了一定成本。
4.本实用新型采用的技术方案是,
5.一种浴帘成品包装前的在线折叠机构,用于将浴帘进行二步骤折叠,包括导轨、卷曲装置和对折装置,所述卷曲装置用于对浴帘进行卷曲,所述对折装置用于对卷好的浴帘进行对折,
6.所述卷曲装置包括夹持部、电机和定位杆,所述电机滑动设置在所述导轨上,所述夹持部和定位杆设置在电机的输出轴上随其旋转,
7.所述对折装置包括压合部和传输部,所述压合部设置在卷好浴帘的上方,所述压合部包括气缸和施压杆,所述施压杆具有相对于气缸上下移动的自由度,所述传输部设置在卷好浴帘的下方,用于将施压杆压下的窗帘进一步的传输。
8.所述卷曲装置还包括定位盘,所述定位盘设置在电机输出端,所述夹持部和定位杆借助定位盘与电机输出端连接。
9.本实用新型还包括切割部,所述切割部设置在卷取装置沿浴帘输送方向的前方。
10.所述传输部包括主动轴和被动轴,所述主动轴与被动轴轴向并列设置,所述传输部还包括弹性件,所述弹性件与主动轴和被动轴连接用于提供主动轴和被动轴相互靠近的力。
11.所述卷曲装置还包括滑槽和滑片,所述滑片可在滑槽内滑动,所述滑槽设置在定位盘上远离夹持部一侧,所述滑片设置在定位杆的一端,所述定位杆借助滑槽和滑片与定位盘连接,所述定位杆借助滑槽和滑片具有相对于夹持部的径向往复运动。
12.所述导轨、夹持部和卷曲装置的数量均为2个,对称设置在浴帘的两侧。
13.本实用新型还包括传送带,所述传送带设于传输部下方,用于将折叠好的浴帘输送至下一环节。
14.所述施压杆与浴帘接触的一端为扁平状结构。
15.本实用新型的有益效果是:
16.本实用新型通过设置卷曲装置进行一次折叠,对折装置进行二次折叠,实现了浴帘成品的折叠自控化操作,解决了浴帘包装前人工折叠的难题,减少了一定成本。
17.下面结合附图对本实用新型进行详细说明。
附图说明
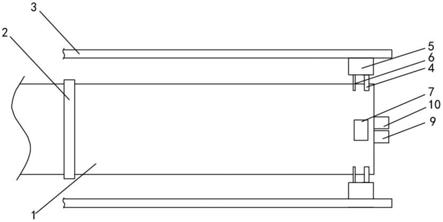
18.图1是本实用新型第一次折叠前的俯视图;
19.图2是本实用新型第一次折叠后的俯视图;
20.图3是本实用新型的侧视图;
21.图4是本实用新型定位单元正视图;
22.附图中,1、浴帘,2、切割部,3、导轨,4、夹持部,5、电机,6、定位杆,7、气缸,8、施压杆,9、主动轴,10、被动轴,11、滑槽,12、滑片,13、定位盘。
具体实施方式
23.以下结合具体实施例及附图对本实用新型的技术方案作进一步详细的描述,但本实用新型的保护范围及实施方式不限于此。
24.具体实施例,如图1~图3所示,本实用新型为一种浴帘1成品包装前的在线折叠机构,用于将浴帘1进行二步骤折叠,包括导轨3、卷曲装置和对折装置,所述卷曲装置用于对浴帘1进行卷曲,所述对折装置用于对卷好的浴帘1进行对折,所述卷曲装置包括夹持部4、电机5和定位杆6,所述电机5滑动设置在所述导轨3上,所述夹持部4和定位杆6设置在电机5的输出轴上随其旋转,所述对折装置包括压合部和传输部,所述压合部设置在卷好浴帘1的上方,所述压合部包括气缸7和施压杆8,所述施压杆8具有相对于气缸7上下移动的自由度,所述传输部设置在卷好浴帘1的下方,用于将施压杆8压下的窗帘进一步的传输。进一步,本实用新型还包括切割部2,所述切割部2设置在卷取装置沿浴帘1输送方向的前方。
25.电机5随着导轨3运动,带动夹持部4将浴帘1从导轨3的初始端行进至末端,切割部2将浴帘1切断,电机5工作,带动夹持部4和定位杆6将浴帘1进行旋转卷曲,浴帘1经过第一次折叠变成长条形状,此时气缸7开始工作,推动施压杆8将长条形状的浴帘1向上对折,进行第二次折叠,施压杆8将浴帘1抵压到传输部的之间,气缸7控制施压杆8缩回,浴帘1脱离夹持部4和定位杆6进入传输部之间,将经过两次折叠的浴帘1传输到下部的物料承接部。夹持部4与电机5随导轨3反方向运动,回退至导轨3初始端,进行下一次工作。
26.其中包括夹持部4对于浴帘1的夹持作业、电机5随导轨3的往复滑动作业,电机5带动夹持部4和定位杆6的旋转作业均由各个对应的驱动系统来实现控制。卷曲装置和对折装置均由支架设置在相应的位置上。
27.进一步,所述传输部包括主动轴9和被动轴10,所述主动轴9与被动轴10轴向并列设置,所述传输部还包括弹性件,所述弹性件与主动轴9和被动轴10连接用于提供主动轴9和被动轴10相互靠近的力。
28.主动轴9与被动轴10不是固定设置,两个轴体之间在施压杆8将浴帘1抵压下来时由于浴帘1的厚度会被动分开相应的距离,以供浴帘1通过,完成二次折叠,之后由弹性件的作用下重新挨到一起。
29.进一步,所述卷曲装置还包括定位盘13,所述定位盘13设置在电机5输出端,所述夹持部4和定位杆6借助定位盘与电机5输出端连接。如图4所示,所述卷曲装置还包括滑槽11和滑片12,所述滑片12可在滑槽11内滑动,所述滑槽11设置在定位盘13上远离夹持部4一侧,所述滑片12设置在定位杆6的一端,所述定位杆6借助滑槽11和滑片12与定位盘13连接,所述定位杆6借助滑槽11和滑片12具有相对于夹持部4的径向往复运动。
30.滑槽11和滑片12的设置使定位杆6与夹持部4之间实现距离可调,从而能满足不同折叠尺寸的需求。
31.进一步,所述导轨3、夹持部4和卷曲装置的数量均为2个,对称设置在浴帘1的两端。
32.进一步,本实用新型还包括传送带,所述传送带设于传输部下方,用于将折叠好的浴帘1输送至下一环节。传送带可将折叠好的浴帘1传到相应位置进行浴帘1的包装,减少输送的人工成本。
33.进一步,所述施压杆8与浴帘1接触的下端为扁平状结构。
34.施压杆8与浴帘1的接触位置如果尖锐的话,容易将浴帘1造成损坏,将他设置成扁平结构,一方面增加与浴帘1的接触面积,另一方面,方便将浴帘1压下。
技术特征:
1.一种浴帘成品包装前的在线折叠机构,用于将浴帘(1)进行二步骤折叠,其特征在于:包括导轨(3)、卷曲装置和对折装置,所述卷曲装置用于对浴帘(1)进行卷曲,所述对折装置用于对卷好的浴帘(1)进行对折,所述卷曲装置包括夹持部(4)、电机(5)和定位杆(6),所述电机(5)滑动设置在所述导轨(3)上,所述夹持部(4)和定位杆(6)设置在电机(5)的输出轴上随其旋转,所述对折装置包括压合部和传输部,所述压合部设置在卷好浴帘(1)的上方,所述压合部包括气缸(7)和施压杆(8),所述施压杆(8)具有相对于气缸(7)上下移动的自由度,所述传输部设置在卷好浴帘(1)的下方,用于将施压杆(8)压下的窗帘进一步的传输。2.根据权利要求1所述的一种浴帘成品包装前的在线折叠机构,其特征在于:所述卷曲装置还包括定位盘(13),所述定位盘(13)设置在电机(5)输出端,所述夹持部(4)和定位杆(6)借助定位盘与电机(5)输出端连接。3.根据权利要求1所述的一种浴帘成品包装前的在线折叠机构,其特征在于:还包括切割部(2),所述切割部(2)设置在卷取装置沿浴帘(1)输送方向的前方。4.根据权利要求1所述的一种浴帘成品包装前的在线折叠机构,其特征在于:所述传输部包括主动轴(9)和被动轴(10),所述主动轴(9)与被动轴(10)轴向并列设置,所述传输部还包括弹性件,所述弹性件与主动轴(9)和被动轴(10)连接用于提供主动轴(9)和被动轴(10)相互靠近的力。5.根据权利要求2所述的一种浴帘成品包装前的在线折叠机构,其特征在于:所述卷曲装置还包括滑槽(11)和滑片(12),所述滑片(12)可在滑槽(11)内滑动,所述滑槽(11)设置在定位盘(13)上远离夹持部(4)一侧,所述滑片(12)设置在定位杆(6)的一端,所述定位杆(6)借助滑槽(11)和滑片(12)与定位盘(13)连接,所述定位杆(6)借助滑槽(11)和滑片(12)具有相对于夹持部(4)的径向往复运动。6.根据权利要求1所述的一种浴帘成品包装前的在线折叠机构,其特征在于:所述导轨(3)、夹持部(4)和卷曲装置的数量均为2个,对称设置在浴帘(1)的两侧。7.根据权利要求1所述的一种浴帘成品包装前的在线折叠机构,其特征在于:还包括传送带,所述传送带设于传输部下方,用于将折叠好的浴帘(1)输送至下一环节。8.根据权利要求1所述的一种浴帘成品包装前的在线折叠机构,其特征在于:所述施压杆(8)与浴帘(1)接触的一端为扁平状结构。
技术总结
本实用新型为一种浴帘成品包装前的在线折叠机构,用于将浴帘进行二步骤折叠,包括导轨、卷曲装置和对折装置,所述卷曲装置用于对浴帘进行卷曲,所述对折装置用于对卷好的浴帘进行对折,实现了浴帘成品的折叠自控化操作,解决了浴帘包装前人工折叠的难题,减少了一定成本。成本。成本。
技术研发人员:蔺锋涛 苏瑞英
受保护的技术使用者:新乐华宝塑料制品有限公司
技术研发日:2021.01.13
技术公布日:2021/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1