模具框上下运输装置的制作方法
1.本实用新型涉及一种上下运输装置,尤其涉及一种用于预制构件生产的模具框上下运输装置。
背景技术:
2.小型预制构件从纯人工生产转化为生产线生产是发展趋势,在整条生产线上需要对预制构件进行堆叠操作。对预制构件的堆叠采用的方案是将预制构件放置在模具框内,再将整个模具框进行堆叠。因此,在生产线上需要设置模具框上下运输装置,以实现对预制构件在生产线上上下堆叠的功能。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种用于预制构件生产线上的预制构件模具框上下运输的装置。
4.为了解决上述技术问题,本方案的模具框上下运输装置,包括模具层架、接货装置和送料机,所述模具层架设置在输送线上,所述接货装置和送料机对称设置在模具层架两侧。
5.上述技术方案中,所述模具层架由矩形底座框架、立柱和多层镂空式框架层焊接组成,所述立柱设置在矩形底座框架的四角,所述镂空框架层均衡焊接在立柱上,镂空框架层和矩形底座框架平行设置。
6.上述技术方案中,所述送料机包括底座ⅰ,所述底座ⅰ上垂直设置有门式提升架ⅰ,所述门式提升架ⅰ顶部设置有伺服传动装置ⅰ,所述底座ⅰ上设置有传动轮,所述伺服传动装置ⅰ通过提升链条ⅰ与传动轮实现联动,所述提升链条ⅰ上设置有提升框ⅰ,所述提升框ⅰ设置在定位槽ⅰ内,所述定位槽ⅰ设置在门式提升架ⅰ上,所述提升框ⅰ内设置有皮带输送机。
7.上述技术方案中,所述接货装置包括滑动底座,所述滑动底座上设置有底座ⅱ,所述底座ⅱ可在滑动底座上移动,所述底座ⅱ上垂直设置有门式提升架ⅱ,所述门式提升架ⅱ顶部设置有伺服传动装置ⅱ,所述伺服传动装置ⅱ上设置有提升链条ⅱ,所述提升链条ⅱ的一端连接至提升框ⅱ,所述提升框ⅱ设置在定位槽ⅱ内,所述定位槽ⅱ设置在门式提升架ⅱ上,所述提升框ⅱ内设置有配重块,所述提升链条ⅱ的另一端连接至升降平台,所述升降平台水平设置。
8.上述技术方案中,所述升降平台根部设置有加强框,所述加强框设置在定位槽ⅲ内,所述定位槽ⅲ设置在门式提升架ⅱ上。
9.上述技术方案中,所述升降平台上设置有旋转托辊。
10.上述技术方案中,所述滑动底座的四周设置有限位板。
11.本方案的模具框上下运输装置安装在输送线上,通过送料机将放置有预制构件的模具框提升至不同层次的镂空框架层位置,再通过接货装置将送料机上的模具框转运至模具层架上进行堆垛,最后通过输送线运输至下一道工位。
附图说明
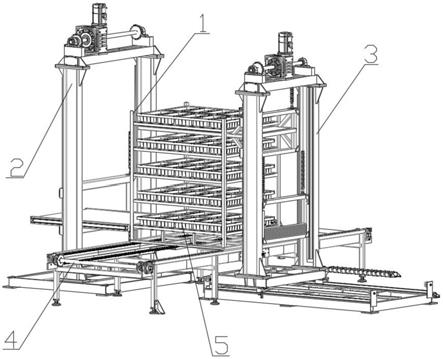
12.图1为模具框上下机整体结构图。
13.图2为送料机整体结构图。
14.图3为接货装置整体结构图。
15.图4为模具层架结构图。
具体实施方式
16.参见图1至4,本方案模具框上下运输装置,包括至少模具层架1、送料机2和接货装置3三个功能模块,所述模具层架1放置在输送线4上,所述接货装置3和送料机2对称设置在输送线4两侧。
17.所述模具层架1由矩形底座框架11、立柱12和多层镂空式框架层13焊接组成,四根立柱12焊接在矩形底座框架的四个端角位置,所述镂空框架层12以均匀间隔焊接在立柱12上,镂空框架层13和矩形底座框架11都是水平设置。
18.所述送料机包括底座ⅰ21,所述底座ⅰ21中间位置垂直安装有门式提升架ⅰ22,所述门式提升架ⅰ22顶部设置有伺服传动装置ⅰ23,提升链条ⅰ25安装在伺服传动装置ⅰ的齿轮和传动轮24上形成转动回路。所述提升链条ⅰ25一端固定在提升框ⅰ26上侧边,所述提升链条ⅰ25另一端固定在提升框ⅰ26下侧边,传动轮24固定在底座ⅰ21上。所述提升框ⅰ设置在定位槽ⅰ27内,所述定位槽ⅰ27设置在门式提升架ⅰ上,所述提升框ⅰ26内安装有皮带输送机28。
19.所述接货装置3包括矩形滑动底座31,所述滑动底座31四周安装有限位板311,所述滑动底座31上安装有底座ⅱ32,所述底座ⅱ32可在滑动底座31上实现前后移动通过限位板311限制位置。所述底座ⅱ32上垂直安装有门式提升架ⅱ33,所述门式提升架ⅱ33顶部安装有伺服传动装置ⅱ34;提升链条ⅱ35安装在伺服传动装置ⅱ的齿轮上,提升链条ⅱ35一端固定在提升框ⅱ36上侧边上,所述提升链条ⅱ35另一端固定在升降平台38上;所述提升框ⅱ36设置在定位槽ⅱ37内,所述定位槽ⅱ37设置在门式提升架ⅱ33上,所述提升框ⅱ36内设置有配重块361,配重块361可以减小起升过程中能量损耗;所述升降平台38呈水平设置,升降平台的根部位置设置有加强框381,提升链条ⅱ35固定在加强框381上侧边上,加强框381设置在定位槽ⅲ内。所述升降平台38上安装有旋转托辊382。
20.模具框上下机的工作原理是:模具层架1通过输送线4运输至送料机2和接货装置3中间,送料机2上的输送机28通过提升链条ⅰ25将模具框5提升至指定的高度,接货装置上的升降平台38通过提升铰链ⅱ35提升至同等高度,通过旋转托辊382将模具框5运至升降平台38,再将模具框5放置该高度的镂空框架层12上,通过不同的高度将模具层架1装满,运转至下一道工序。
21.提升框ⅰ26、提升框ⅱ36和加强框381采用定位槽方式在门式提升架ⅰ22和门式提升架ⅱ33上实现上下定位移动,也可以采用导轨方式或丝杆方式来实现上下定位移动。
技术特征:
1.模具框上下运输装置,包括模具层架、接货装置和送料机,其特征在于:所述模具层架设置在输送线上,所述接货装置和送料机对称设置在模具层架两侧。2.如权利要求1所述的模具框上下运输装置,其特征在于:所述模具层架由矩形底座框架、立柱和多层镂空式框架层焊接组成,所述立柱设置在矩形底座框架的四角,所述镂空式框架层均衡焊接在立柱上,镂空式框架层和矩形底座框架平行设置。3.如权利要求1所述的模具框上下运输装置,其特征在于:所述送料机包括底座ⅰ,所述底座ⅰ上垂直设置有门式提升架ⅰ,所述门式提升架ⅰ顶部设置有伺服传动装置ⅰ,所述底座ⅰ上设置有传动轮,所述伺服传动装置ⅰ通过提升链条ⅰ与传动轮实现联动,所述提升链条ⅰ上设置有提升框ⅰ,所述提升框ⅰ设置在定位槽ⅰ内,所述定位槽ⅰ设置在门式提升架ⅰ上,所述提升框ⅰ内设置有皮带输送机。4.如权利要求1所述的模具框上下运输装置,其特征在于:所述接货装置包括滑动底座,所述滑动底座上设置有底座ⅱ,所述底座ⅱ可在滑动底座上移动,所述底座ⅱ上垂直设置有门式提升架ⅱ,所述门式提升架ⅱ顶部设置有伺服传动装置ⅱ,所述伺服传动装置ⅱ上设置有提升链条ⅱ,所述提升链条ⅱ的一端连接至提升框ⅱ,所述提升框ⅱ设置在定位槽ⅱ内,所述定位槽ⅱ设置在门式提升架ⅱ上,所述提升框ⅱ内设置有配重块,所述提升链条ⅱ的另一端连接至升降平台,所述升降平台水平设置。5.如权利要求4所述的模具框上下运输装置,其特征在于:所述升降平台根部设置有加强框,所述加强框设置在定位槽ⅲ内,所述定位槽ⅲ设置在门式提升架ⅱ上。6.如权利要求4所述的模具框上下运输装置,其特征在于:所述升降平台上设置有旋转托辊。7.如权利要求4所述的模具框上下运输装置,其特征在于:所述滑动底座的四周设置有限位板。
技术总结
本实用新型公开了模具框上下运输装置,包括模具层架、接货装置和送料机,所述模具层架设置在输送线上,所述接货装置和送料机对称设置在模具层架两侧。模具框上下运输装置安装在输送线上,通过送料机将放置有预制构件的模具框提升至不同层次的镂空框架层位置,再通过接货装置将送料机上的模具框转运至模具层架上进行堆垛,最后通过输送线运输至下一道工位。最后通过输送线运输至下一道工位。最后通过输送线运输至下一道工位。
技术研发人员:刘培艳
受保护的技术使用者:南通齐鑫电气自动化科技有限公司
技术研发日:2021.03.02
技术公布日:2021/11/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1